investiční Casting
kontaktujte společnosti
Vyplňte prosím následující formulář a odešlete žádost o cenovou nabídku kterékoli z následujících společností uvedených na
nechte svou společnost uvést na této stránce napájení
Úvod
tento článek se podrobně zabývá investičním litím.
dozvíte se více o tématech, jako jsou:
- co je investiční casting?
- proces investičního lití
- typy investičního lití
- kovy, které lze odlévat pomocí investičního lití
- a mnohem více…
Kapitola první – co je investiční Casting?
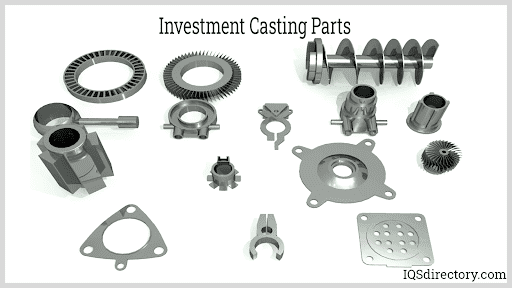
investiční lití je proces zpracování kovů, který používá keramickou skořepinu postavenou na voskovém vzoru k výrobě dílů s mimořádně rovnoměrným a hladkým povrchem. Voskový vzor je vyroben z hliníkové matrice.Konečné produkty investičního lití jsou bez dělicích čar, polovičních značek plísní nebo jiných deformací. Každá část je bezproblémová a bezchybná s mimořádně jemným povrchem.
proces investičního lití produkuje díly, komponenty a kusy s minimálním odpadem, využitím energie nebo potřebou po dokončení lití. Nejvýraznějším znakem investičního lití je přesnost a výjimečné tolerance dokončených dílů.
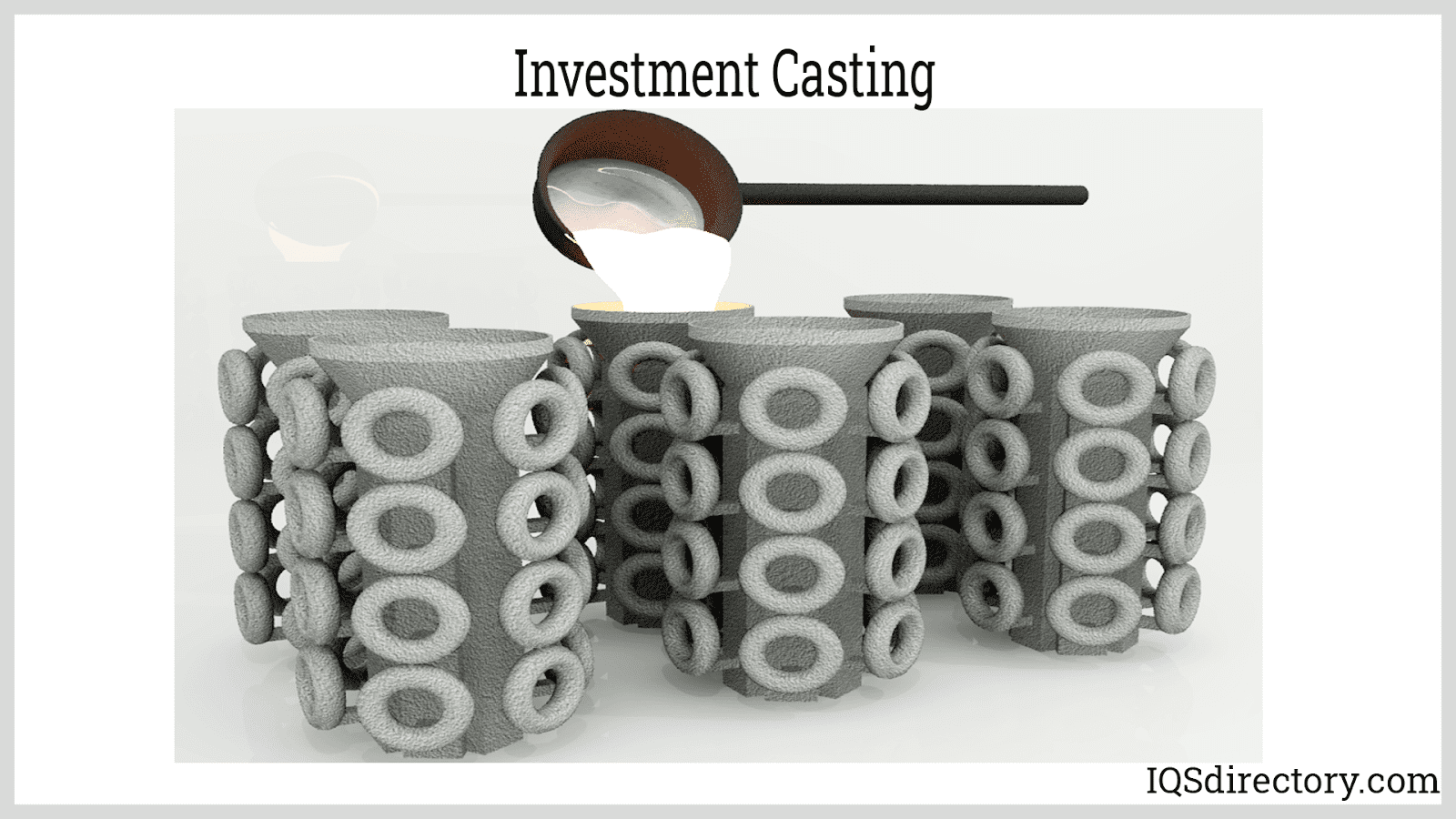
Kapitola druhá – proces investičního lití
investiční lití, známé také jako proces ztraceného vosku nebo cire perdue ve francouzštině, se používá jako metoda zpracování kovů po tisíce let. Vznikl v Číně a byl ignorován moderním průmyslem až do 20. století, kdy byla vyvinuta technologie, která usnadnila odstranění vosku z odlitku.
