Hvordan Gjennomføre En Tidsstudie på Plantegulvet

det er en ting til felles mellom de moderne væpnede styrker, idrettsutøvere, HR – avdelinger og Silicon Valley tech-firmaer-de bruker alle taktikker og strategier inspirert Av Frederick Winslow Taylor, ofte referert til som «far til vitenskapelig ledelse».
Taylors ideer, som å forbedre arbeidsetikk, redusere avfall og skape forbedrede produksjonsstandarder, fortsetter å holde troverdighet. En av disse ideene, en som er avgjørende for å forbedre effektiviteten på plantegulvet, kommer i form av en tidsstudie.
Gjennomføre tid og bevegelse studier er ingen vanlig oppgave. Det krever forsiktig forberedelse med en godt gjennomtenkt plan. I dette innlegget vil vi skissere prosessen og vise hva du må være forsiktig med hvis du vil få ting riktig på første forsøk.
Hva er en tidsstudie?
British Standards Institutions (Bsi) er det fremste organet som har til oppgave å skape tekniske og industrielle standarder for produksjon i STORBRITANNIA. SLIK definerer BSI tidsstudie:
«Observasjon, registrering og vurdering av menneskelig arbeid for å fastslå tider som kreves av en kvalifisert arbeidstaker for å utføre spesifisert arbeid under angitte forhold med en definert arbeidsrate.»
«arbeidet» det refererer til involverer alle aktiviteter på fabrikkgulvet som bidrar til produksjonsprosessen – bruk av manuell arbeidskraft eller maskiner, maskinoperatører som tar beslutninger på fly og lignende.
Tidsstudier er best egnet for aktiviteter som involverer et sett av forutsigbare og repeterende handlinger. De er ideelle i fabrikkinnstillinger, hvor produksjonsprosessen kan brytes ned i en rekke sekvensielle oppgaver og operatørbevegelser.
i en slik sammenheng måler du hvor lang tid det tar for en bestemt oppgave, utført av flere arbeidere ,for å finne standardtiden (vi viser beregningen senere i artikkelen). I industriell ingeniørfag og produksjon er standardtid gjennomsnittlig tid tatt av en riktig utdannet arbeidstaker for å fullføre en spesifisert oppgave.
en tidsstudie er en arbeidsmålingsaktivitet, vanligvis utført av en trent observatør, ved hjelp av grunnleggende utstyr som en stoppeklokke og et utklippstavle for å notere ned tidsopptakene. I moderne fabrikker kan observatører bruke mer avanserte verktøy som videokameraer, datamaskiner og til og med spesialisert programvare.
hvorfor gjennomføre en tidsstudieanalyse?
når det utføres riktig med riktig planlegging og nøye analyse, gir en tidsstudie en detaljert oversikt over hvor effektivt arbeidet utføres på plantegulvet. Standardtiden er en uvurderlig beregning for ledere som ser etter måter å forbedre produksjonseffektiviteten og produktiviteten generelt.
Det kan også brukes til å finne skjulte feil og svakheter i andre aspekter av plantegulvet, som suboptimale oppsett og plassering av maskiner og arbeidsstasjoner. Ved hjelp av standardtid kan du finne ineffektivitet i tildeling av arbeidskraft, maskiner og andre produksjonsinnganger.
bortsett fra kostnads-og effektivitetsforbedringer, kan tidsstudier være avgjørende for arbeidernes velferd. Det kan bidra til å skape bedre og sikrere arbeidsområder. Ledere kan identifisere og fjerne unødvendige og potensielt farlige bevegelser og handlinger på plantegulvet, og dermed redusere innsatsen som kreves for å fullføre bestemte oppgaver.
