turnare de investiții
contact companii
vă rugăm să completați formularul de mai jos pentru a trimite o cerere de ofertă la oricare dintre următoarele companii listate pe
listează-ți compania pe această pagină Power
Introducere
acest articol ia o privire în profunzime la turnare de investiții.
veți afla mai multe despre subiecte precum:
- ce este turnarea investițiilor?
- procesul de turnare de investiții
- tipuri de turnare de investiții
- metale care pot fi turnate folosind turnare de investiții
- și mult mai mult…
Capitolul Unu-ce este turnarea investițiilor?
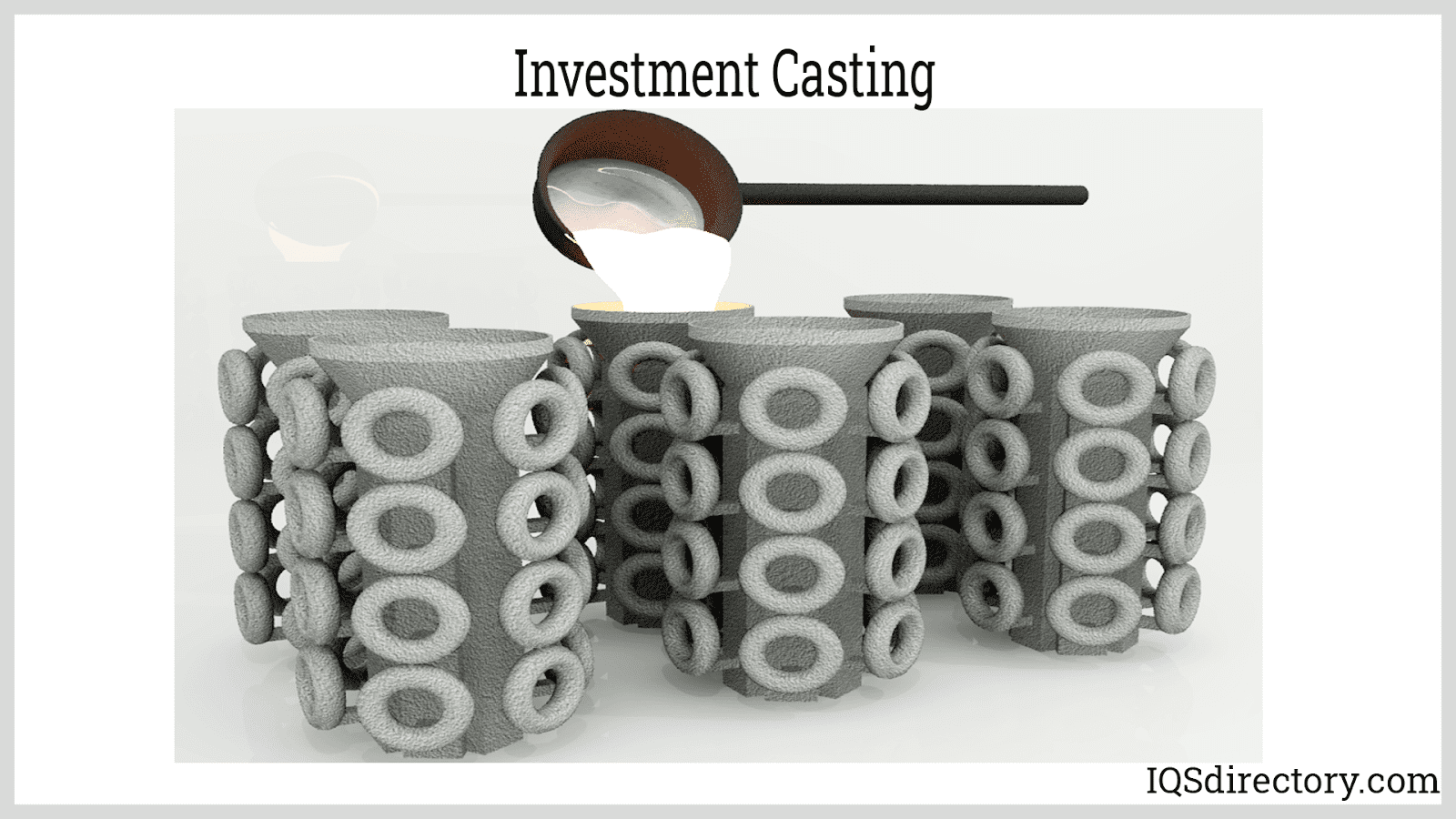
turnarea investițională este un proces de prelucrare a metalelor care folosește o carcasă ceramică construită pe un model de ceară pentru a produce piese cu suprafețe extraordinar de uniforme și netede. Modelul de ceară este produs dintr-o matriță de aluminiu.Produsele finale ale turnării investiționale sunt fără linii de despărțire, semne de mucegai sau alte deformări. Fiecare parte este fără sudură și fără cusur, cu un finisaj extrem de fin.
procesul de turnare a investițiilor produce piese, componente și piese cu deșeuri minime, utilizarea energiei sau nevoia de finisare după turnare. Cea mai distinctivă caracteristică a turnării investiționale este precizia și toleranțele excepționale ale pieselor finalizate.
Capitolul doi – procesul de turnare a investițiilor
turnarea investițiilor, cunoscut și sub numele de procesul de ceară pierdută sau cire perdue în franceză, a fost folosit ca metodă de prelucrare a metalelor de mii de ani. Acesta își are originea în China și a fost ignorat de industria modernă până în secolul 20, când tehnologia care a făcut mai ușor pentru a elimina ceara de turnare a fost dezvoltat.
în timpul celui de-al doilea Război Mondial, turnarea investițiilor a cunoscut o creștere rapidă ca mijloc de a furniza piese excepțional de precise și impecabile care nu puteau fi modelate folosind metode tradiționale. După război, a devenit cel mai utilizat proces pentru aplicații industriale care necesitau modele complexe și complicate.
procesul de turnare a investițiilor
Scule
scule pentru turnarea investițiilor se referă la matrițele de injecție a ceară utilizate pentru a crea modelele de ceară care formează baza procesului. Factorul critic al sculei este piesa necesară pentru a fi produsă, o distincție care este determinată de utilizator. Sculele fac parte din funcția de proiectare și includ planificarea avansată a calității produselor (APQP), o metodă de planificare a proiectării dezvoltată în anii 1980.
în centrul APQP se află o examinare a producției și evaluarea fiecăreia dintre etapele sale pentru a preveni erorile și repetările inutile. În timpul APQP, fiecare aspect al produsului final este evaluat, proiectat și discutat astfel încât sculele, care includ modelele și miezurile, să fie proiectate cu precizie.
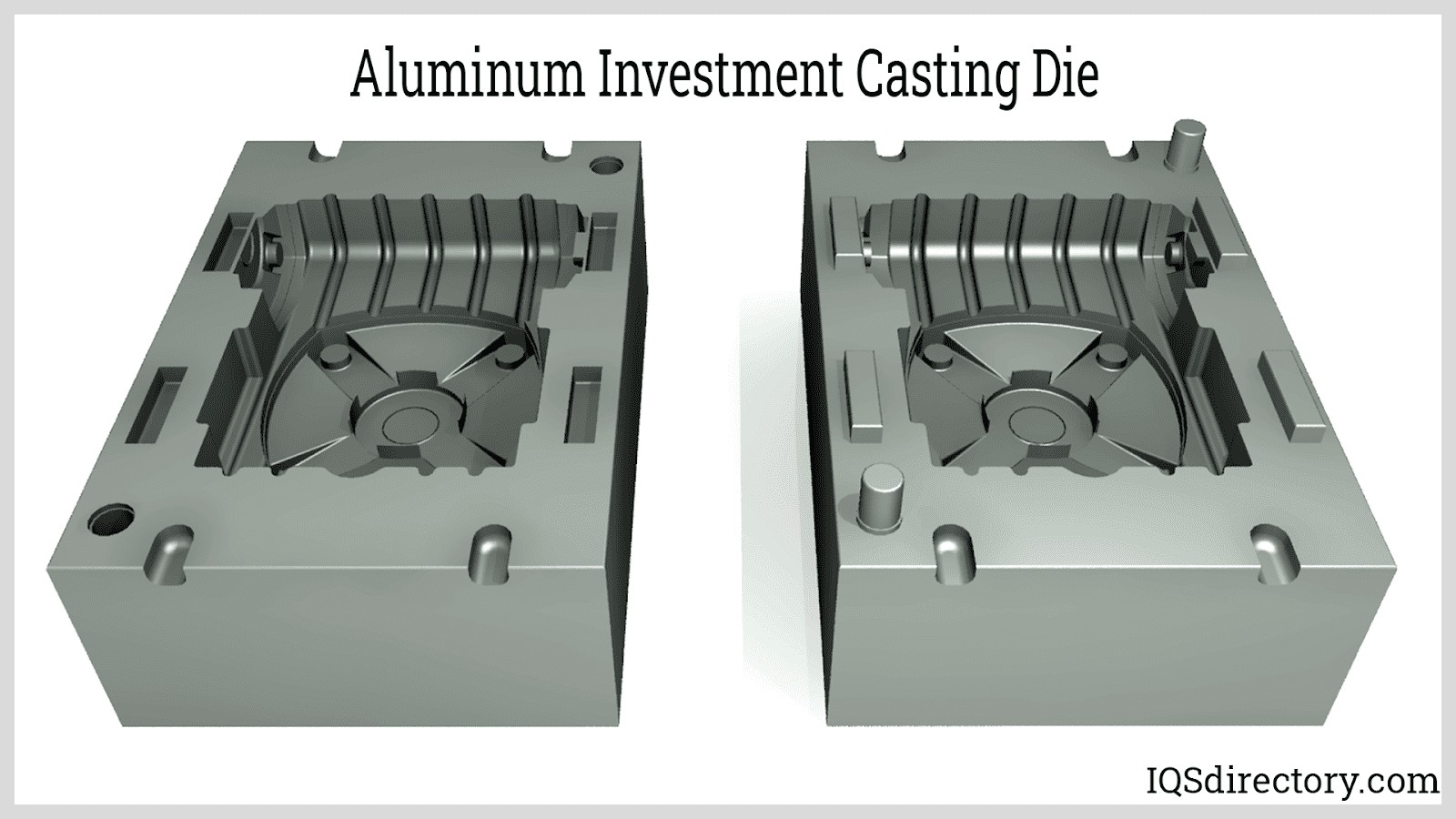
Die
die este rezultatul procesului APQP. Matrițele de injecție cu ceară sunt fabricate din aluminiu datorită proprietăților termice ale aluminiului care disipează rapid căldura și reduc timpii ciclului. Deoarece aluminiul este maleabil și flexibil, acesta poate fi ușor modelat și format. Cavitățile matriței din aluminiu nu suferă uzură din procesul de injecție cu ceară; acest lucru le crește durata de viață.
odată ce matrița este fabricată, este verificată pentru scurgeri, fisuri, găuri sau alte imperfecțiuni care pot afecta calitatea părții finale. Matrițele vechi sunt depozitate în pungi de plastic într-un mediu controlat de umiditate și sunt verificate înainte de a fi reutilizate.
ceară utilizate în turnarea de investiții
mai multe tipuri de ceruri sunt utilizate pentru a crea modelul de ceară. Tipul selectat depinde de mai mulți factori, cum ar fi proprietățile fluxului, dacă poate fi recuperat, consistențele dimensionale, finisajul suprafeței și nevoile aplicației. Cerurile obișnuite care sunt utilizate includ modelul umplut, modelul neumplut, alergătorul, solubil în apă și lipicios.
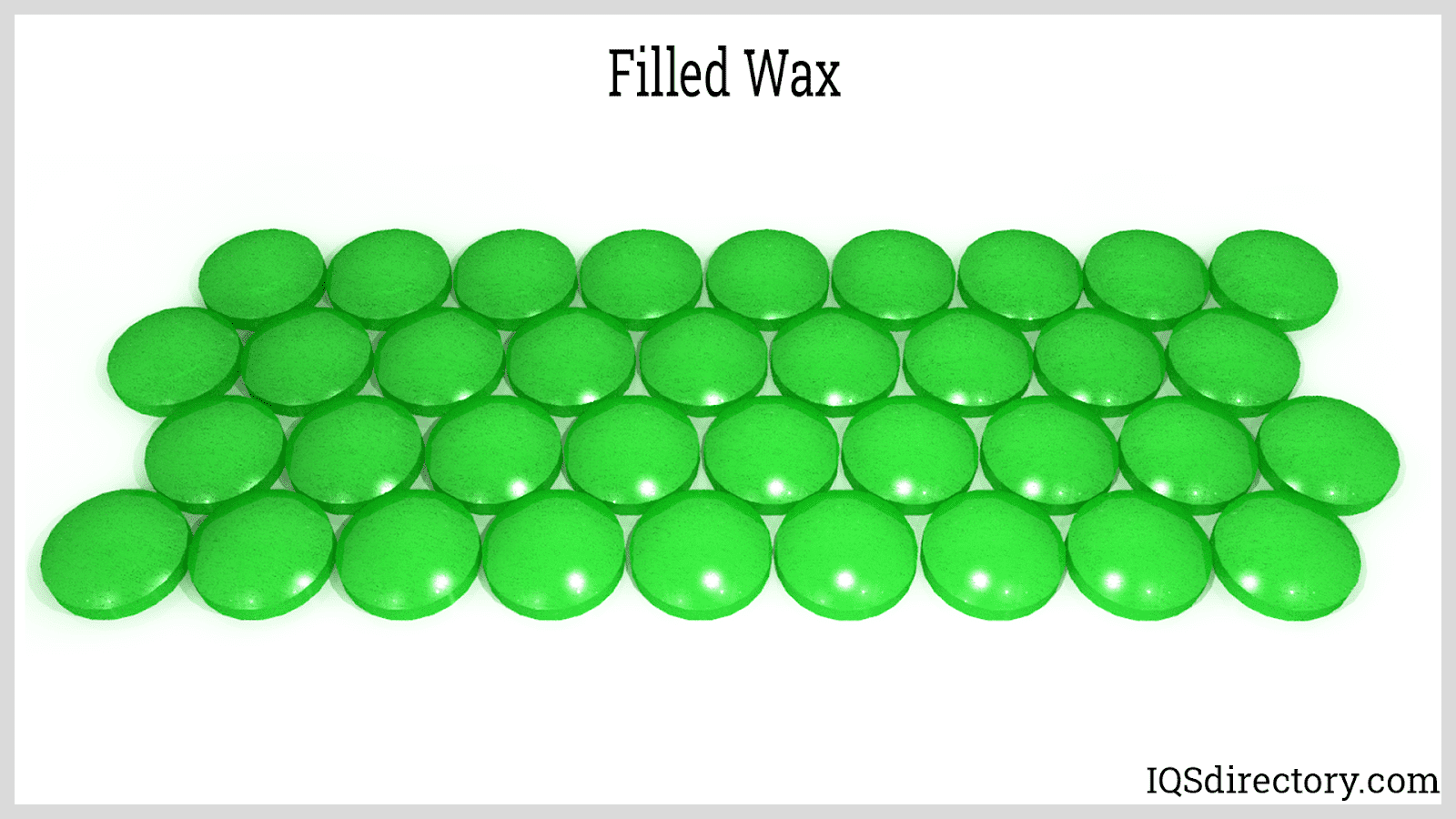
model umplut
cerurile cu model umplut au adăugat umpluturi care adaugă proprietăți turnării care asigură rezistența, stabilitatea dimensională, dilatarea termică mai mică și contracția limitată. Materialele de umplutură includ bisfenol, organice, acid tereftalic și polistiren încrucișat.