během druhé světové války zaznamenalo investiční lití rychlý růst jako prostředek k poskytnutí mimořádně přesných a bezchybných dílů, které nemohly být tvarovány tradičními metodami. Po válce se stal nejpoužívanějším procesem pro průmyslové aplikace, které vyžadovaly složité a složité vzory.
proces investičního lití
nástroje
nástroje pro investiční lití se týkají vstřikovacích nástrojů vosku používaných k vytvoření voskových vzorů, které tvoří základ pro tento proces. Kritickým faktorem v nástrojích je požadovaná část, která má být vyrobena, rozdíl, který určuje uživatel. Nástroje jsou součástí konstrukční funkce a zahrnují Advanced Product Quality Planning (APQP), metodu plánování návrhu vyvinutou v 80.letech 20. století.
ve středu APQP je zkoumání výroby a hodnocení každé z jejích fází, aby se zabránilo chybám a zbytečným opakováním. Během APQP je každý aspekt konečného produktu vyhodnocen, navržen a diskutován tak, aby nástroje, které zahrnují vzory a jádra, byly přesně navrženy.
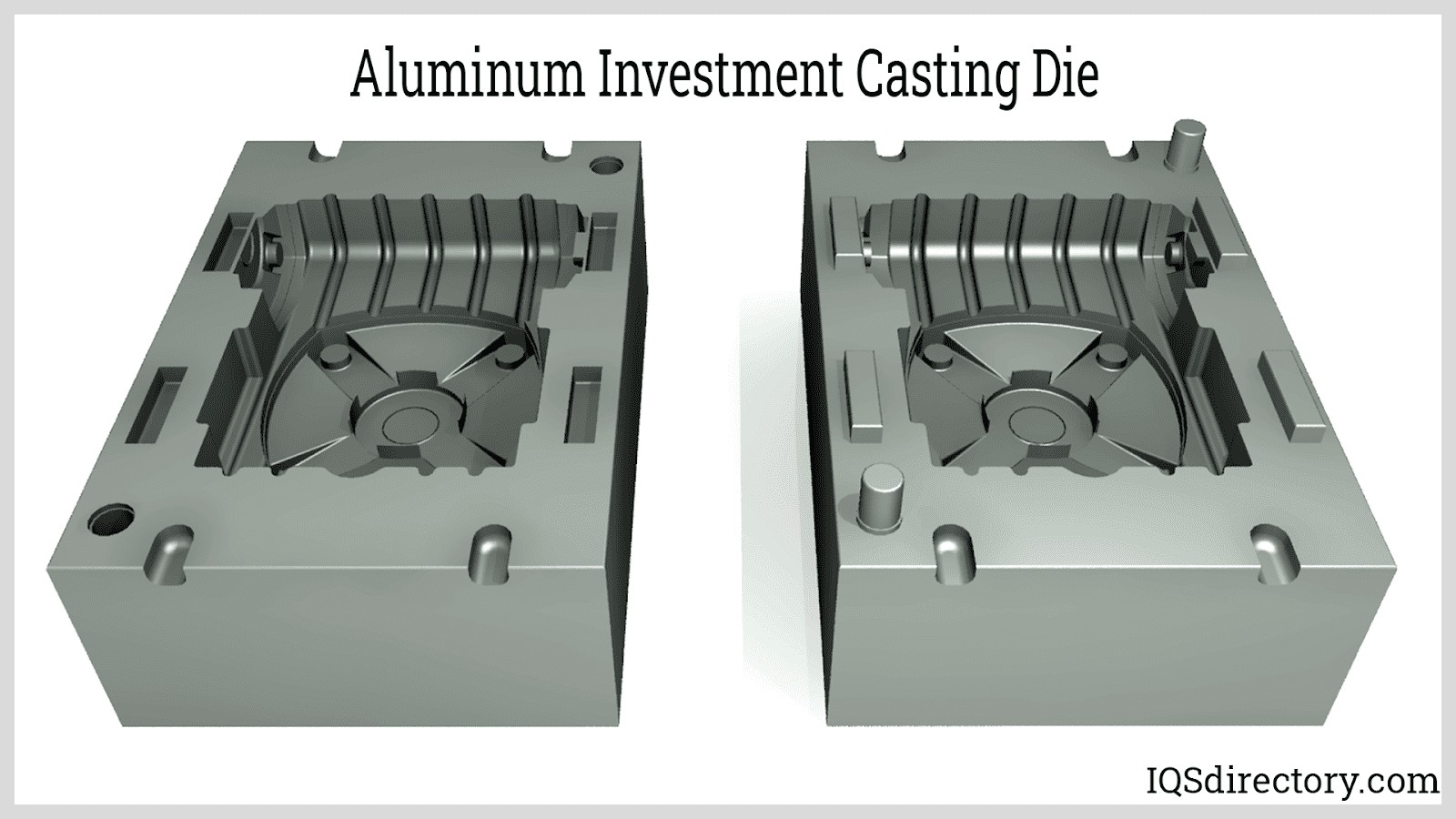