det er mange andre fordeler med å gjennomføre en tidsstudie:
- nødvendig for realistisk planlegging av produksjonsplaner
- bidrar til optimal tildeling av arbeidskraft på anleggsgulvet
- kan brukes til sammenligning med alternative prosesser
- nødvendig for balansert arbeidsfordeling blant ansatte
- bidrar til å skape måltider og lønnsinsentiver
- bidrar til å eliminere ineffektive eller unødvendige operasjoner og minimere arbeidernes innsats
- hvis det gjøres for vedlikeholdsarbeidere, kan det hjelpe vedlikeholdsplanleggere og ledere til bedre å planlegge og organisere rutinemessig vedlikeholdsarbeid
Standardtid er en svært nyttig beregning for industrielle ingeniører og produksjonsledere. Det tillater dem å sammenligne anleggets effektivitet med industristandarder. Metriske er også verdifull fra en fremtidig planlegging perspektiv, i å estimere følgende viktige aspekter:
- leveringstider for fremtidige produktpartier
- fremtidige arbeidskraftkrav og arbeidskostnader
- fremtidige maskiner/produksjonsutstyr investeringskrav
- fremtidige innkjøp av råvarer
- lagerstyring
- samlet produksjonskostnad og salgspris per enhet
det er mange grunner til å gjennomføre tidsstudier. La oss se hva du bør ha på plass før du starter stoppeklokken.
Grunnleggende krav for å gjennomføre vellykkede tidsstudier
uavhengig av bransje eller produksjonsprosesser involvert, vil en tidsstudie ha de samme grunnleggende krav.
Vi kan klassifisere dem i følgende 5 områder som Du må ta opp når du forberede din tidsstudie:
1) Klart definerte mål og grenser
Før du gjennomføre din tid og bevegelse studie, må du etablere klare grenser.
først bestemmer og spesifiserer målene for studien-påskynde produksjonsprosessen, fjerne sløsende handlinger, etc.
velg deretter prosessene som vil være kjernefokuset i studien. Se om sektoren din allerede har etablert standardtider som du kan bruke som referansepunkt for sammenligning.
2) en utdannet og erfaren observatør
dette er personen som skal gjennomføre tidsstudiet. I de fleste tilfeller foretrekkes industrielle ingeniører med relevant erfaring og opplæring for denne jobben.
Ideelt sett bør de ha sertifisering i optimalisering av arbeidsplassen. Observatøren bør ha et trygt og komfortabelt utsiktspunkt som han / hun kan se arbeiderne som de utfører vanlige oppgaver.
det er selskaper der ute, for Eksempel Industrial Time Study Institute, som tilbyr rådgivning og opplæringstjenester. De kan hjelpe deg med å utføre dine tidsstudier og svare på eventuelle tekniske spørsmål.
3) Valg av utstyr (grunnleggende vs avansert)
rollen som tidsstudieutstyr har endret seg dramatisk de siste årene. Tidligere ble det utført studier med en enkel stoppeklokke og tidsstudiebrett, med observatøren nær arbeiderne.
Dette hadde noen store ulemper, hvorav den viktigste var «Hawthorne – Effekten» – arbeidere kan legge mer innsats enn normalt når de vet at de blir overvåket.
Moderne teknologi gjør det mulig for observatører å se og registrere tider fra avstand og i hemmelighet, ved hjelp av videoutstyr (CCTV) og spesialiserte programvareplattformer som kan erstatte et stoppeklokke og de grunnleggende tidsstudieopptakstabellene.
4) Riktig prøvestørrelse
Det Må Utvises Forsiktighet ved plukking av arbeidsprøvestørrelsen. Hvis den ikke er tilstrekkelig stor og representativ for din eksisterende arbeidsstyrke, vil arbeidsmålingen være praktisk talt ubrukelig.
arbeidernes kvalitet og kompetanse er også kritisk. En vanlig feil er å velge de best presterende individer. I stedet velger du en balansert utvalgsstørrelse som favoriserer arbeidstakere som er godt trente, men hvis arbeidsutgang ikke setter dem i ekstrem lav eller høy produktivitet.
5) Tilstrekkelig valgt tid
for å redusere feilmarginen, innebærer en tidsstudie vanligvis å ta målinger over flere produksjonssykluser. I produksjonsanlegg vil det være produksjonsperioder med kortere frister og mer intens aktivitet på anleggsgulvet.
Det Må Tas Hensyn til å velge en periode som er representativ for den generelle arbeidsflyten i anlegget, innenfor forutsigbare grenser. Med mindre du har et bestemt mål, unngå de høysesongene av etterspørsel når du utfører tidsstudier.
Beskriver prosessen: hvordan gjøre en tidsstudie?
en tidsstudie utføres lineært, med flere klart definerte trinn. Den kvalifiserte observatøren vil ta følgende tiltak når studien starter:
- Velg oppgavene som skal studeres: dette vil avhenge av målene for studien og de grunnleggende grensene fastsatt av firmaet. Type produksjonsvirksomhet og nåværende tilstand av produksjonssystemene vil ha en definerende rolle her.