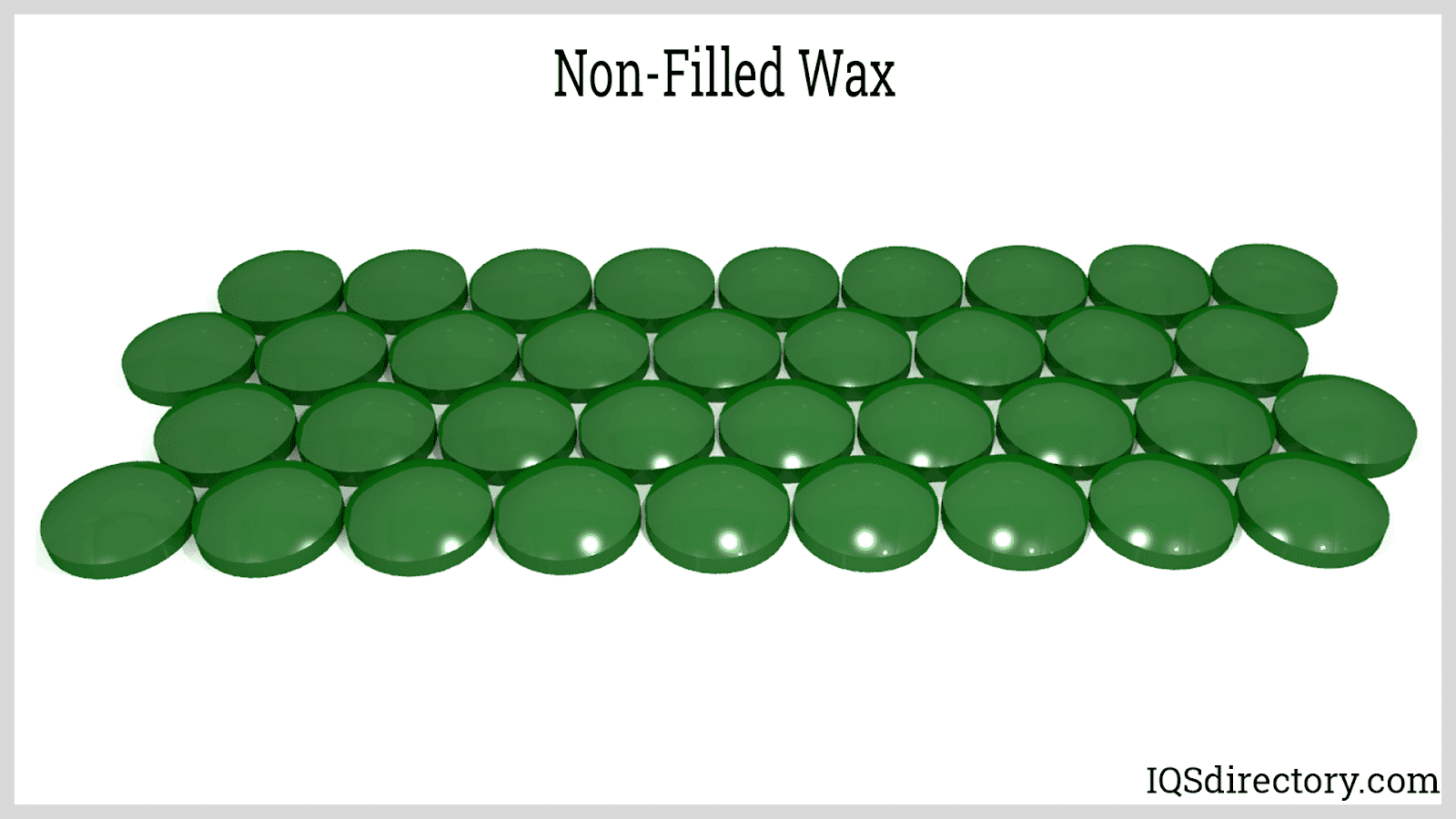
cerurile neumplute
neumplute conțin umpluturi, dar nu la fel de mult ca cerurile umplute. Acestea oferă proprietăți mecanice excepționale și performanțe termice. Cerurile neumplute sunt utilizate pentru geometrii complexe și modele definite.
Runner
cerurile Runner sunt utilizate pentru piese turnate care necesită o rezistență mecanică excelentă cu vâscozitate mai mică. Au un punct de topire scăzut și se scurg rapid din matrița ceramică.
solubil în apă
ceara solubilă în apă este utilizată atunci când o parte are modele interne complexe și complicate sau modele în care un miez complicat este plasat în interiorul modelului. Odată ce miezul este finalizat, modelul solubil în apă este plasat în interior. Pe măsură ce modelul se răcește, ceara se dizolvă.
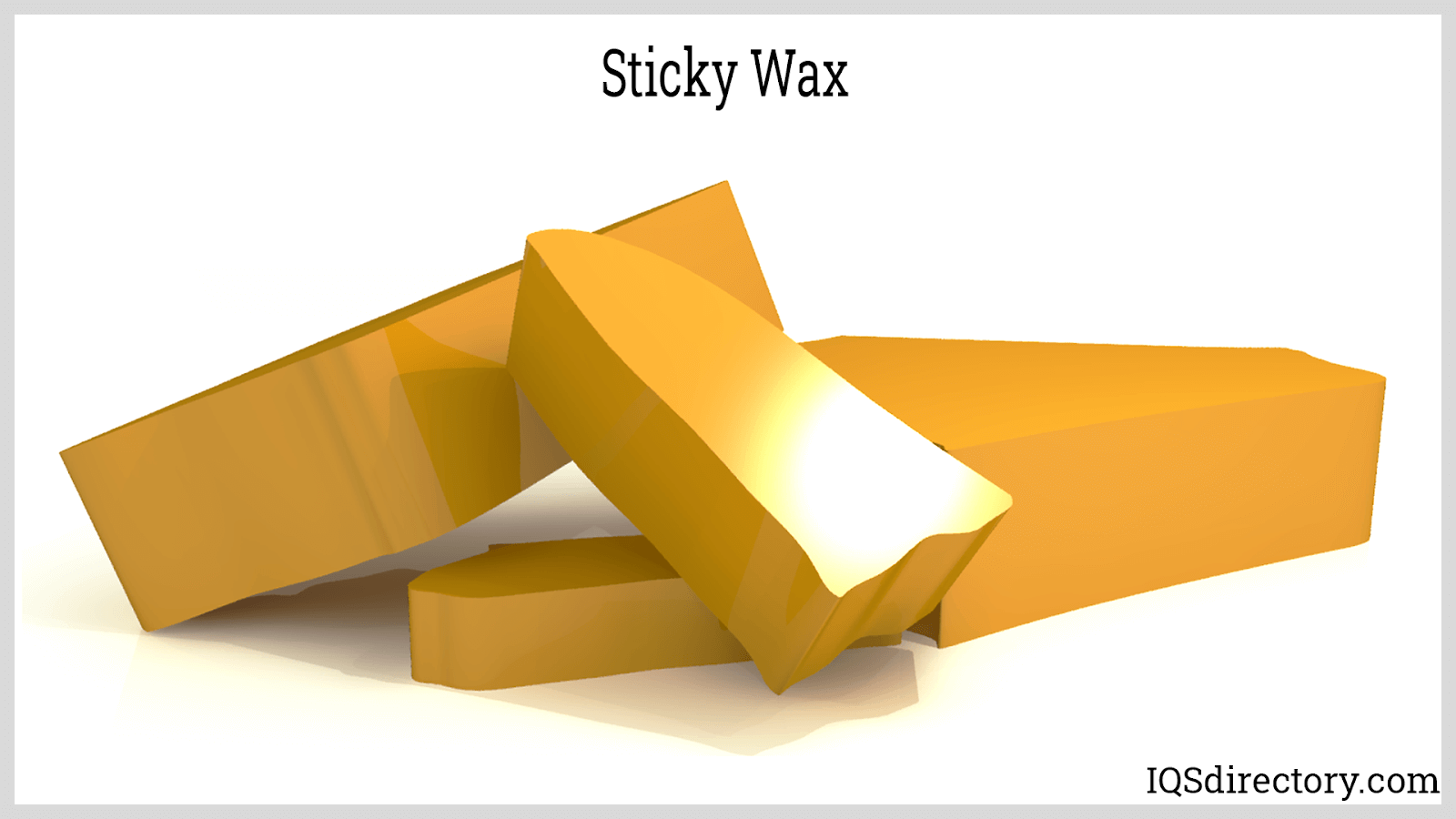
Sticky
Sticky wax leagă modelul de ceară împreună în timpul asamblării modelului și creează o aderență lungă pentru a preveni erorile în timpul manipulării constante.