matrice
matrice je výsledkem procesu APQP. Vstřikovací formy vosku jsou vyrobeny z hliníku kvůli tepelným vlastnostem hliníku, které rychle odvádějí teplo a zkracují dobu cyklu. Vzhledem k tomu, že hliník je poddajný a poddajný, lze jej snadno tvarovat a tvarovat. Dutiny z hliníku netrpí opotřebením procesem vstřikování vosku; to zvyšuje jejich životnost.
jakmile je matrice vyrobena, je zkontrolována těsnost, praskliny, díry nebo jiné nedokonalosti, které mohou ovlivnit kvalitu konečného dílu. Staré matrice jsou skladovány v plastových sáčcích v prostředí s řízenou vlhkostí a jsou kontrolovány před opětovným použitím.
vosky používané v investičním lití
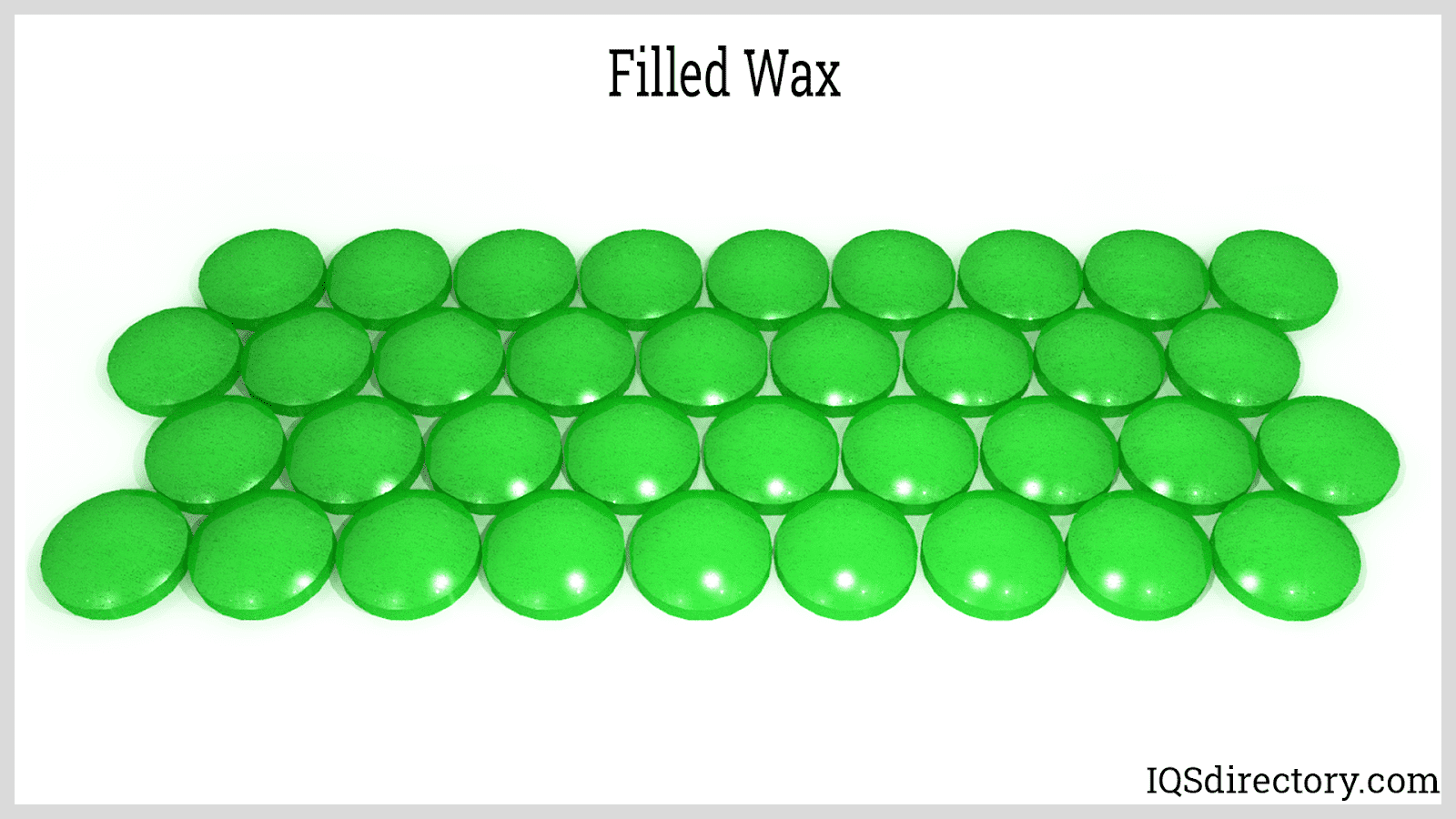
k vytvoření voskového vzoru se používá několik typů vosků. Typ, který je vybrán, závisí na několika faktorech, jako jsou průtokové vlastnosti, zda může být regenerován, rozměrová konzistence, povrchová úprava a potřeby aplikace. Běžné vosky, které se používají, zahrnují vyplněný vzor, neplněný vzor, běžec, rozpustný ve vodě a lepkavý.
