jsou 3D tištěné díly silné?
3D tiskárny vytvářejí objekty aditivním způsobem, takže část je stejně silná jako její nejslabší vrstva. Obvykle jsou slabší než většina ostatních technologií, jako jsou frézovací techniky, vstřikování nebo lití pryskyřice.
existuje mnoho aplikací, pro které musíme vzít v úvahu konstrukční pevnost. Vzhledem ke způsobu, jakým technologie modelování taveného nanášení (FDM) funguje, části, které získáme, nejsou tak silné jako jejich příslušné protějšky vstřikování.
nezoufejte však, existuje řada úvah, které můžeme začlenit do našich návrhů a konfigurací, abychom tuto nevýhodu zmírnili.
tyto slabiny můžeme snížit nastavením správné teploty vytlačování, nastavením vyššího procenta výplně, budováním silnějších stěn, výběrem správného materiálu a správným orientováním součásti na stavební desce.
proč jsou 3D tištěné díly slabší?
aditivní technika, kterou 3D tiskárna vytváří objekty, má inherentní tendenci k výstupu slabších částí ve srovnání s jinými výrobními procesy, protože ukládá jednu vrstvu plastu na druhou, která se spojuje dohromady.
pokud si neuděláme čas na správnou konfiguraci nastavení našeho tisku, ochotně se vystavujeme vytváření dílů se slabou přilnavostí vrstvy.
nízké teploty, velmi odlišné teploty mezi každou vrstvou a předchozí a dalšími faktory, mohou vést k Velmi špatné adhezi a celkově slabým částem.
subtraktivní výroba, jako je například frézování, nemá tento problém, protože začínají pevnou surovinou, která je vyřezána do požadovaného 3D tvaru.
můžeme také vytvořit objekt vstřikováním. Pomocí této techniky se roztavený materiál vstřikuje do formy, kde se ochlazuje a vytvrzuje ve tvaru dutiny. Tento proces vytváří pevné a silné části.
Nyní, když víte o vlastní slabosti 3D tiskárny, můžete cítit nutkání hodit svůj nově získaný spotřebič do koše. Než to uděláte, vřele doporučuji přečíst si zbytek článku a naučit se některé snadné způsoby, jak posílit vaše části.
měli bychom také zvážit, že většina našich částí nebude použita k vybudování nejnovější rakety SpaceX. Můžeme si dovolit vytisknout poněkud slabší dítě Yoda ačkoli.

: dítě Yoda. Ačkoli roztomilý, může nebo nemusí být v souladu s mezinárodními standardy kvality.
jak můžeme zlepšit sílu 3D tištěné části?
jak již bylo zmíněno, existuje spousta malých konfiguračních vylepšení, které můžeme použít k posílení naší části obecně. Mezi nejdůležitější patří procento výplně, teplota vytlačování, tloušťka vnější stěny, výběr správného typu vlákna a správné nastavení orientace našeho návrhu.
pojďme stručně diskutovat o každém z nich a uvidíme, jak a proč ovlivňují náš tisk!
procento vyplnění
vyplnění se skládá z pravidelného vzoru, který je vytištěn uvnitř objektu a nahrazuje to, co by jinak bylo prázdné místo. Funguje jako vnitřní podpora pro tisk, nejen zabraňuje zhroucení horní části, ale také drží vnější plášť pohromadě.
než se pustíme do tohoto dušičkového tématu, podívejte se, jak vypadají různé výplně:
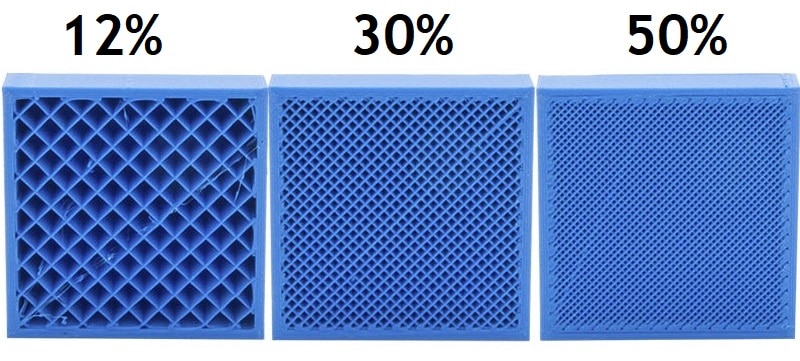
obecně platí, že výplň 50% výrazně zvýší kvalitu a sílu tisku. Vyšší procenta výplně vykazují pouze mezní zvýšení pevnosti, ale výrazně zvyšují spotřebu vlákna a dobu tisku.