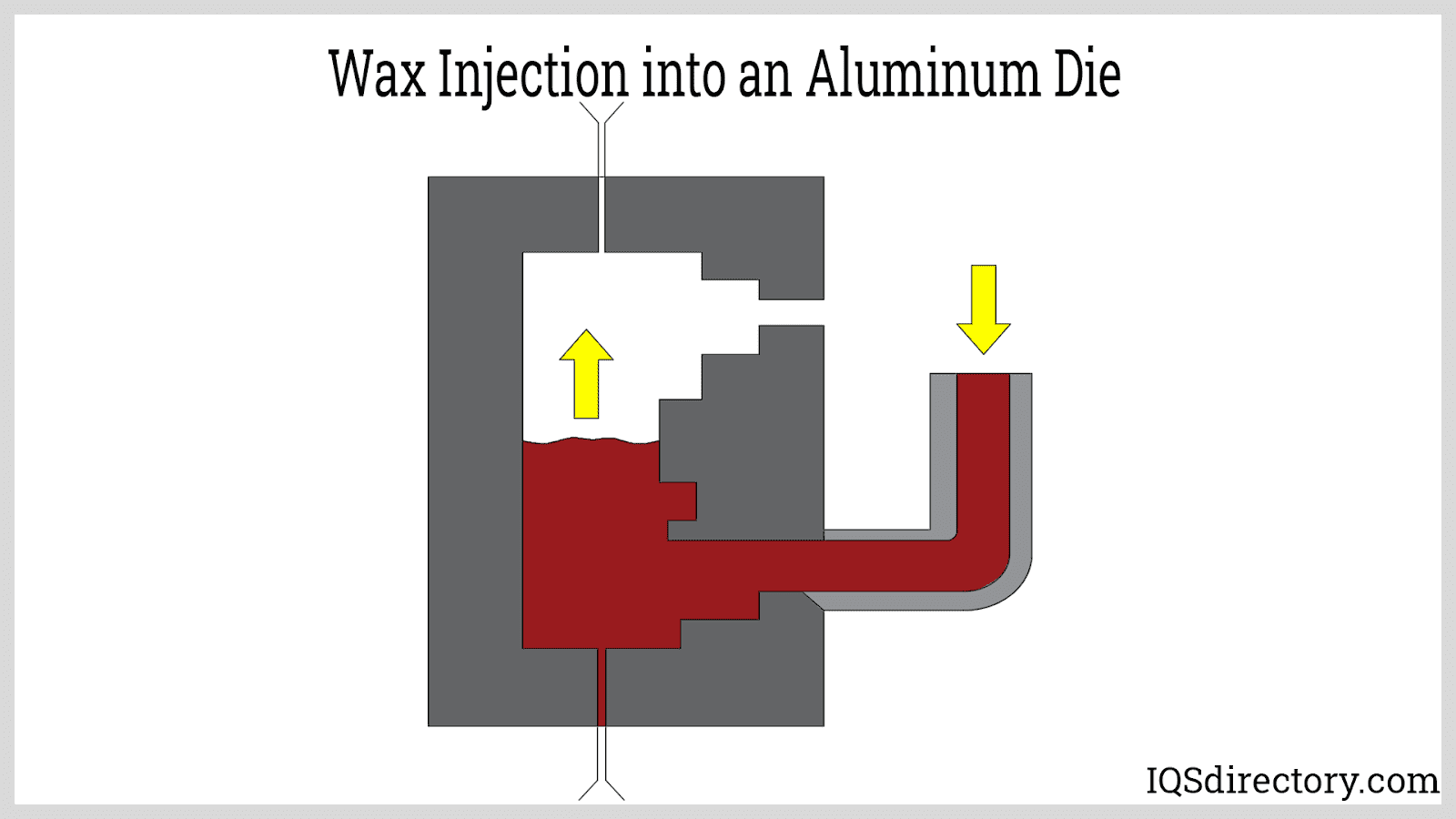
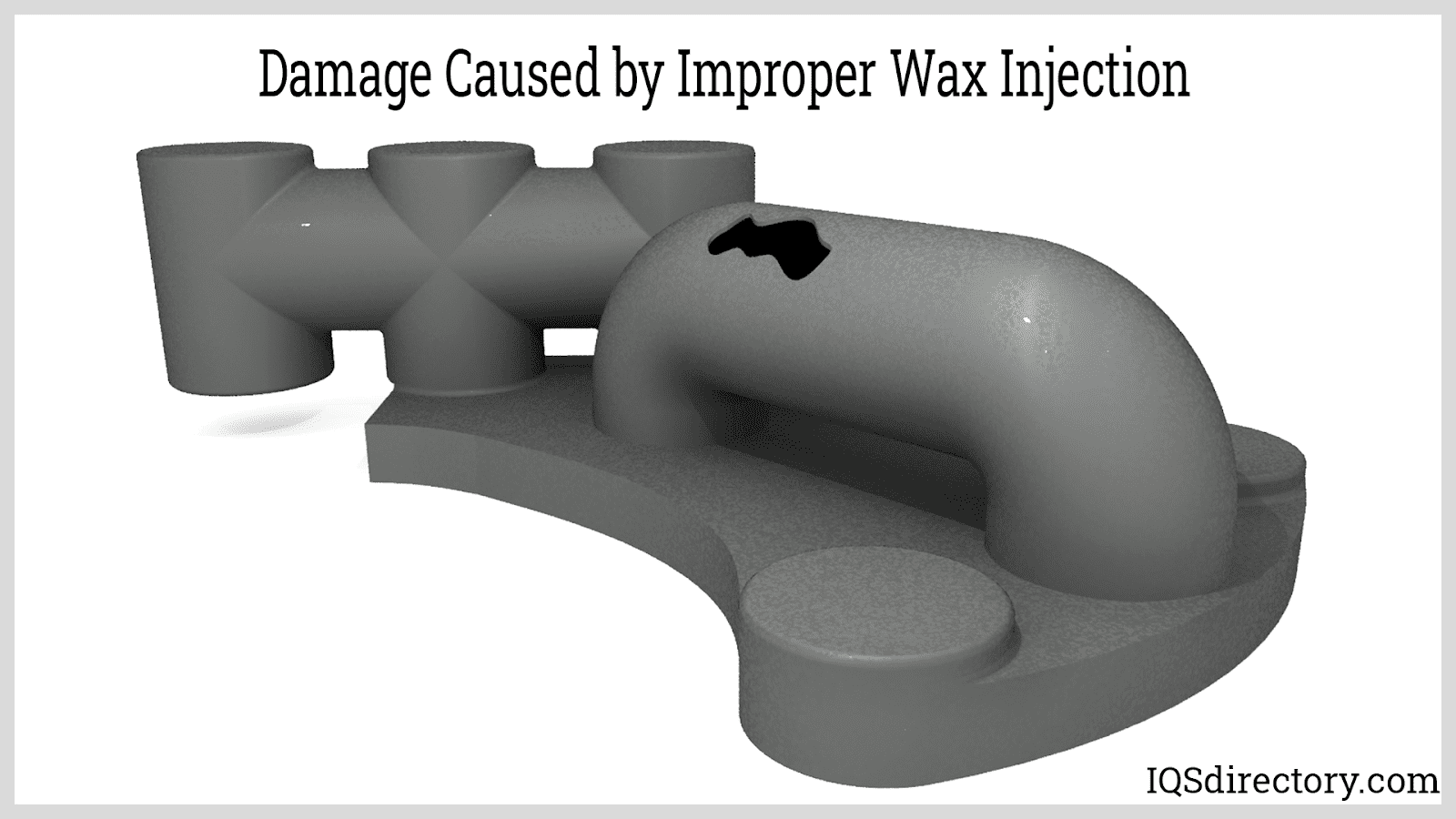
injecție de ceară
ceara este injectată în matriță sau matriță pentru a crea modelul. Dimensiunile modelului de ceară sunt puțin mai mari decât partea finală pentru a ține cont de contracția care are loc în matrița ceramică. Matrița este închisă și o duză de injecție este aliniată cu sprue-ul matriței. Sprue este calea ceara urmează ca acesta intră în cavitatea mor.
peletele de ceară sunt topite într-un rezervor de reținere conectat la presa de injecție. Rezervorul de reținere agită constant pentru a menține amestecul omogen. Un cilindru hidraulic alimentat împinge ceara printr-un furtun încălzit în sprue, umplând cavitatea matriței.
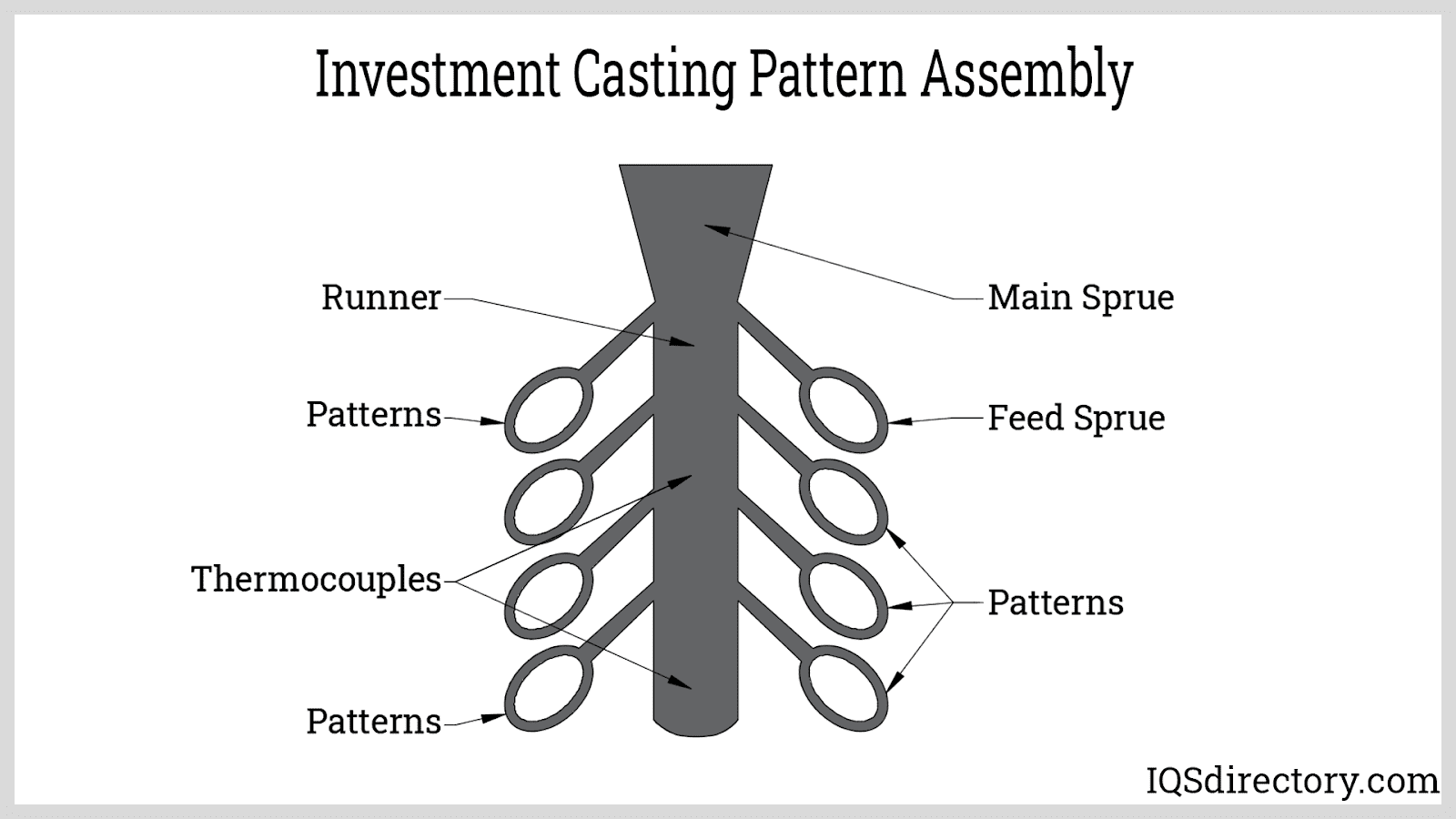
Adunarea modelului
turnarea investițională produce piese de înaltă precizie și finite în cantități mari prin asamblarea modelelor individuale pe un alergător de ceară pe care sunt aplicate modelele. În afară de funcția sa ca metodă de menținere a modelelor, alergătorul de ceară servește ca sistem de alimentare cu metal sau tub prin care părțile individuale vor fi hrănite cu metal topit în timpul turnării.
alergători de ceară sunt create cu exact aceeași metodă utilizată pentru a produce modele. Un element metalic este situat la capătul alergătorului în jurul căruia este injectată ceara. Un știft conectat la elementul metalic iese și va fi conectat la o placă de umeraș mai târziu în proces. O ceașcă ceramică este, de asemenea, adăugată pentru a acționa ca o pâlnie atunci când metalul topit este turnat în alergător și modele.
porțile modelelor sunt conectate la alergător prin topirea capătului său la suprafață, scufundându-l într-o ceară adezivă topită la cald, cum ar fi ceara lipicioasă, și apăsând-o pe alergător. Pe măsură ce ceara topită se răcește, se blochează la alergător și este sudată de o torță mică pentru a netezi conexiunea.
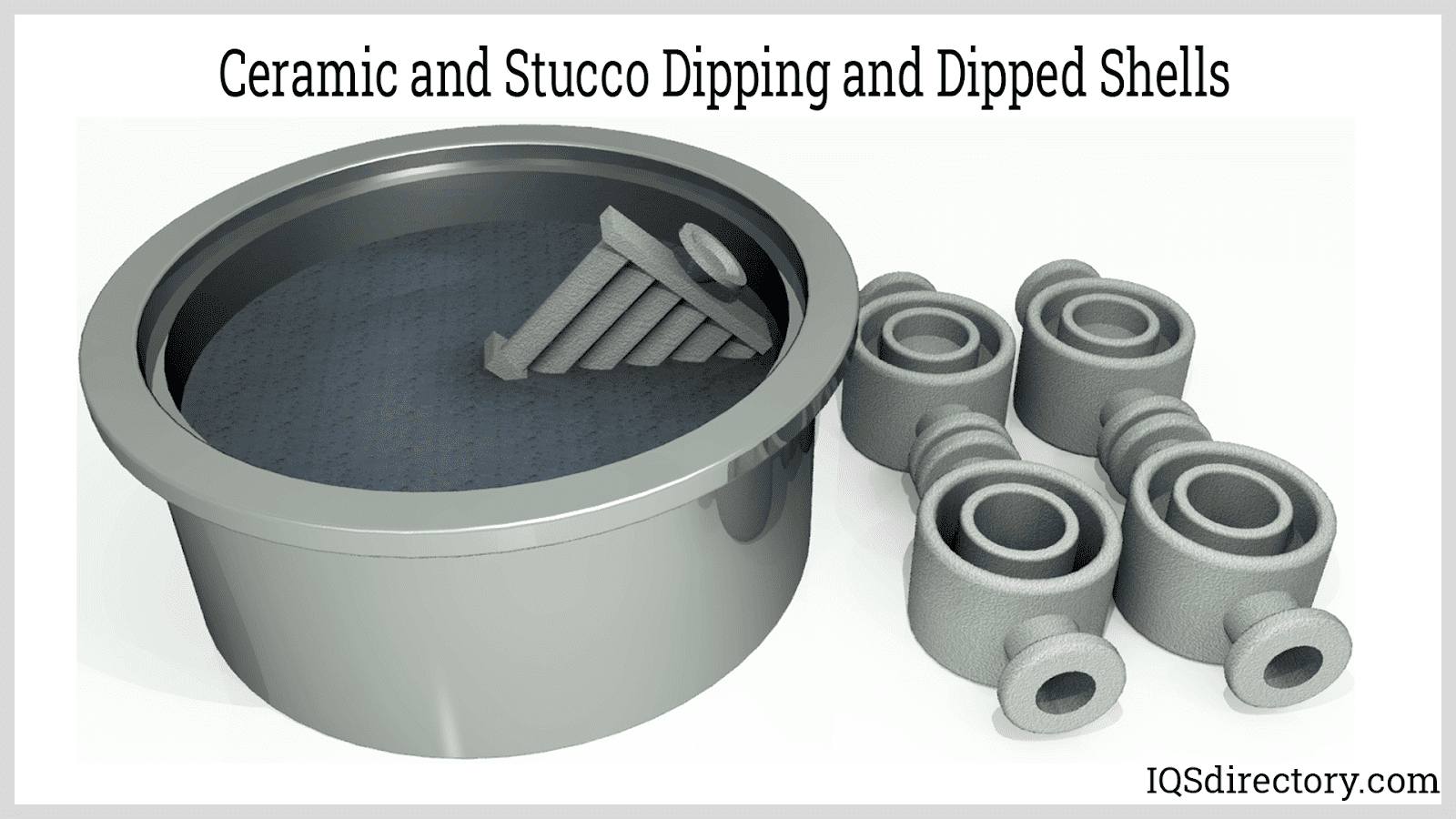
învelișul învelișului
odată ce modelul de turnare este asamblat și setat, suspensia este aplicată prin scufundarea în suspensie, care este alcătuită din silice cu granulație fină, apă și o formă de agent de legare. Combinația acestor elemente creează o acoperire ceramică care se aplică de mai multe ori pentru a obține grosimea dorită.
în urma scufundării în suspensie, ansamblul modelului este acoperit cu stuc, care a fost determinat în timpul APQP. Procesul de stuc începe cu un strat subțire și devine progresiv mai dur cu fiecare aplicație.
învelișul învelișului este o parte esențială a procesului. Rezistența carcasei trebuie să fie suficientă pentru a suporta toate procedurile de turnare. Scufundările multiple și acoperirea cu stuc sunt necesare pentru a asigura stabilitatea și permanența cochiliei.