vyplněný vzor
vyplněné vzorové vosky mají přidána plniva, která přidávají vlastnosti odlitku, které zajišťují pevnost, rozměrovou stabilitu, nižší tepelnou roztažnost a omezené smrštění. Plniva zahrnují bisfenol, organické látky, kyselinu tereftalovou a zesítěný polystyren.
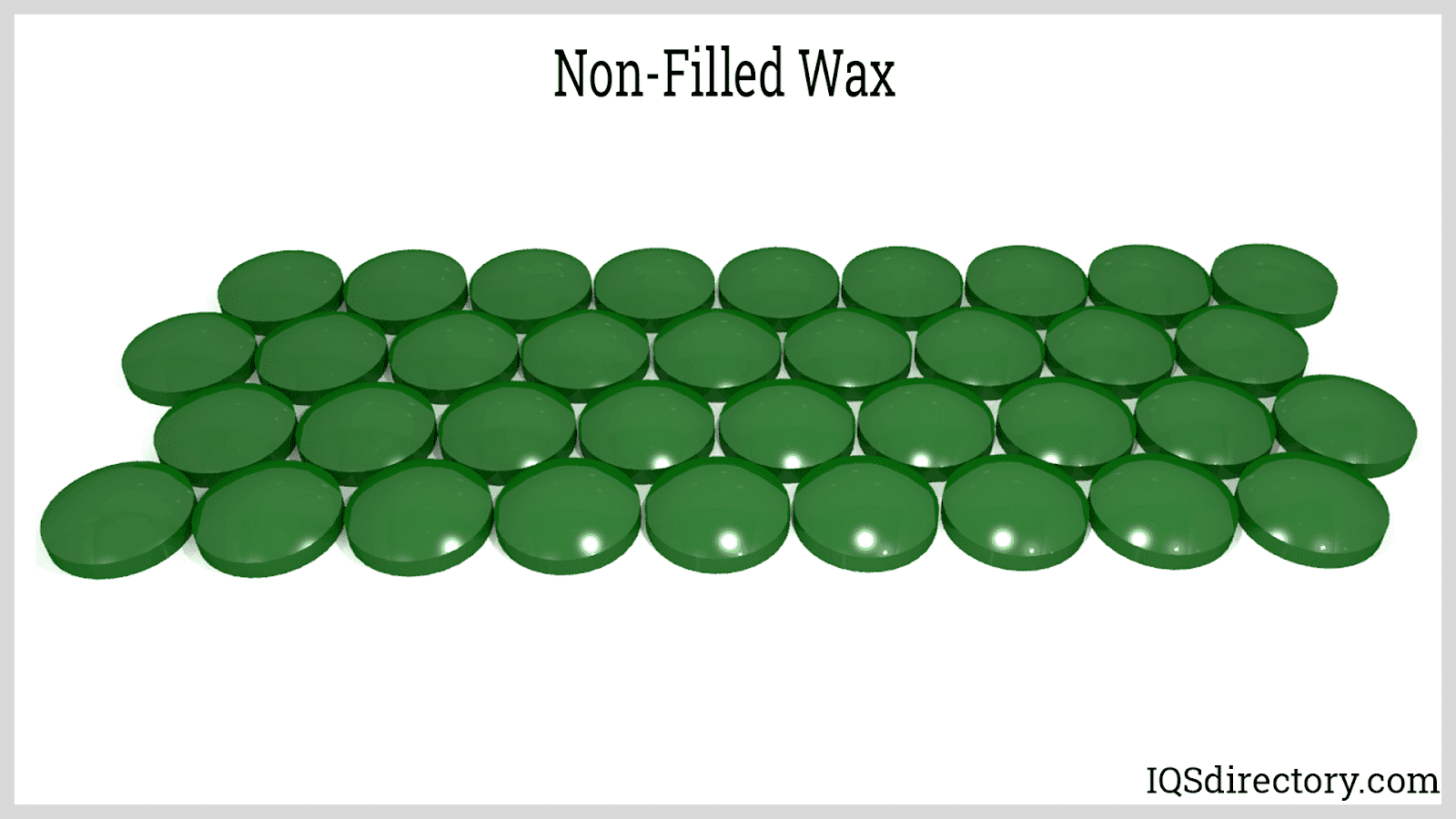
neplněné
neplněné vosky obsahují plniva, ale ne tolik jako naplněné vosky. Poskytují výjimečné mechanické vlastnosti a tepelný výkon. Neplněné vosky se používají pro složité geometrie a definované vzory.