- Analyser de enkelte oppgavene: bruker produksjonen allerede etablerte prosesser og standarder i bransjen? Hvis ja, kan observatøren velge baseline standarder og kalibrere måleprosessen for å gjenspeile dem. Hvis ingen standarder eksisterer, må observatøren bruke sin erfaring og dømmekraft for å plotte den beste grunnlinjen.
- Velg kvalifiserte arbeidstakere: Det bør være et representativt utvalg av tilstrekkelig utdannet gjennomsnittlig arbeidstakere.
- Anslå antall sykluser som skal observeres: flere dataprøver vil resultere i mindre feilmargin, men krever mer tid og krefter. Det er en balansehandling som kreves her, basert på tids-og budsjettgrenser.
- Formidle detaljene i studien til arbeidstakere: tidsstudier kan ha en forstyrrende innflytelse på arbeidsstyrken. Folk vil bekymre seg for de potensielle implikasjonene studien kan ha på deres fremtidige jobbsikkerhet. Det er svært viktig å kommunisere formålet med en studie på forhånd.
- Observere og registrere arbeidernes ytelse og tider for hvert element: mange teknikker er tilgjengelige for observatører. Hvis du bruker en grunnleggende tidsklokke, inkluderer tidsmetoder kontinuerlig metode, snapback-metode og akkumulert metode. Mer avanserte verktøy og programvare gjør at disse målingene kan automatiseres.
- bruk de observerte dataene til å beregne standardtid: formelen og beregningene vil bli forklart i detalj i det følgende avsnittet.
Til slutt, basert på beregningene og de første målene for studien, bør selskapet kunne komme til noen konkrete konklusjoner.
hvordan beregne standardtid
når observatøren har registrert de faktiske tidsavlesningene til alle arbeiderne i prøvegruppen, er det på tide å beregne standardtid. Prosessen følger denne rekkefølgen:
- beregn Gjennomsnittlig Tid
- beregn Normal Tid ved Hjelp Av Gjennomsnittlig Tid Og Vurderingsfaktorer
- beregn Standard Tid ved Hjelp Av Normal Tid Og Kvoter
Beregn Gjennomsnittlig Tid
som navnet indikerer, er dette tiden arbeideren bruker på å fullføre oppgaven, fra start til slutt. Når flere arbeidere blir observert som en del av studien, genereres en gjennomsnittsverdi av observert tid ved å beregne gjennomsnittet av alle registrerte tidsavlesninger etter fjerning av unormale verdier.
Bestem vurderingsfaktorer
den faktiske registrerte ytelsen til en arbeider er kanskje ikke alltid i samsvar med de» normale » standardene for aktiviteten. Observatøren må bruke en justering av den observerte tiden for å utlede tiden en gjennomsnittlig operatør ville ha tatt for å fullføre oppgaven.
ved hjelp av hans/hennes dømmekraft og erfaring, kan observatøren bestemme ytelsen vurdering av enkelte arbeidere. Populære vurderingssystemer som brukes til dette formålet inkluderer:
- Tempo/Hastighetsklasse
- Westinghouse System
- Objektiv Vurdering
- Syntetisk Vurdering
disse vurderingssystemene bruker faktorer som hastighet, dyktighet, innsats og konsistens hos arbeideren til å evaluere ytelsen. Vurderingsfaktoren beregnes som en prosentandel som 90% eller 120%. Dette viser eventuelle avvik fra forventet ytelse, som er representert som 100%.