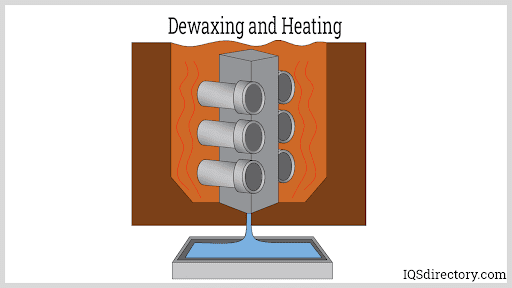
deparafinare și încălzire
există diferite forme de încălzire utilizate pentru a îndepărta ceara din carcasa întărită. O practică modernă obișnuită este utilizarea unei autoclave—un dispozitiv de încălzire cu abur. Temperatura autoclavei trebuie să fie suficientă pentru a topi ceara și a preîncălzi matrița pentru turnare.
în mod obișnuit, matrițele de turnare pentru investiții sunt arse la 1800 CTF (982 CTF). Aburul din autoclavă îndepărtează orice material potențial Volatil. Odată ce matrițele sunt suficient de curățate și încălzite, ele sunt gata pentru turnarea metalului.
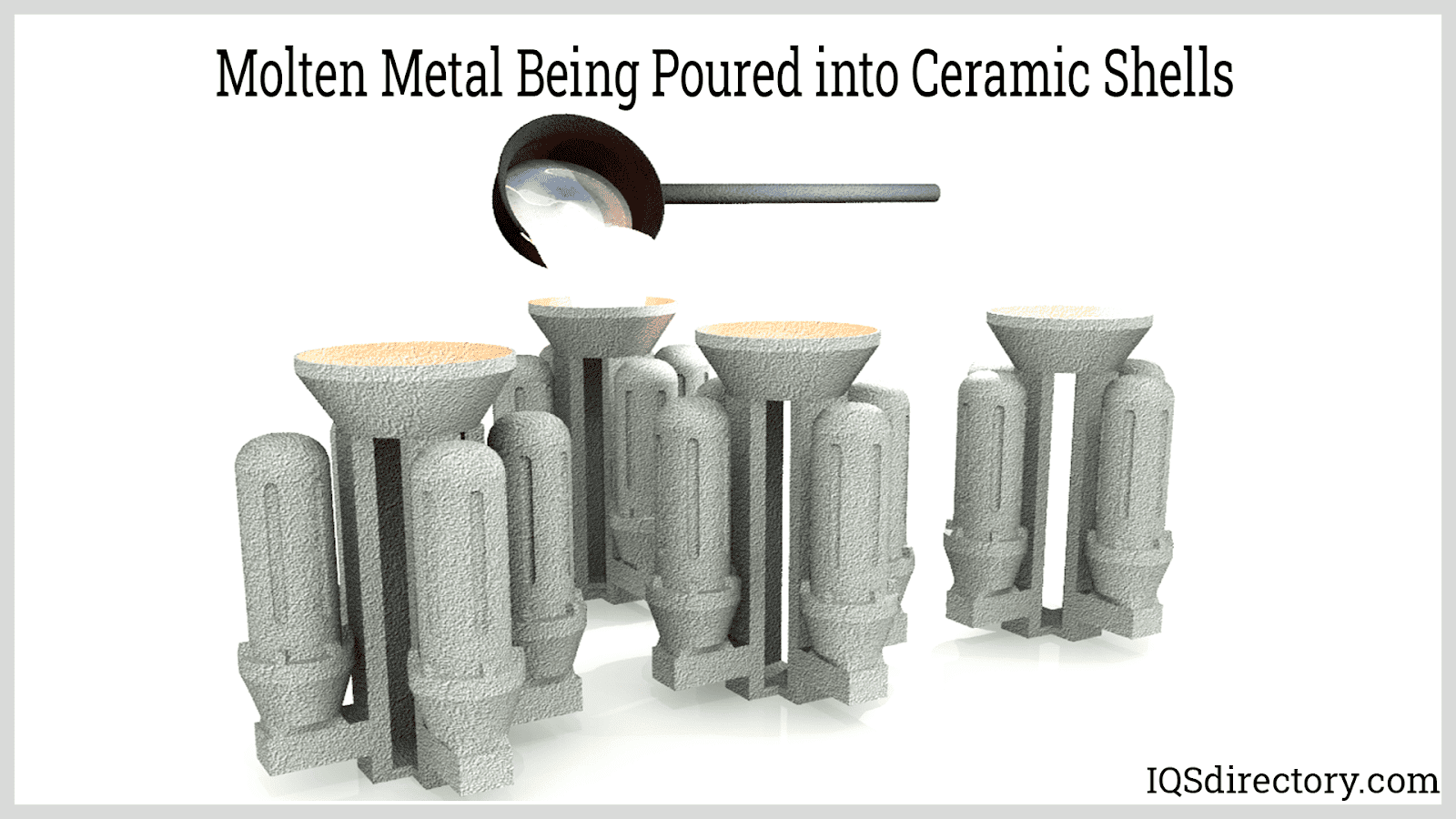
turnarea
turnarea implică turnarea metalului topit în cavitățile matriței preîncălzite. În această etapă, cheia calității turnării se bazează în timp și temperatură. După ce metalul topit a fost turnat, o mașină vibrantă scutură ușor carcasa ceramică timp de cinci până la șapte secunde. Metalul din lingouri a fost topit într-o stare topită. Odată ce coaja este umplută, se lasă să se răcească la temperatura camerei.
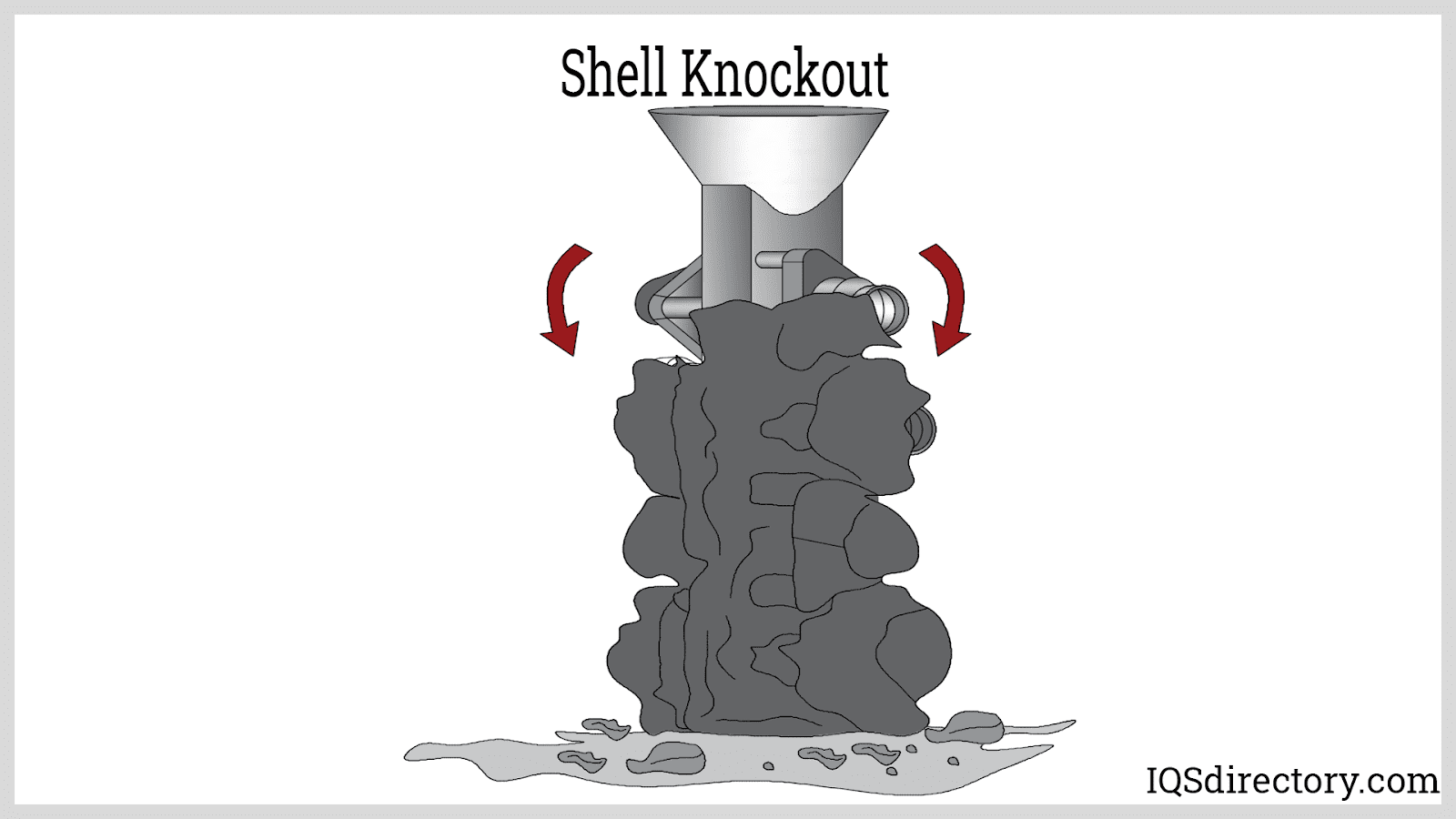
Shell Knockout sau îndepărtare
odată ce carcasa s-a răcit și metalul s-a setat, Materialul carcasei este îndepărtat. Există diferite metode utilizate pentru îndepărtarea cochiliei, inclusiv un ciocan, explozii de apă de înaltă presiune, o masă vibratorie, substanțe chimice sau o mașină knockout special concepută. În timpul procesului de knockout, carcasa este bine fixată și ținută în poziție pentru a asigura uniformitatea procesului.
procesul de eliminare poate fi deosebit de dificil, în special pentru piesele care au secțiuni complicate și complexe.
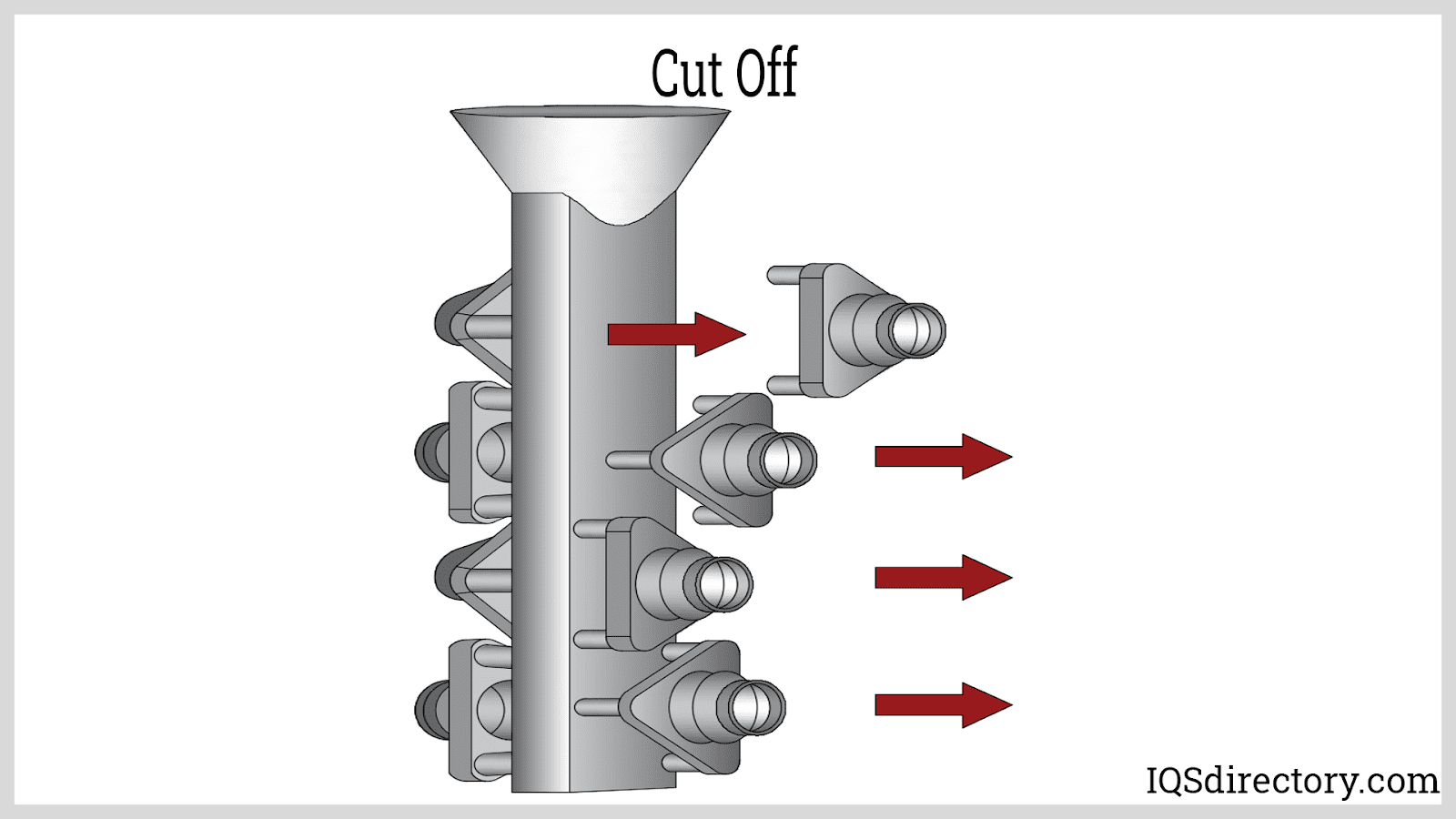
tăierea
tăierea implică îndepărtarea părților individuale din sprue sau alergător. Odată ce partea a fost deconectată de la alergător, porțiunile rămase ale porților sunt împământate. Există diferite metode de îndepărtare a pieselor din sprue, inclusiv utilizarea unui ferăstrău de tocat, a unei lanterne sau a unui laser. În operațiuni de producție foarte tehnice sau înalte, piesele pot fi tăiate cu ajutorul unui ferăstrău de tăiere programabil.
tratament termic
scopul tratamentului termic este îmbunătățirea caracteristicilor și proprietăților mecanice ale componentei. Procesul de turnare reduce rezistența, durabilitatea și duritatea unui metal. Tratamentele termice elimină stresul intern. Tipurile de tratamente termice utilizate pentru turnarea investițiilor includ recoacerea soluției de vid, întărirea, temperarea și întărirea precipitațiilor.
recoacerea soluției de vid
scopul recoacerii soluției de vid este de a îndepărta materialul precipitativ și de a schimba piesa de prelucrat într-o structură monofazată. După finalizarea recoacerii, piesa de prelucrat este moale și ductilă, gata de întărire. În această etapă, piesa de prelucrat este funcțională, prelucrabilă, sudabilă și are stabilitate dimensională.