běžecké vosky
se používají pro odlitky, které vyžadují vynikající mechanickou pevnost s nižší viskozitou. Mají nízkou teplotu tání a rychle odtékají z keramické formy.
vodorozpustný vosk
vodorozpustný vosk se používá, když má součást složité a složité vnitřní vzory nebo vzory, kde je uvnitř vzoru umístěno složité jádro. Jakmile je jádro dokončeno, ve vodě rozpustný vzor je umístěn uvnitř. Jak se vzorek ochladí, vosk se rozpustí.
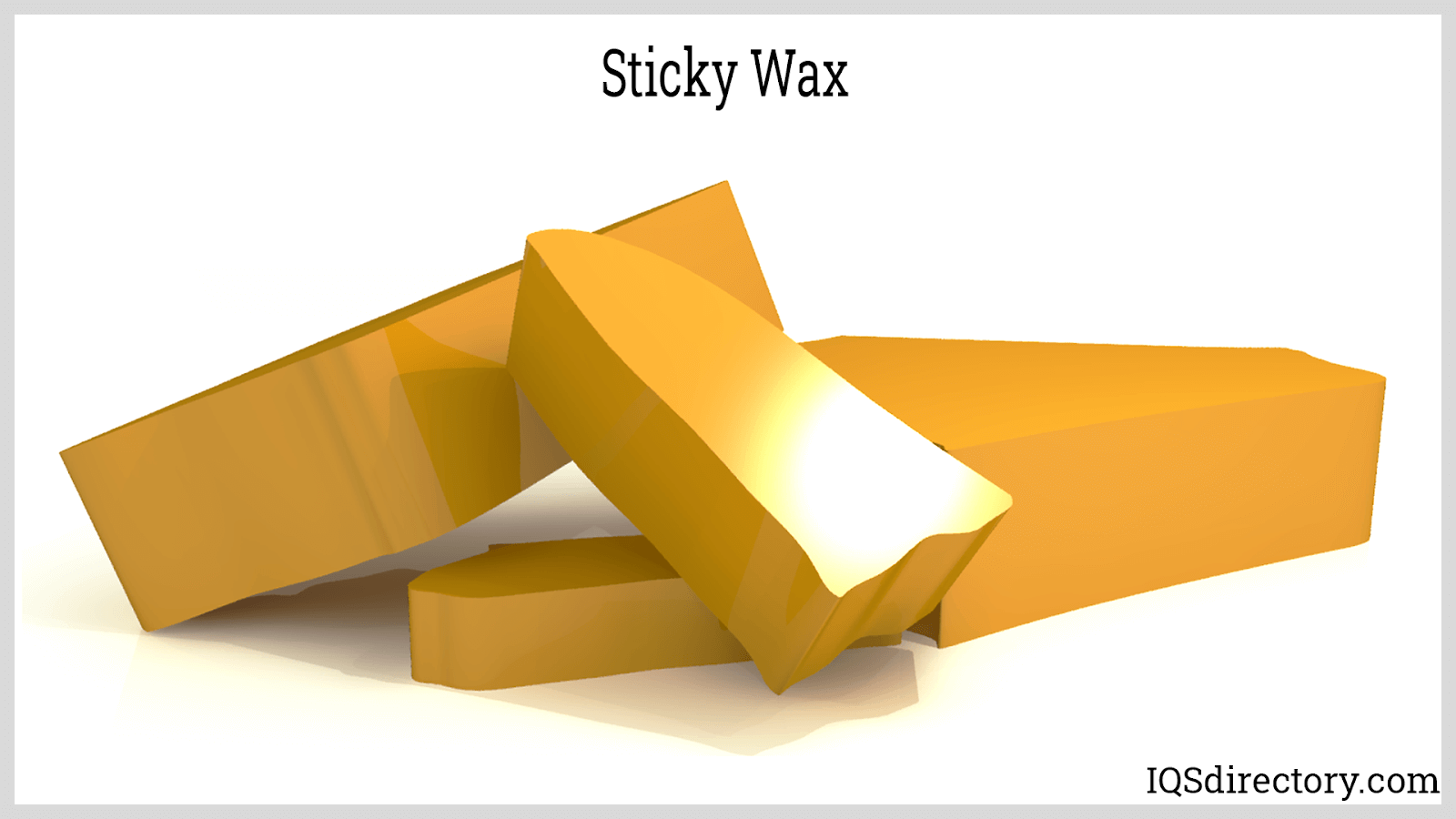
lepkavý
lepkavý vosk spojuje vzory vosků dohromady během montáže vzoru a vytváří dlouhou přilnavost, aby se zabránilo chybám při konstantní manipulaci.