 nahlásit tuto adměli byste také vědět, že bychom mohli nakonfigurovat naši výplň tak, aby sledovala různé vzory, jako je přímočará, mřížka, trojúhelníková, kroutit*, rychlá plástev, Plná plástev a další experimentální. Výhody a nevýhody každého vzoru jsou mimo rozsah tohoto článku, ale většinou budete v pořádku s použitím přímočarých nebo mřížkových výplní.
nahlásit tuto adměli byste také vědět, že bychom mohli nakonfigurovat naši výplň tak, aby sledovala různé vzory, jako je přímočará, mřížka, trojúhelníková, kroutit*, rychlá plástev, Plná plástev a další experimentální. Výhody a nevýhody každého vzoru jsou mimo rozsah tohoto článku, ale většinou budete v pořádku s použitím přímočarých nebo mřížkových výplní.
* až do dnešního dne stále nemohu myslet na výhodu vzoru kroutit. Myslím, že kdysi existoval vývojář s nějakým volným časem a chutí pro suboptimální tvary.
tloušťka stěny
tloušťka stěny je šířka nejvzdálenějšího pláště našeho tisku a většinou určuje jeho celkovou pevnost
mnoho výrobců vláken uvádí, že stačí tisknout s vnějším pláštěm 0,8 mm, aby měl silný tisk, ale zjistil jsem, že takové tenké stěny obvykle produkují slabé tisky. Abyste získali odolnou dětskou Yodu, vřele doporučuji zdvojnásobit šířku na 1,6 mm. zlepšení celkové kvality bude velmi patrné.
bez ohledu na tloušťku stěny, kterou se rozhodnete použít, měli byste vždy jít s násobkem průměru trysky. Zmínil jsem 0,8 mm a 1,6 mm, protože většina tiskáren přichází s tryskou 0,4 mm. Akutní a ostrý doktorát z matematiky si bude vědom neuvěřitelného výpočtu, který jsem provedl výše!
nastavení správné teploty
ačkoli většina vláken používaných v 3D tisku je nějaký druh termoplastu, mají jiné chemické složení. Proto mají každý různé optimální teploty.
PLA by měla být zpravidla nastavena na hodnotu mezi 180 ° C až 220 ° C, ABS mezi 210C° a 250C°, PETG mezi 220C ° a 250C° a Nylon mezi 240C ° až 260C°.
pokud jste si zakoupili jiné vlákno, podívejte se na jeho obal a pravděpodobně najdete doporučenou teplotu podle výrobce. Ve skutečnosti zapomeňte na rozsahy, které jsem vám řekl, a vždy se podívejte na doporučený rozsah výrobců pro případ.
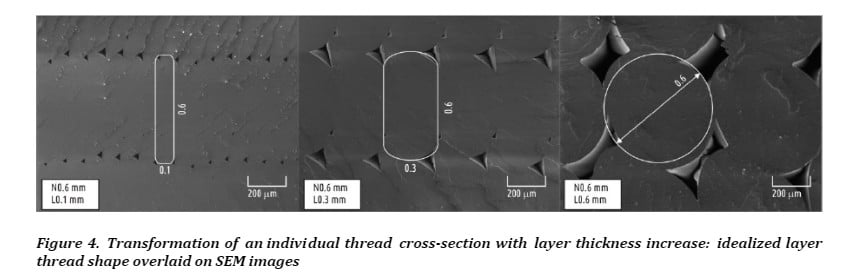
vždy byste se měli snažit najít perfektní teplotu pro vaši 3D tiskárnu a vlákno, protože to určí kvalitu adheze vrstvy.
nízké teploty vytlačování vedou ke špatné adhezi mezi vrstvami. Můžete být v pokušení jít na druhou stranu a zahřívat vlákno tak horké, jak je to možné,ale to vás dostane do nejrůznějších nových problémů, které můžete google! Upozornění na Spoiler: chaotické tisky, špatné převisy a celkově nízká kvalita.
ale obecně, pokud chcete zlepšit pevnost tisku, nastavení teploty o něco vyšší způsobí, že nová vrstva extrudovaného plastu bude mnohem lepší s předchozí vrstvou.
orientace dílu
vždy je důležité mít na paměti, že 3D tištěné díly budou nejsilnější v rovině rovnoběžné s tiskovým ložem a slabší ve svislé rovině. Při umisťování návrhu do kráječe se vždy zeptejte sami sebe, ve kterých směrech bude kontaktován a jakým silám bude vystaven.