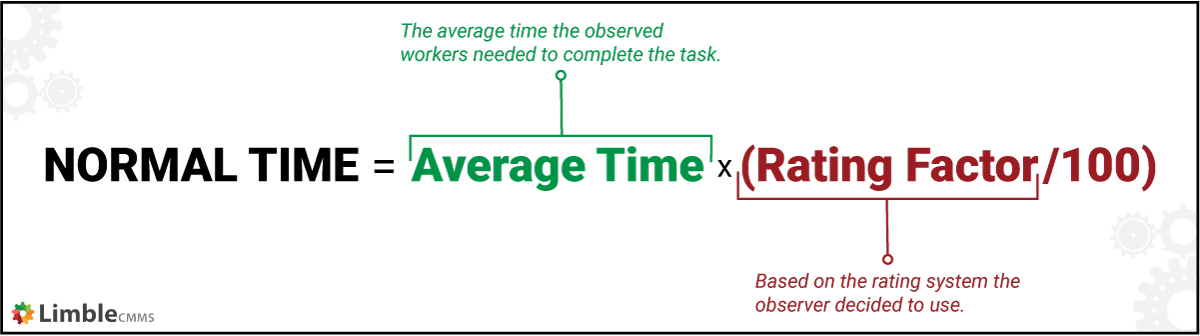
Beregn Normaltid
når du multipliserer gjennomsnittstiden med ratingfaktoren i desimalformat, får du verdien «normaltid» for en oppgave. Her er formelen:
For Å komme Til Normaltid, justeres Normaltid med tilleggsverdier kalt » kvoter.»
Gi kvoter
Virkelige arbeidsforhold kan ha en massiv innvirkning på produktiviteten til arbeidstakere på plantegulvet. Disse forholdene vil variere drastisk fra ett produksjonsanlegg til et annet. Observatører må gi kvoter for disse forskjellene.
De har et bredt spekter av faktorer, som kan deles inn i 5 hovedkategorier:
- Avslapping kvote: det inkluderer personlige behov (tid tatt for måltider, vann og bad pauser, etc.) og tretthet (inkluderer ting som stående varighet, belysningsnivå, luftkvalitet, bruk av makt, fysisk og psykisk belastning, etc.).
- Interferensgodtgjørelse: hvis arbeideren må betjene flere maskiner eller verktøy, brukes denne tillatelsen til å faktorere nedetiden på en maskin når arbeideren er opptatt på andre maskiner.
- prosessgodtgjørelse: det står for nedetid som kommer som en del av en prosess, eller på grunn av strømbrudd, feil i maskinene, etc.
- Beredskapsgodtgjørelse: dette vil utgjøre alle uregelmessige og uforutsigbare brudd eller forsinkelser (som nødvedlikehold) som kan komme opp under produksjonsprosessen.
- Spesialgodtgjørelse: noen rutinemessige aktiviteter-som oppstart, rengjøring, nedstengning og overgang av utstyr-oppfordres av ledelsen, for å forbedre utstyrssikkerheten og levetiden. Forstyrrelsen forårsaket av disse pausene er tatt med i å bruke denne kvoten.
Kvoter er gitt i form av prosenter, slik at De kan brukes i den endelige beregningen av standardtid.
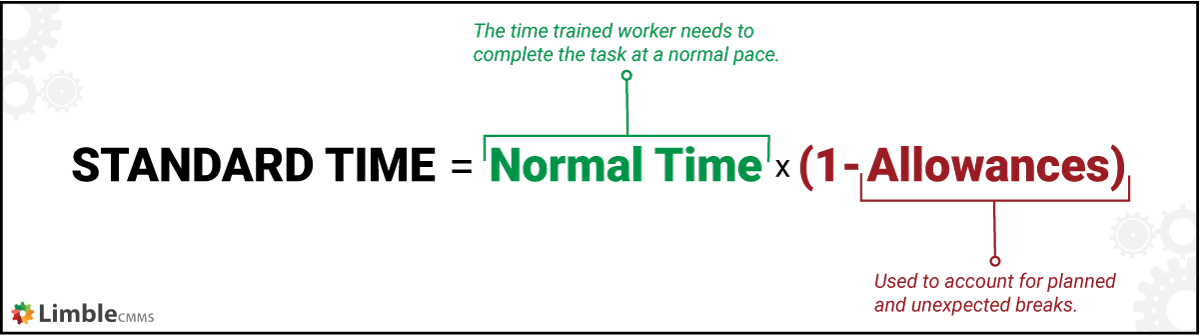
Beregn Standardtid
Til Slutt kommer vi til nøkkelberegningen som gir oss tiden som en vanlig arbeidstaker tar for en bestemt oppgave, når den utføres under gjennomsnittlige / standardbetingelser, etter å ha tatt hensyn til ulike kvoter for legitime og uunngåelige forstyrrelser.
for å komme frem til normaltid, må du multiplisere normaltid med en kvoter rating faktor. Formelen går slik:
Nå, la oss vise hvordan dette fungerer i et faktisk eksempel.