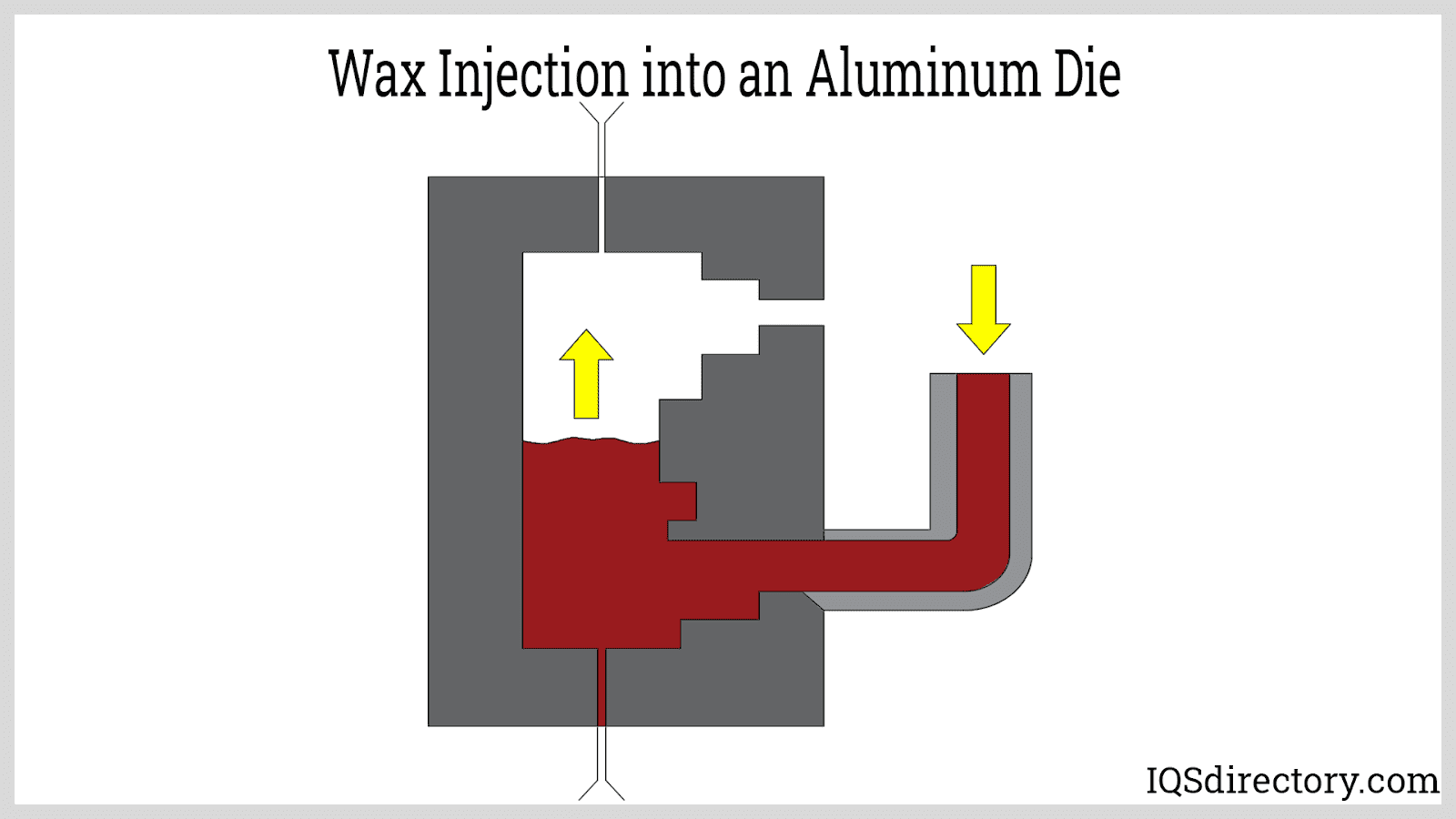
vosková injekce
vosk se vstřikuje do formy nebo formy, aby se vytvořil vzor. Rozměry voskového vzoru jsou o něco větší než konečná část, aby se zohlednila kontrakce, ke které dochází v keramické formě. Matrice je sevřena a vstřikovací tryska je zarovnána se sprue matrice. Sprue je cesta, kterou vosk sleduje, když vstupuje do dutiny matrice.
voskové pelety se taví v přídržné nádrži připojené ke vstřikovacímu lisu. Přidržovací nádrž se neustále míchá, aby směs zůstala homogenní. Hydraulicky poháněný válec tlačí vosk přes vyhřívanou hadici do sprue, vyplnění dutiny matrice.