întărire
întărire include încălzirea metalului până când ajunge la faza de cristal austenitic. După aceasta, se răcește foarte repede. Procesul crește rezistența și uzura piesei de prelucrat.
temperarea
temperarea încălzește piesa de prelucrat la o temperatură chiar sub domeniul său critic, o ține acolo, apoi o răcește. Procesul de temperare reduce fragilitatea și necesită un control precis, deci nu afectează duritatea.
întărirea precipitațiilor
întărirea precipitațiilor sau întărirea vârstei îngreunează piesa de prelucrat și se realizează în vid, la temperaturi cuprinse între 900 CTF (482 CTF) și 1150 CTF (621 CTF). Procesul include încălzirea piesei de prelucrat, tratarea acesteia cu o soluție, răcirea și încălzirea din nou înainte de răcirea rapidă.
finisare
un ultim pas în procesul de turnare a investițiilor este finisarea, care poate lua multe forme în funcție de cerințele și specificațiile designului piesei. Un proces tipic de finisare este măcinarea care este utilizată pentru a îndepărta în continuare orice deformări sau rămășițe ale porții. Deși suprafața piesei este foarte netedă, poate fi necesară o lustruire suplimentară pentru a o îmbunătăți și perfecționa.
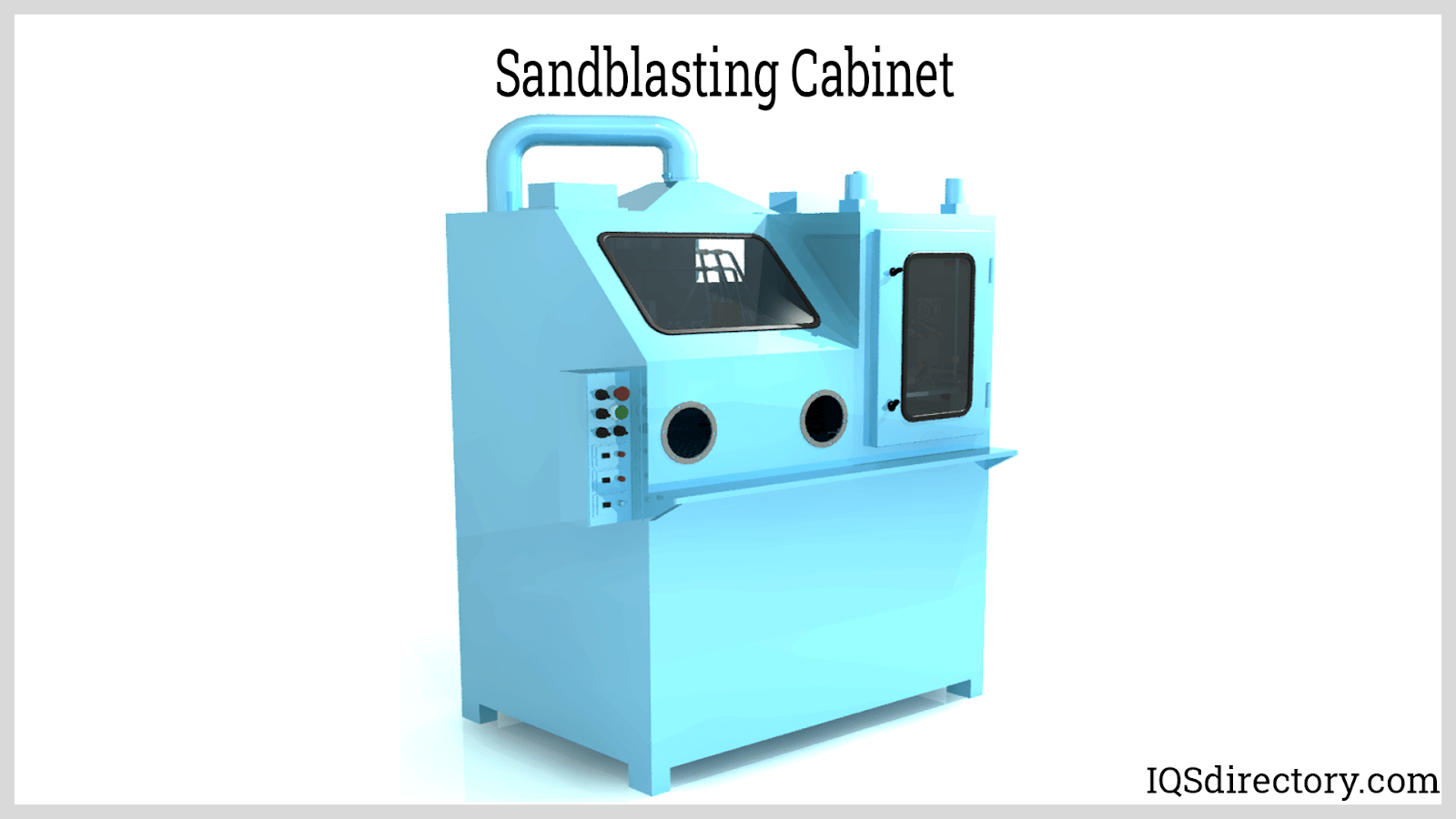
finisarea poate fi realizată prin sablare, sablare sau alte metode de prelucrare.
finisaje pentru tratarea suprafeței
gama de tratamente de suprafață pentru produsele turnate pentru investiții include protecția împotriva ruginii și rezistența la coroziune care îmbunătățesc lustruirea și tratamentele chimice. Suprafața unei părți turnate de investiții poate varia în funcție de gradul aliajului și al produsului. Tipurile de tratamente includ:
- Anodizare
- Electropolizare
- lustruire Vibro
- pasivare
- acoperire cu Film chimic clar
- zincare
- baril hodorogit
- acoperire cu pulbere
- Electroless nichel acoperire
- pictura
ia compania dvs. enumerate mai jos
cei mai importanti producatori si furnizori
Capitolul trei tipuri de turnare de investiții
deși turnare de investiții, sau Lost ceara turnare, a fost folosit de mii de ani, au existat inovații care au contribuit la eficacitatea procesului. Variațiile sunt concepute pentru a îmbunătăți metoda de dezvoltare a modelului și abordarea utilizării ceară. Termenul general utilizat pentru turnarea cu ceară pierdută este turnarea prin evaporare, deoarece materialul utilizat pentru a crea modelul este îndepărtat sau se evaporă.
deși aceste metode alternative creează modele în moduri alternative, ele au asemănări cu turnarea investițiilor și pot fi considerate ca ramuri sau variații. Principalele diferențe în variații sunt materialele utilizate pentru a crea modelul sau formarea modelului.
tipuri de turnare pentru investiții
turnare cu spumă pierdută
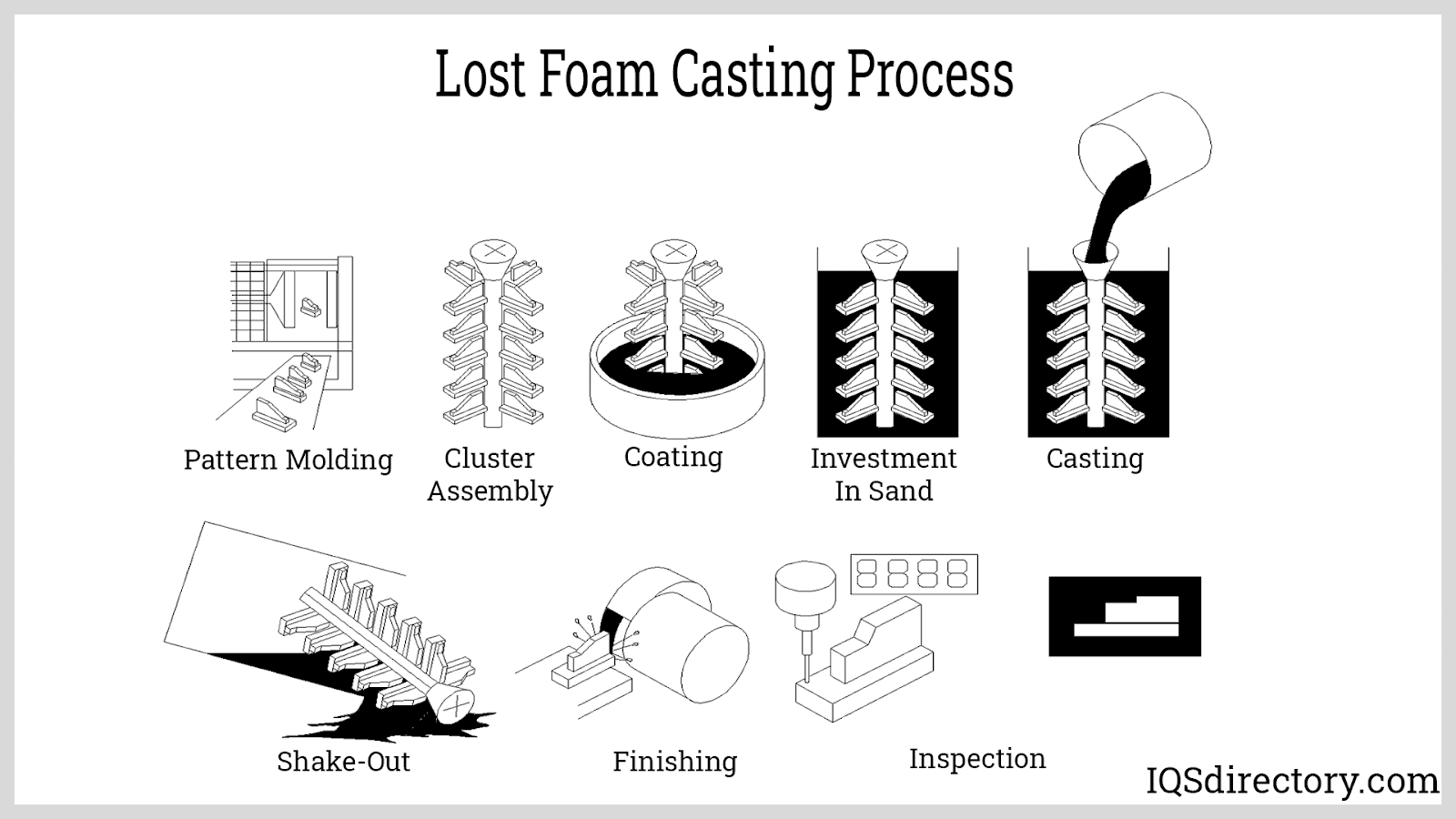
turnarea cu spumă pierdută a câștigat popularitate ca înlocuitor pentru turnarea investițiilor datorită capacității sale de a se încadra în producția de masă și procesele automate. Metoda de turnare a spumei pierdute este o adăugare recentă la turnarea prin evaporare. A fost dezvoltat de H. F. Shroyer în 1958 ca proces care folosește spumă de polistiren plasată în nisipul turnat.
ca și în turnarea de investiții, o matriță de aluminiu este utilizată pentru a crea modelul. Perlele de polistiren sunt plasate în matriță sau mor și sunt încălzite cu abur; acest lucru face ca perlele să se topească și să ia forma matriței. Pe măsură ce margelele sunt încălzite, ele se extind și își asumă contururile și dimensiunile matriței.
modelele individuale sunt atașate la un sprue sau alergător și pulverizate cu un strat refractar din material ceramic. Matrița acoperită este plasată într-un recipient ventilat, care este ambalat cu nisip pentru a-l menține în poziție. Pe măsură ce metalul topit este turnat în recipient, polistirenul se evaporă, făcând loc metalului topit.
în unele cazuri, modelele nu trebuie să fie modelate într-o matriță, dar pot fi sculptate manual. Folosind o mașină sau un instrument de formă, polistirenul poate fi tăiat, format și configurat la dimensiunile dorite ale piesei de prelucrat. Acest tip de realizare a modelelor este utilizat pentru piese sau prototipuri unice.
turnarea spumei pierdute este un proces de fabricație utilizat pentru a crea configurații, forme și modele metalice ornamentate, decorative și complexe și poate fi utilizat de ingineri pentru a crea redări tridimensionale ale conceptualizărilor lor.
turnarea investițiilor directe
turnarea investițiilor directe diferă de turnarea tradițională a investițiilor, care este denumită turnare indirectă a investițiilor, prin modul în care este creat modelul. Cu turnare indirectă, modelul este format într-o matriță pentru a crea o reprezentare de ceară. Mai multe duplicate de ceară sunt atașate la un sprue sau alergător, înmuiate într-o soluție ceramică, înmuiate în stuc și deparaxate pentru ca modelul să fie umplut cu metal topit pentru a forma mai multe versiuni ale componentei.
turnarea directă variază în modul în care modelul este format și preformat folosind o varietate de tehnici. Prima dintre aceste tehnici este sculptarea modelului manual sau a mașinii pentru a crea o versiune one up care este procesată folosind metoda lost wax. Acest proces este utilizat pentru producerea unui prototip, evaluarea dimensiunilor, sau pentru serii scurte de piese finite.
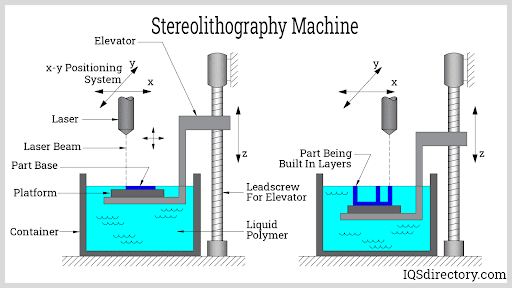
introducerea elaborării asistate de calculator (CAD) a condus la o metodă tehnologică pentru crearea unui model. Cu ajutorul CAD, o reprezentare tridimensională a piesei de prelucrat este proiectată și proiectată. La fel ca în cazul unei mașini CNC, designul este programat într-o mașină de fabricare optică stereolitografie (STL) care creează o reprezentare tridimensională a modelului folosind datele de intrare.