Produksjonstidsstudieeksempel
la oss vurdere en grunnleggende produksjonsinnstilling der arbeidere produserer bakplater for bilbremseklosser, i et helt nytt anlegg. Tenk deg at disse arbeiderne tar i gjennomsnitt 33 minutter for en gruppe bakplater.
selskapet ønsker å gjennomføre en tidsstudie for å finne ut hvordan fabrikkgulvets effektivitet kan sammenlignes med bransjegjennomsnittet og om mulig identifisere områder som kan forbedres.
for dette eksempelets skyld, la oss anta at forventet tidsverdi for oppgaven med å produsere en gruppe bakplater er 30 minutter.
målingene viser at arbeidstakere er omtrent 10% langsommere enn forventet norm. Så observatøren kan trygt tildele en ytelsesvurderingsfaktor på 90%, ved hjelp av den enkle hastighetsmetoden.
for å imøtekomme de forskjellige pausene som observeres under arbeidssyklusene, legger observatøren til en avslapningsgodtgjørelse på 7%, en interferensgodtgjørelse på 5% og en annen spesialgodtgjørelse på 8%, for totalt 20%.
så vi har følgende kjente variabler:
- Gjennomsnittlig Tid = 33 minutter
- Hastighetsvurdering = 90%
- Kvoter = 20%
for Å beregne Standardtid, må vi først beregne Normal Tid ved hjelp av gjennomsnittlig observert tid og hastighet vurdering:
Normal Tid = Gjennomsnittlig Tid X (Hastighetsklasse/100)
Normal Tid = 33 x (90/100)
Normal Tid = 29,7 minutter
vi kan avrunde det til 30 minutter – dette er grunnlinjehastigheten som arbeidstakere forventes å fullføre produksjonen av en serie bakplater når de arbeider uten pauser eller avbrudd.
deretter kombinerer vi denne normale tiden med kvotene for å komme Fram Til Standardtiden for å produsere en serie bakplater på fabrikken:
Normaltid = Normaltid ÷ (1 – Godtgjørelser)
Normaltid = 30 ÷ (1 – 20/100)
Standardtid = 37,5 minutter
som vi kan se fra de ovennevnte beregningene, er standardtiden tatt av arbeidere i anlegget for å produsere en serie bakplater, etter å ha tatt hensyn til ulike faktorer som hastighetsklassifisering og pause kvoter, rundt 37 og et halvt minutt.
tidsstudien viser flere områder hvor det er rom for forbedring. For eksempel viser de 33 minuttene av observert tid at arbeidstakere ikke utfører-i gjennomsnitt-til optimale nivåer. Ledelsen må kanskje identifisere årsakene til ineffektivitet og anvende tiltak.
Kvoter er et annet område der anlegget kan gjøre forbedringer. Kutte ned på avslapping kvote kan ha negative effekter-redusert ansattes moral, overholdelse brudd (ansattes rettigheter), etc. Imidlertid kan interferensgodtgjørelse og spesialgodtgjørelse muligens bli tweaked for å forbedre produktiviteten ytterligere.
utstyrsfeil er en av de vanligste årsakene til avbrudd på produksjonsgulvet. Den beste måten å bekjempe dem på er å bruke et moderne CMMS-system for å utvikle en proaktiv vedlikeholdsstyringskultur.
nøkkelen til suksess er kontinuerlig forbedring
hvis du vil eliminere avfall fra produksjonsgulvet ditt, må du ta i bruk konsepter som magert vedlikehold og kontinuerlig forbedring.
det første skrittet mot å forbedre effektiviteten er å skaffe bestemte datapunkter på ytelsesmålinger. Med maskiner er det enkelt å forutsi ytelse. Men menneskene som opererer dem er langt mindre forutsigbare.
en tidsstudie bidrar til å fylle dette kritiske tomrommet for produsenter. Med fremkomsten av moderne teknologi er det nå enklere enn noensinne å gjennomføre nøyaktige tids-og bevegelsesstudier. Likevel, hvis du gjør det på gammeldags måte, er alt du trenger en stoppeklokke, et utklippstavle og litt tålmodighet!