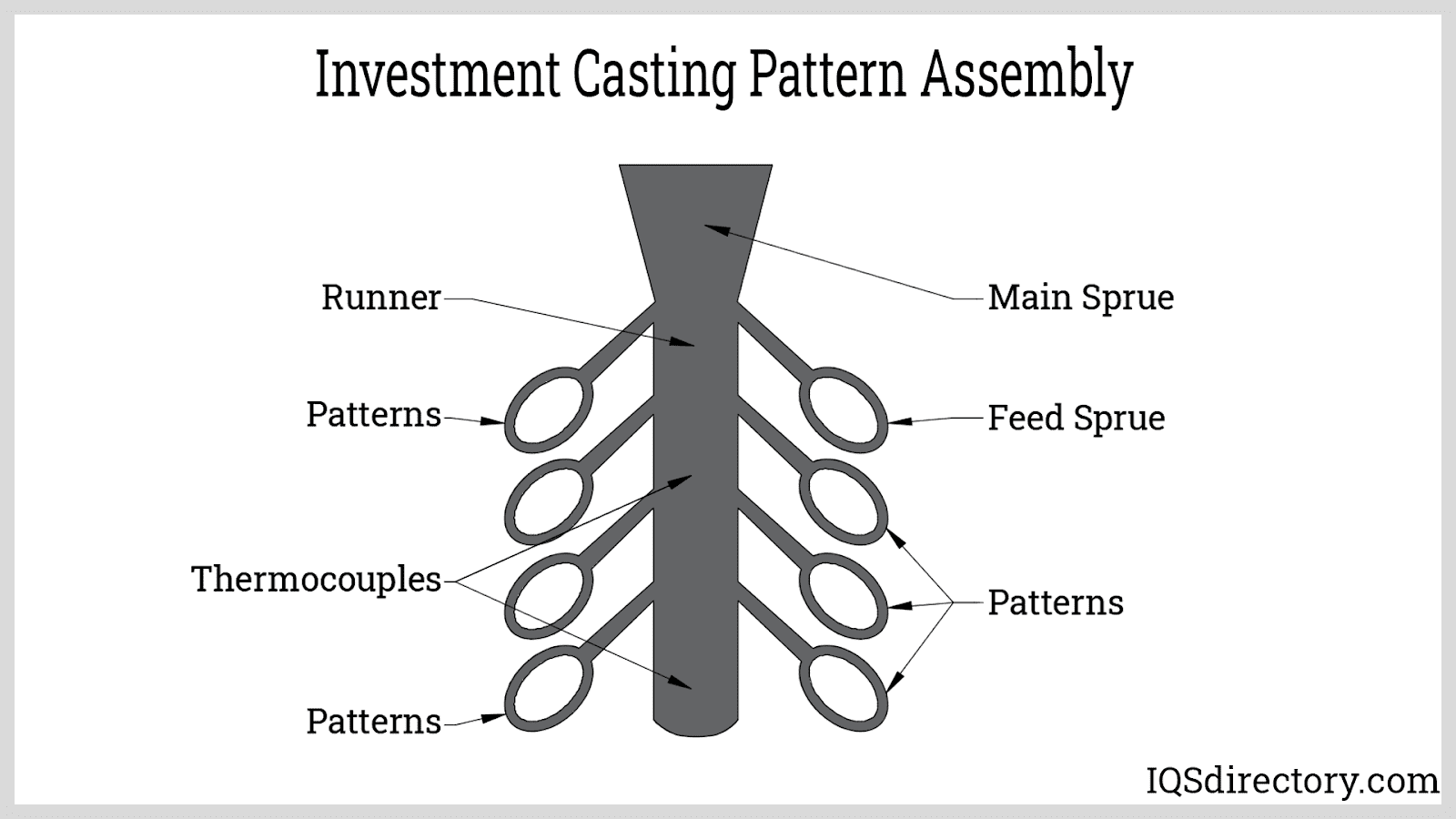
sestava vzorů
investiční lití vytváří vysoce přesné a hotové díly ve velkém množství sestavením jednotlivých vzorů na voskovém běhounu, ke kterému jsou vzory připevněny. Kromě své funkce jako způsobu držení vzorů slouží voskový běhoun jako systém podávání kovu nebo trubice, kterou budou jednotlivé části během lití přiváděny roztaveným kovem.
voskové běžce jsou vytvořeny přesně stejnou metodou použitou k výrobě vzorů. Kovový prvek je umístěn na konci běhounu, kolem kterého je vosk vstřikován. Kolík připojený k kovovému prvku vyčnívá a později bude připojen k závěsné desce. Keramický pohár se také přidá, aby fungoval jako trychtýř, když se roztavený kov nalije do běžce a vzorů.
brány vzorů jsou spojeny s běžcem roztavením jeho konce na povrchu, ponořením do tavného adhezivního vosku, jako je lepivý vosk, a přitlačením k běžci. Když se roztavený vosk ochladí, zablokuje se k běžci a je svařen malým hořákem, aby se spojení vyrovnalo.