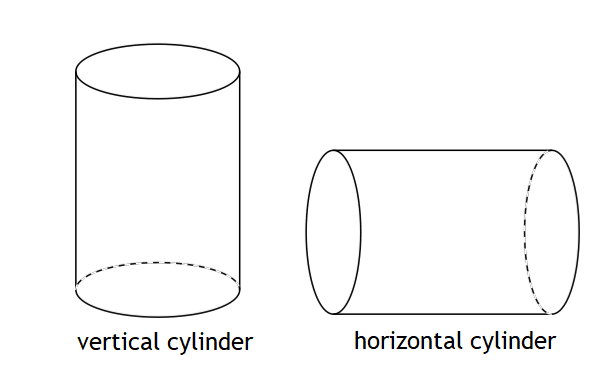
pokud si nejste jisti odpovědí, zvažte případ nudného a pravděpodobně zbytečného dutého válce*.
pokud jej vytisknete ve svislé orientaci, bude objektem posloupnost kruhů navrstvených na sebe. Pokud ho uchopíte v každém extrému a pokusíte se jej ohnout, bude docela snadné rozbít válec.
*asi bych měl zmínit, že v celé historii se válce jasně ukázaly jako užitečné. To je zjevně mimo rozsah dnešního článku, takže důkaz nechám na čtenáři.
můžete být v pokušení myslet si, že jste neuvěřitelně silní a možná jste, ale měli byste si být také vědomi skutečnosti, že jste vytiskli velmi slabý válec.
pokud máte stále nějaké náhradní vlákno a rozhodnete se jej vytisknout ve vodorovné orientaci, všimnete si, že část je těžší rozbít kvůli tomu, jak jsou vytlačovány linie vlákna.
nevýhodou tohoto umístění je, že možná budete muset do tisku přidat podpěry kvůli úhlům, které tato orientace vytvořila.
proč musí být vše kompromisem v 3D tisku? V tomto koníčku není oběd zdarma!
použijte silnější vlákno
Zatímco toto se může zdát zřejmé, použití jiného typu vlákna může dělat zázraky, pokud jde o celkovou pevnost.
ne všechny tiskárny jsou však schopny tisknout se všemi vlákny, které jsou venku, ale určitě existují některé alternativy, které můžete použít i na cenově dostupných tiskárnách, jako je Ender 3.
polykarbonát a Nylon jsou považovány za nejsilnější vlákna, která jsou v současné době k dispozici, a pokud je vaše tiskárna zvládne a potřebujete extrémně silný tisk,vytiskněte s nimi svůj objekt.
pokud tisknete s PLA, zkuste PETG, protože je snadné s ním pracovat a je také o něco flexibilnější a mnohem odolnější vůči teplu.
Jak vyrobit 3D tištěné díly silnější
zde je stručný přehled o tom, jak vytisknout model tak, aby se zvýšila jeho síla:
- Vyberte si silný výplňový vzor(obvykle voštinový).
- Zvyšte procento plnění (překročení 50% začne přinášet významné klesající výnosy).
- zvětšete tloušťku stěny nebo vnějšího pláště.
- zvyšte teplotu tisku v krocích po 5°C, dokud nenajdete tu nejlepší.
- změňte orientaci tisku tak, aby čáry vrstvy byly rovnoběžné se silami, které na něj budou působit.
závěr
jak můžete vidět, existuje spousta věcí, které můžeme udělat, abychom zlepšili celkovou sílu našich objektů a překonali přirozenou slabost technologie, kterou jsme si vybrali.
pokud budoucnost světa závisí na tom, že budete moci vytisknout silnou lavičku, ale nemáte čas si přečíst celý článek, proveďte následující kroky.
Šťastný tisk!