în esență, STL este o metodă de fabricare a unei forme solide formate folosind un polimer lichid fotosensibil și un fascicul laser direcționat. Fabricarea se realizează în straturi, cu un strat adăugat pe stratul anterior pentru a construi și modela treptat și încet designul geometric tridimensional. O reprezentare a STL poate fi văzută în diagrama de mai jos.
turnarea investițiilor în sticlă de apă
turnarea investițiilor în sticlă de apă este un proces utilizat în mod obișnuit în China. În turnarea de investiții din sticlă de apă, sticla de apă este utilizată ca agent de legare pentru coajă în loc de silicat de etil. Procesul își are originea în Rusia în anii 1950 și are avantajele costurilor materiale și ale ciclului de producție.
finisajele de suprafață din turnarea de investiții în sticlă cu apă sunt comparabile cu turnarea care utilizează tehnologia de turnare a solurilor de silice, deoarece evită defectele care se găsesc în tehnologia tradițională a cochiliei. Procesul, funcționarea și parametrii turnării investițiilor în sticlă cu apă sunt mai puțin complicate și pot fi completate de lucrători generali neinstruiți; acest lucru îmbunătățește producția și eficiența.
Capitolul patru – metale utilizate în turnarea de investiții
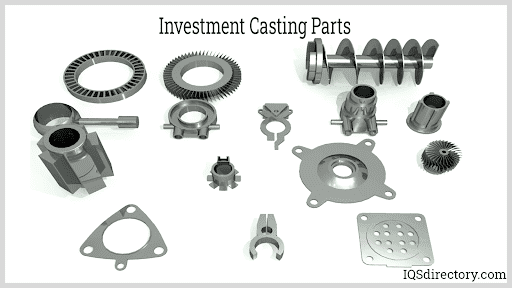
turnarea de investiții este un proces de prelucrare a metalelor foarte versatil, care este folosit pentru a forma fitinguri pentru țevi, piese auto, hardware marin și mașini alimentare. Există o mare varietate de metale care pot fi utilizate pentru turnarea investițiilor care au proprietăți diferite pentru a beneficia de o gamă variată de aplicații.
Toate metalele feroase și neferoase pot fi modelate și configurate folosind turnarea investițională. Dintre soiurile de metale feroase, fierul ductil, carbonul și oțelurile aliate și clasele selectate de oțel inoxidabil sunt cele mai utilizate. Pot fi utilizate metale neferoase, cum ar fi aliajele de cupru, magneziu și aluminiu, aluminiul fiind cel mai popular.
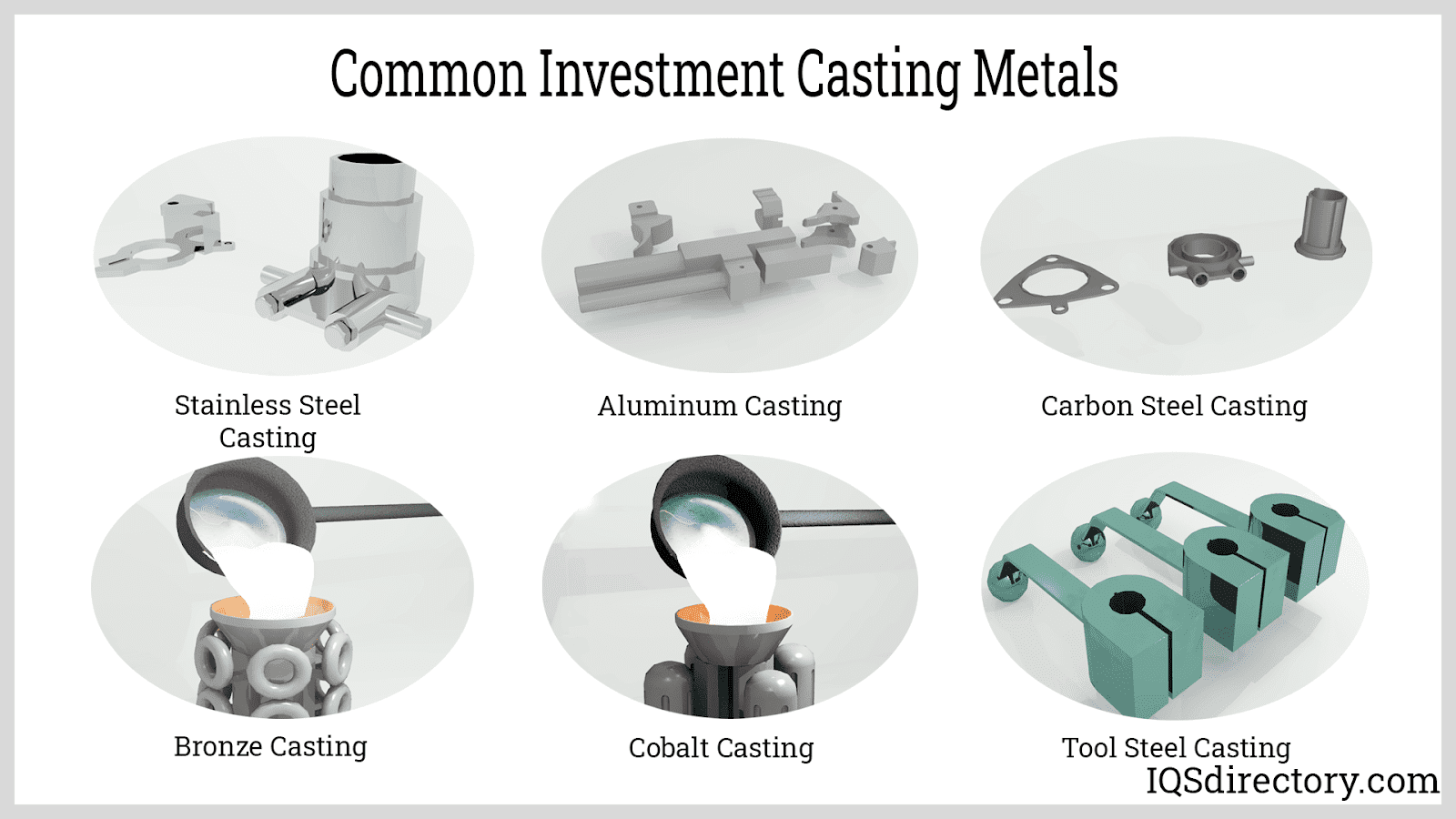
metale utilizate în turnarea de investiții
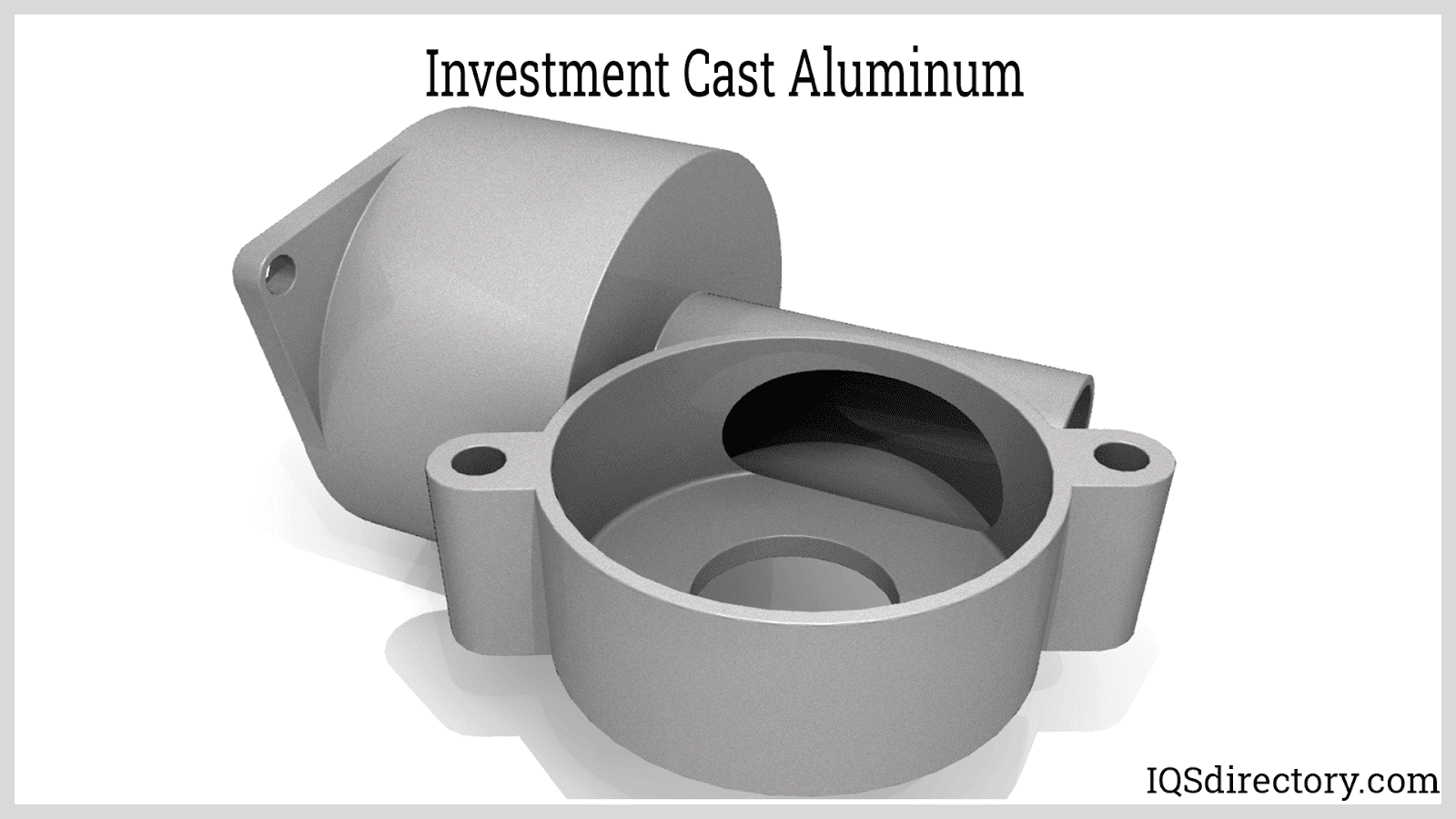
aliaje de aluminiu
aliajele de aluminiu pentru turnarea de investiții au o densitate de 2,7 g/cm3 sau ușor mai mare. Tipurile de piese din aluminiu din turnarea investițiilor includ piese pentru aeronave și motoare. Aliajele de aluminiu A-356, a-357, c-355 și F-357 care conțin siliciu, magneziu, fier și zinc sunt cele mai utilizate aliaje. Componentele din aluminiu au rezistență la coroziune și sudabilitate, iar unele au o rezistență excepțională.
oțel inoxidabil
oțelul inoxidabil este un metal feros care conține crom care oferă o protecție suplimentară împotriva petelor și coroziunii. Există mai multe tipuri de oțel inoxidabil, fiecare tip sau grad având proprietăți benefice. Variațiile din oțel inoxidabil se datorează compoziției chimice a aliajelor sale. Oțelul inoxidabil este un metal ideal pentru piesele expuse la medii cu temperaturi ridicate sau lichide.
principalele clase de oțel inoxidabil utilizate pentru turnarea investițiilor sunt seriile 300 și 400. Oțel inoxidabil Austenitic seria 300 are o rezistență excelentă la coroziune, dar nu câștigă rezistență prin tratament termic. Oțelul inoxidabil din seria Martensitic 400 are o rezistență și o prelucrabilitate excepționale și poate fi întărit prin călire și temperare, ceea ce îi crește și rezistența.
oțel Carbon
oțel Carbon este una dintre cele mai bune alegeri pentru produsele de turnare de investiții, deoarece poate funcționa în condiții de înaltă presiune, este rezistent la uzură, și are o rezistență excepțională, tenacitate, și hardenability. Proprietățile oțelului carbon sunt determinate de cantitatea de carbon pe care o conține, care îi crește duritatea și rezistența în timpul tratamentului termic.
oțelurile medii și cu emisii reduse de carbon sunt tipurile care sunt utilizate cel mai mult pentru turnarea investițiilor. Oțelul carbon mijlociu are ductilitate, rezistență și rezistență la uzură și poate fi întărit și temperat prin tratament termic. Oțelul cu conținut scăzut de carbon poate fi modelat cu ușurință, dar nu este întărit prin tratament termic.
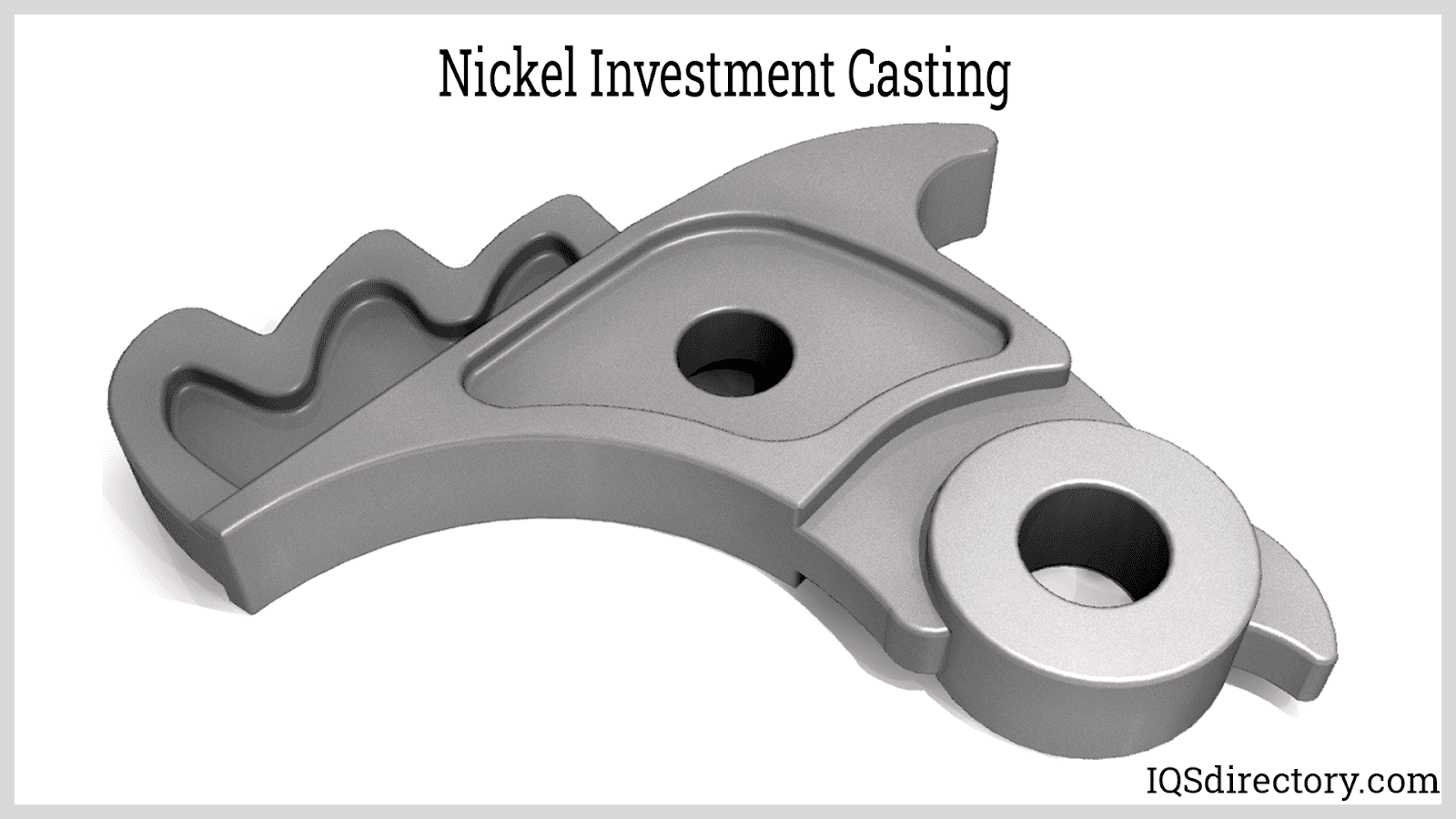
aliaje de nichel
aliaje de nichel au rezistență ridicată și sunt rezistente la căldură, coroziune și uzură. Ele pot fi sudate și fabricate și sunt rezistente la fisurare sau coroziune de stres. Utilizarea principală a pieselor turnate din aliaj de nichel este în condiții în care există temperaturi ridicate și elemente corozive.
popularitatea pieselor turnate din aliaj de nichel se datorează toleranțelor lor strânse și finisajelor excepțional de netede, precum și capacității lor de a fi prelucrate în forme complexe și complicate. Dintre diferitele metale de turnare a investițiilor, aliajele de nichel sunt o soluție rentabilă.
aliajele de cupru
aliajele de cupru au rezistență la coroziune, conductivitate termică și duritate. Acestea sunt utilizate în turnarea investițiilor datorită castabilității lor ușoare. Aliajele de cupru sunt prelucrabile cu proprietăți mecanice excelente, precum și rezistență la frecare și uzură. Tipurile de aliaje de cupru utilizate pentru turnarea investițiilor includ seria C-84500, C-85800, c-86000, c-87000, c-90000 și C-95000. Gama largă de aliaje oferă o selecție suficientă pentru a alege aliajul corect pentru orice aplicație.
aliaje de Cobalt
aliaje de Cobalt au rezistență ridicată și căldură și rezistență la uzură. Au o rezistență naturală la oxidare cu un punct de topire excepțional de ridicat, ceea ce le face ideale pentru medii corozive și încărcate chimic. Aliajele de Cobalt au rezistență la fluaj și rezistență la oboseală termică pentru aplicații la temperaturi ridicate.
diferitele aliaje de cobalt conțin combinații de crom, nichel, tungsten și molibden; acest lucru își schimbă proprietățile și tipul de rezistență. Aliajele de cobalt utilizate pentru turnarea investițiilor includ numerele 6, 21, 25, 31 și 93.
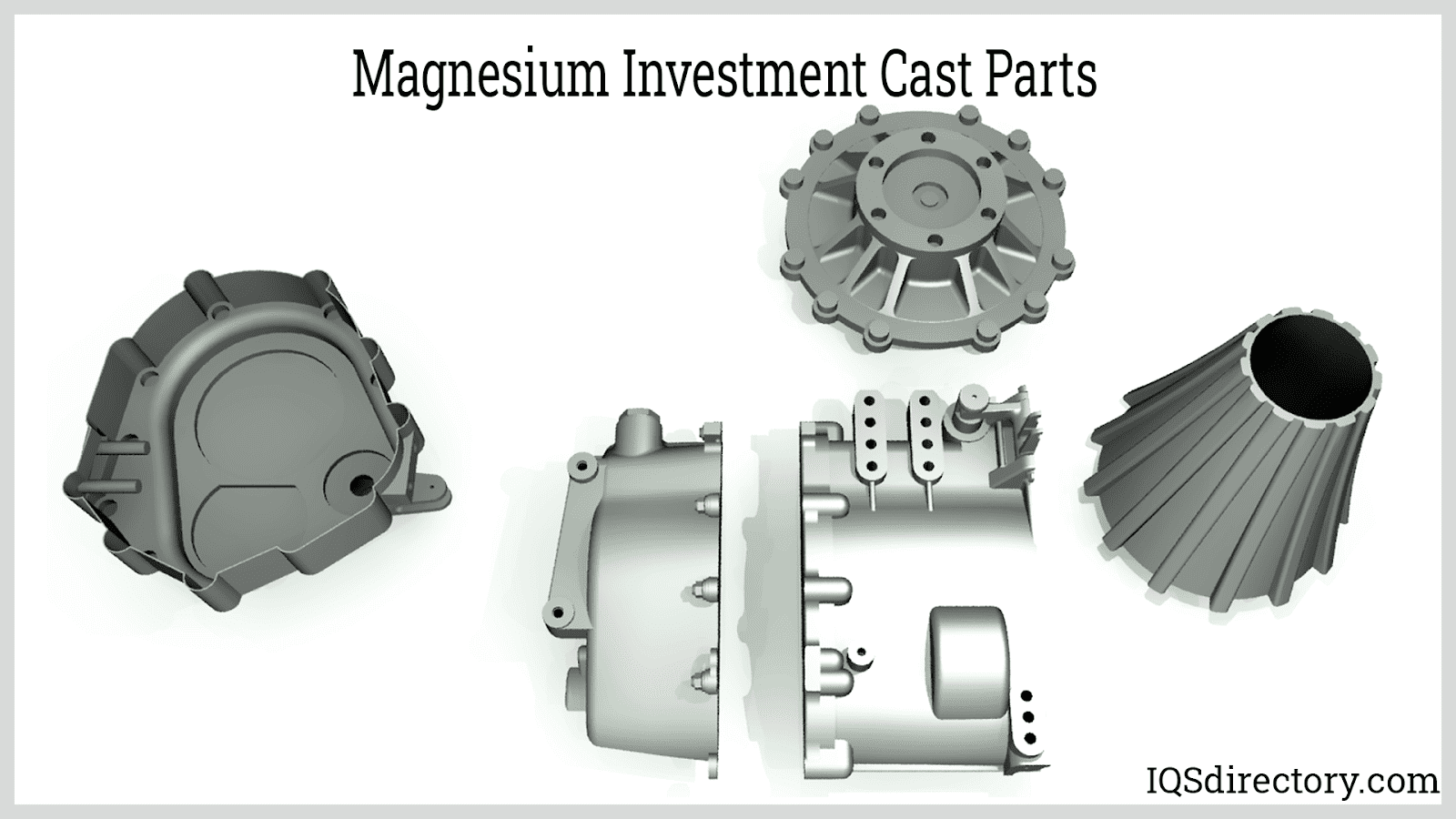
magneziu
timp de mai mulți ani, a fost dificil de turnat magneziu folosind turnare de investiții datorită faptului că magneziul topit reacționează cu coajă de mucegai de siliciu. Recent, a fost introdus un inhibitor; acest lucru permite utilizarea magneziului în turnarea investițiilor.
magneziul este ușor și are o rezistență excelentă la raportul greutate. Este versatil și vine într-o gamă largă de aliaje, care includ AZ91D și AM60B cu aliaje AZ81, AM50A AM20, AE42 și AS41B utilizate pentru rezistența lor la fluaj și aplicații la temperaturi ridicate.
Capitolul cinci-produse realizate din turnarea de investiții
turnarea de investiții este o metodă extrem de populară pentru producerea unei game largi de piese și componente. Procesul de turnare a investițiilor permite flexibilitatea designului pentru crearea de componente complexe și complexe dintr-o selecție uriașă de metale și aliaje.
simplitatea turnării investiționale permite rulări de producție ridicate cu consistență dimensională excepțional de precisă. Motivul inițial de turnare de investiții a fost tras din Evul Mediu în secolul 20 a fost dezvoltarea motorului cu reacție în anii 1940, care nu ar permite orice inconsecvențe sau imperfecțiune în componentele sale. Este acel aspect al turnării investițiilor care a făcut-o o parte esențială a producției secolului 21.
produse realizate din turnarea investițională
industria aerospațială
industria aerospațială a fost prima industrie care s-a bazat pe turnarea investițională ca metodă de producere a pieselor cu toleranțe și finisaje excepționale. Există o gamă largă de metale utilizate pentru fabricarea componentelor de zbor, iar turnarea investițiilor asigură selecția necesară a metalelor. Folosind orice metal, turnarea investițională produce piese de precizie cu materiale minime și deșeuri de energie limitate.
componentele Aerospațiale trebuie să reziste vremii extreme, presiunii fluctuante și diferitelor forme de uzură operațională; acest lucru necesită o durabilitate superioară. Procesul de turnare a investițiilor are consistența, precizia și rezistența la tracțiune necesare pentru a îndeplini și depăși cerințele. Principalul său beneficiu pentru industria aerospațială este precizia sa, care permite pieselor interconectate să se potrivească rapid și ușor.
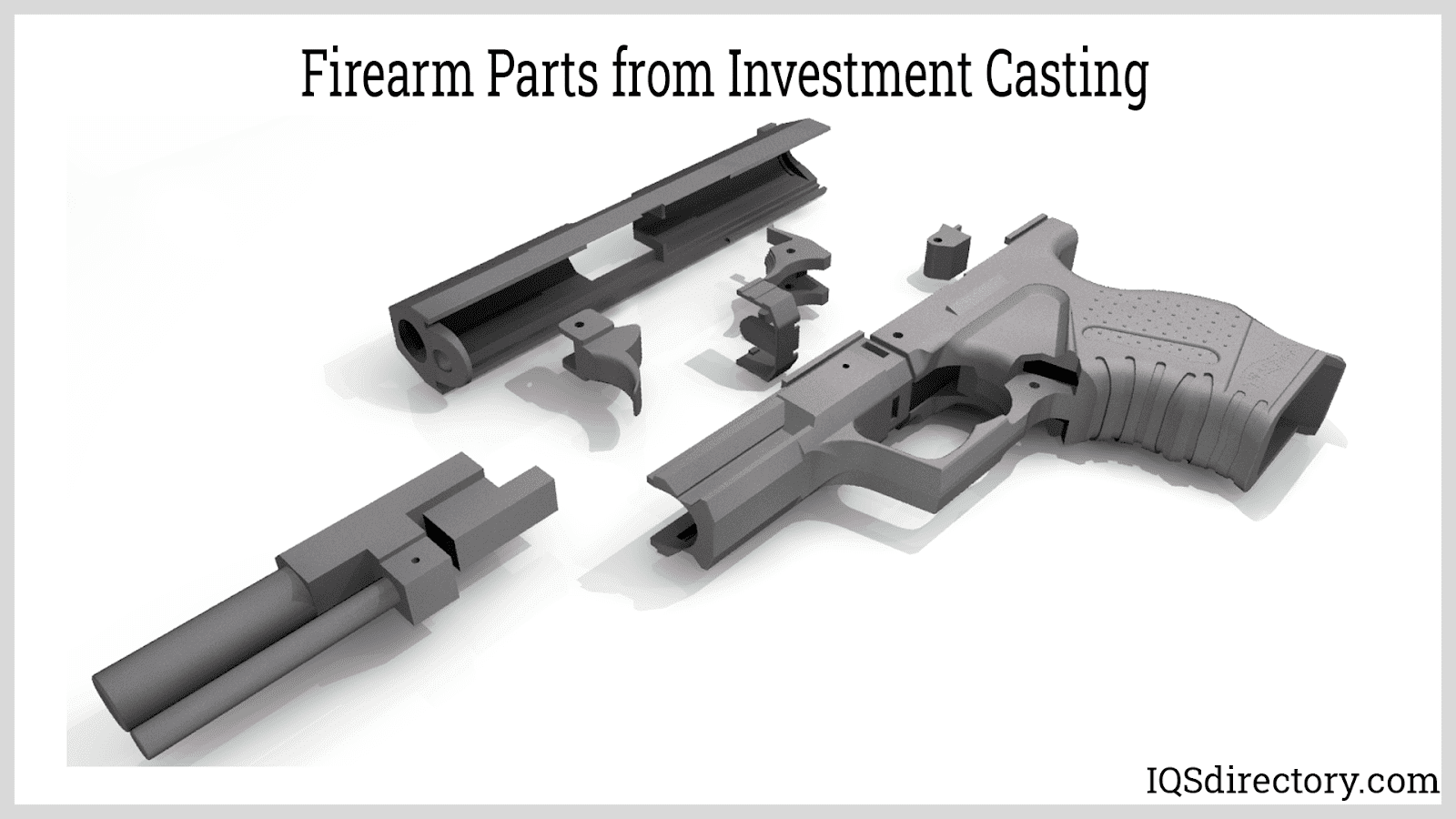
arme de foc
producătorii de arme de foc se bazează pe turnarea investițiilor datorită faptului că le permite libertatea de a dezvolta și implementa modele unice. Fabricarea armelor de foc necesită precizie și precizie, iar piesele de turnare a investițiilor oferă formele nete care pot fi fabricate dintr-o selecție de aliaje.
turnarea investițională minimizează cantitatea de metal care trebuie îndepărtată în timpul procesului de finisare. Folosind prelucrarea CNC, producătorii sunt capabili să realizeze piese uniforme cu variații reduse la un cost redus.
Medical și dentar
câmpurile medicale și dentare necesită instrumente și componente cu cea mai mare precizie pentru a îndeplini toleranțele strânse și cerințele dimensionale. Instrumente chirurgicale, implanturi, mașini, brancarde și scaune cu rotile sunt toate produse folosind turnare de investiții.
potențialul de salvare a vieții pieselor turnate de investiții face ca producția lor adecvată să fie critică. Fiecare echipament trebuie să fie de cea mai înaltă calitate.
încuietori
principala cerință pentru încuietori este ca acestea să fie durabile și rezistente. Turnarea investițională permite producerea de încuietori specializate, precum și încuietori obișnuite pentru uz casnic. Nevoia de încuietori pentru a plasa cu precizie necesită turnarea lor să fie exactă până la cele mai mici detalii.
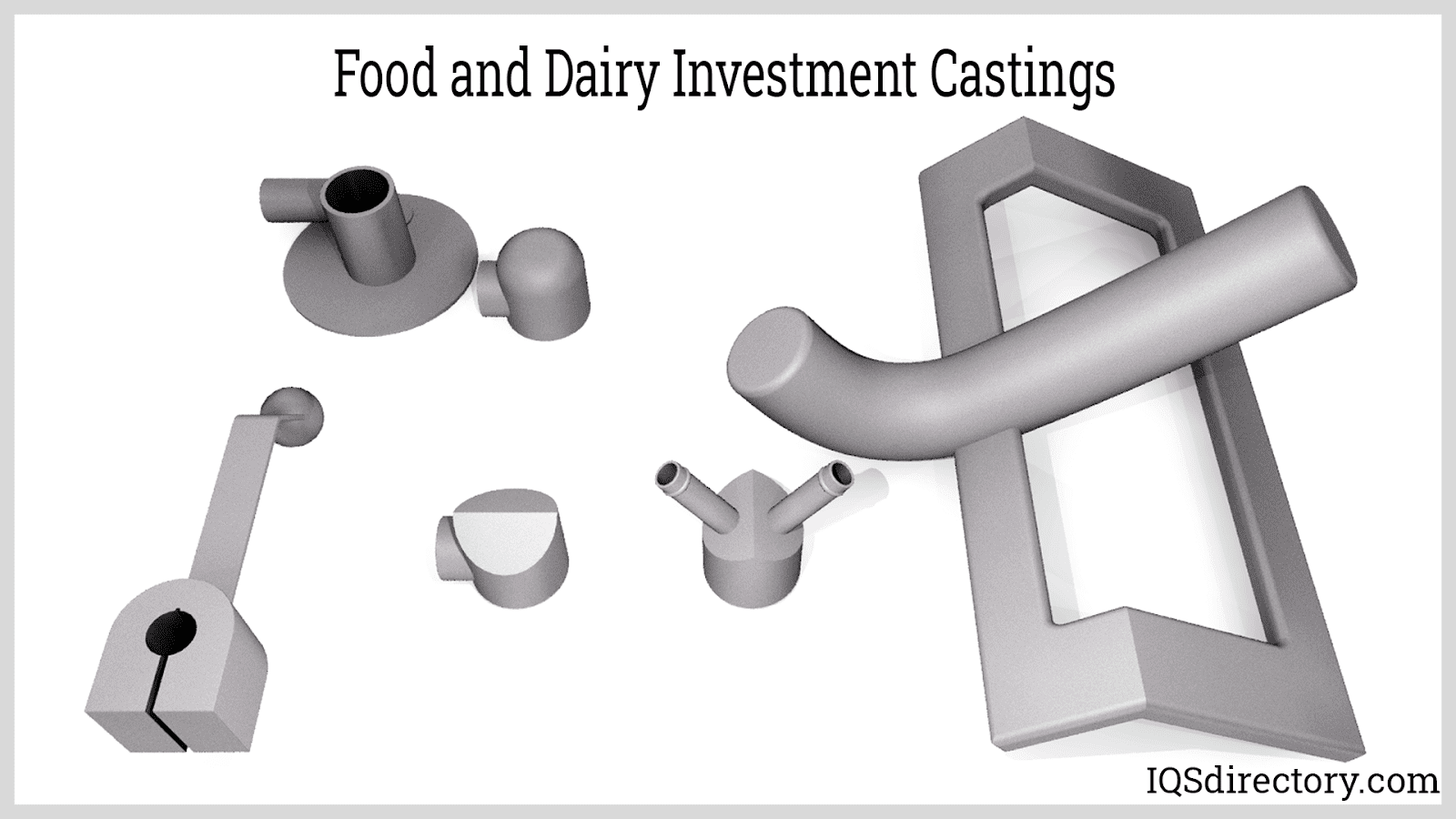
produse alimentare și lactate
o gamă largă de echipamente este utilizată pentru a produce toate alimentele pe care le consumăm. Aceste mașini uriașe se bazează pe turnarea investițiilor pentru fabricarea componentelor și pieselor lor. Componentele pentru industria alimentară sunt fabricate din oțel inoxidabil sau aliaje de specialitate datorită nevoii de precizie și durabilitate. Feliatoarele de carne, echipamentele de prelucrare a păsărilor de curte, piesele pentru mașini de gheață și grătarele și mașinile de încălzire au piese și piese realizate din turnarea investițiilor.
Fluid Power
Fluid power transmite puterea prin utilizarea de gaze sau fluide. Procesul include utilizarea echipamentelor hidraulice și pneumatice care transformă puterea într-o formă utilizabilă. Tipurile de componente necesare includ piese de supapă cu bilă, piese de capcană de abur, rotoare, piese de supape cu ac, piese de compresor și componente ale pompei. La fel ca industria alimentară și a produselor lactate, industria energetică fluidă folosește oțel inoxidabil, precum și aluminiu și unele metale de specialitate.
Capitolul șase – avantajele turnării investițiilor
există multe opțiuni pentru producția de piese metalice. Fiecare dintre alegeri are avantajele sale în ceea ce privește producția, calitatea și precizia. Dintre procesele disponibile, tehnologia de turnare a investițiilor a devenit procesul de alegere pentru producția de piese de precizie cu finisaje excelente. Cu costuri reduse, libertate de proiectare și cantități nelimitate, turnarea investițiilor este procesul ideal pentru fabricarea pieselor moderne.
numeroasele avantaje ale turnării investiționale au făcut din acesta procesul de fabricare a metalelor numărul unu pentru produsele industriale și comerciale.
Investiții turnare avantaje
flexibilitate de proiectare
libertatea de proiectare este deosebit de important pentru piese complexe și complicate, care pot avea mai multe forme interne și externe. Turnarea investițiilor nu este limitată de dimensiune, grosime sau configurație. Are capacitatea de a se adapta și de a se schimba pentru a face față oricărei provocări.
toleranțe mai stricte
dintre numeroasele avantaje ale turnării investițiilor, toleranțele mai stricte sunt cele mai importante. Atunci când o parte este proiectat, acesta trebuie să fie fabricate pentru a satisface exact specificațiile de proiectare, astfel încât se va integra cu ușurință cu alte părți. Majoritatea pieselor turnate de investiții îndeplinesc toleranțele de turnare (CT) de cinci sau șase.
finisaje de suprafață
turnarea investițională produce finisaje superioare care necesită puțin după finisarea producției. Tipurile de finisaje pe care procesul le produce este o caracteristică pentru care este renumit. Calitatea finisajelor de suprafață le depășește cu mult pe cele din alte procese de turnare. Nici o altă metodă de producție nu se poate potrivi cu combinația de toleranțe strânse și finisaje excepționale găsite în turnarea investițiilor.
defecte
fiecare manager de producție vă va spune că defectele sunt în centrul întârzierilor de producție și a costurilor forței de muncă. Defectele produse într-un proces de producție creează deșeuri, necesită o prelucrare suplimentară și o producție lentă. Aceste dezavantaje nu fac parte din turnarea investițiilor. Fiecare piesă produsă prin proces este impecabilă și nu necesită nicio formă de prelucrare secundară.
când o parte este extrasă din coajă, are o suprafață netedă și uniformă și este gata de ambalare și expediere.
deșeuri
o altă cheltuială majoră care este inclusă în fiecare proces de fabricație este deșeurile, materialul rămas după finalizarea producției. Turnarea investițiilor necesită foarte puțin după finisarea producției, ceea ce limitează drastic cantitatea de deșeuri produse. Lipsa deșeurilor are beneficii multiple, inclusiv costuri de producție mai mici, costuri ale forței de muncă și schimbări mai rapide.
inclus în lipsa deșeurilor este eliminarea nevoii de echipamente specializate, cum ar fi mașini de debavurat, polizoare grele și diverse instrumente de tăiere. Un factor suplimentar este costurile mai mici ale energiei, eficiența crescută și performanța excepțional de economică a companiei.
cantități
nu există nicio limitare a cantității de piese care pot fi produse folosind turnarea investițională. De la alergări foarte mici până la cele care intră în mii, turnarea investițiilor poate produce piese rapid și fără cusur. Piese care cântăresc 0.1 kg sau cele care cântăresc sute de kilograme pot fi produse și finisate folosind turnarea investițională.
Metale
fiecare formă de metal și aliaj poate fi modelată și prelucrată folosind turnarea investițională. Este o caracteristică a procesului care l-a făcut metoda numărul unu pentru producerea componentelor echipamentelor. Spre deosebire de alte metode de turnare, Turnarea investițională poate funcționa cu orice formă de metal topit pentru a crea o parte fiabilă și utilă.
detalii Fine
este dificil să găsiți un proces de turnare care să poată produce componente cu detalii minuscule și miniaturale. Acest atribut particular al turnării investițiilor este motivul pentru care a fost ales pentru a sprijini industria aerospațială și a fost utilizat în dezvoltarea primului avion cu reacție. Pe măsură ce societatea se mută mai adânc în epoca tehnologiei, părțile impecabile și toleranțele dimensionale exacte vor deveni din ce în ce mai importante.
de la modelul inițial la carcasa ceramică până la tăierea pieselor, fiecare pas al procesului de turnare a investițiilor este conceput pentru a produce detalii complicate și precise cu precizie.
conștientizarea mediului
unul dintre principiile cheie care motivează afacerile moderne este durabilitatea. Acesta este un beneficiu evident în procesul de turnare a investițiilor. Modelele, ceara, nămolul ceramic și acoperirile din stuc pot fi utilizate din nou și din nou fără a crea deșeuri. Acest aspect al procesului a făcut-o o metodă atât de populară de producție.
Capitolul șapte – factori care influențează precizia dimensională în turnarea investițiilor
există mai mulți factori care influențează calitatea și acuratețea pieselor turnate de investiții. Principalele considerente sunt structura piesei, materialul de turnare, Turnarea, fabricarea cochiliei și turnarea. Orice eroare în proces poate avea un efect asupra ratei de contracție, ceea ce ar duce la abateri în dimensiuni.
primul pas influent în acest proces este crearea modelului de ceară; trebuie să fie produs cu o mare precizie și precizie.
influențează precizia dimensională în factorii de turnare a investițiilor
structura de turnare
structura de turnare este influențată de grosimea pereților piesei. Dacă sunt prea groase, pot crește rata de contracție. Dacă grosimea peretelui este prea mică, se produce efectul opus. O rată sistolică liberă prea mare poate bloca contracția și o poate face mai mică.
Material de turnare
ca și în cazul oricărei forme de turnare, materialul are o influență importantă asupra rezultatelor turnării. Conținutul redus de carbon scade rata de contracție.
temperatura de injecție a ceară
presiunea de injecție și temperatura sunt doi factori foarte evideni care vor influența rezultatele procesului de turnare.
Shell
tipul de material ales pentru a face coajă poate avea o influență asupra ratei de contracție. Anumite materiale, cum ar fi nisipul de zircon, au un coeficient de expansiune mic și sunt ideale pentru proces.
încălzirea carcasei
încălzirea necorespunzătoare a carcasei poate avea un efect negativ și poate duce la extinderea carcasei mici.
turnare
temperatura de turnare este temperatura la care metalul topit intră în porți. Dacă temperatura este prea mare, va produce defecte precum boabe grosiere pe structura internă. O temperatură scăzută influențează fluiditatea metalului topit. Temperatura recomandata este de 1650 oktc (3002 Oktcf).
principala problemă cu temperatura de turnare necorespunzătoare este contracția. Temperatura de turnare trebuie menținută constantă pentru a reduce contracția. O temperatură mai ridicată nu va necesita mai multă energie, dar va produce părți mai precise și mai precise.
concluzie
- turnarea investițională este un proces de prelucrare a metalelor care folosește o carcasă ceramică construită pe un model de ceară produs dintr-o matriță de aluminiu pentru a produce piese cu suprafețe extraordinar de uniforme și netede.
- procesul de turnare a investițiilor produce piese cu un consum minim de deșeuri și energie și nu este nevoie de finisare după turnare.
- turnarea investițională, cunoscută și sub numele de procesul de ceară pierdută sau cire perdue în franceză, a fost folosită ca metodă de prelucrare a metalelor de mii de ani.
- deși turnarea investițiilor, turnarea cu ceară pierdută, a fost folosită de mii de ani, au existat inovații care au adăugat eficacitatea procesului.
- turnarea investițiilor este un proces foarte versatil de prelucrare a metalelor, care este utilizat pentru a modela fitinguri pentru țevi, piese auto, hardware marin și mașini alimentare.
obțineți compania dvs. listată mai jos