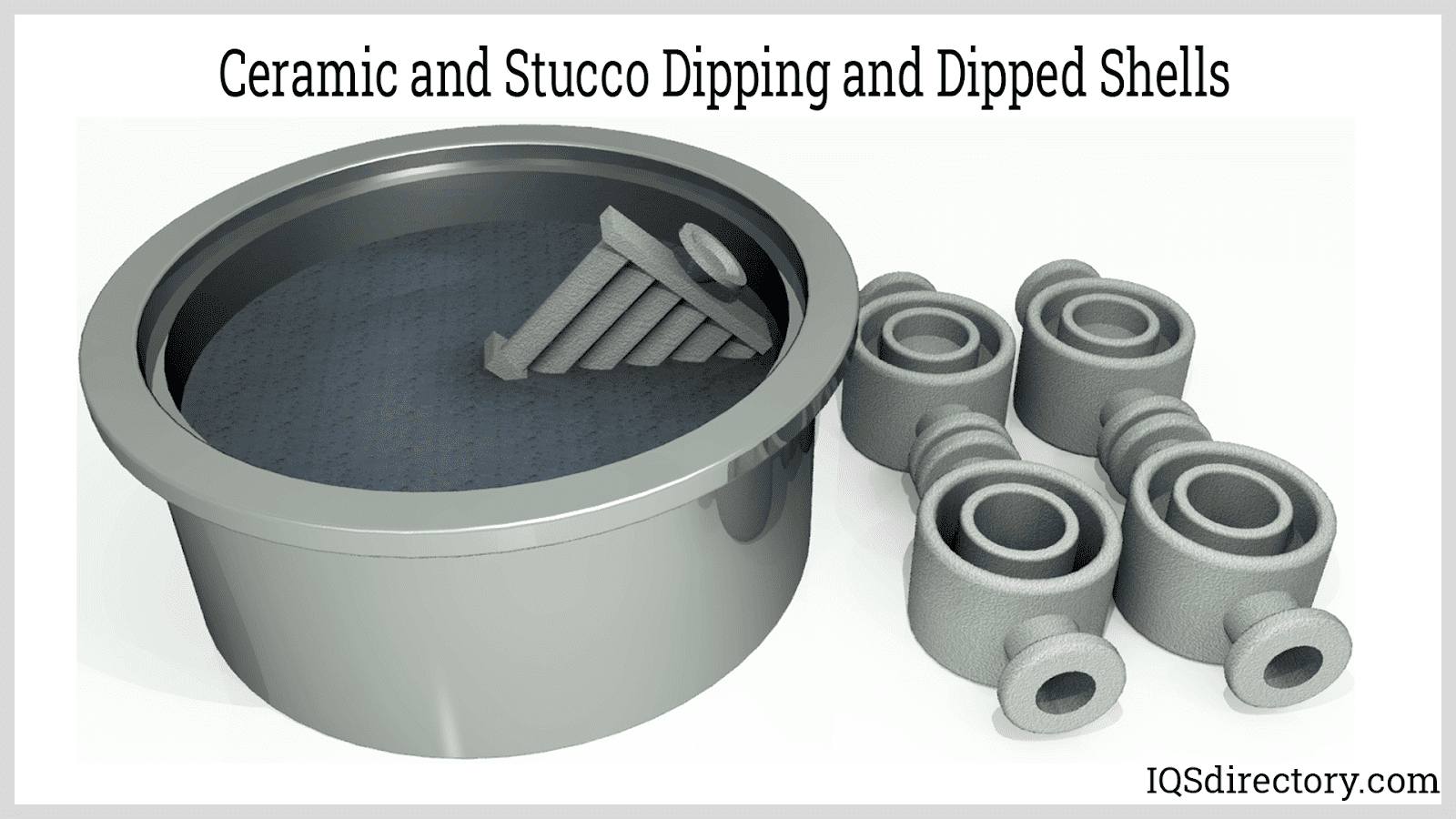
povlak pláště
jakmile je odlévací vzor sestaven a nastaven, suspenze se aplikuje ponořením do suspenze, která je tvořena jemnozrnným oxidem křemičitým, vodou a nějakou formou pojiva. Kombinace těchto prvků vytváří keramický povlak, který se nanáší vícekrát, aby se dosáhlo požadované tloušťky.
po namáčení suspenze je sestava vzoru potažena štukem, který byl stanoven během APQP. Štukový proces začíná tenkým povlakem a při každé aplikaci se postupně zhoršuje.
potah pláště je nezbytnou součástí procesu. Pevnost pláště musí být dostatečná, aby vydržela všechny postupy odlévání. Vícenásobné namáčení a štuková vrstva jsou nezbytné pro zajištění stability a stálosti pláště.
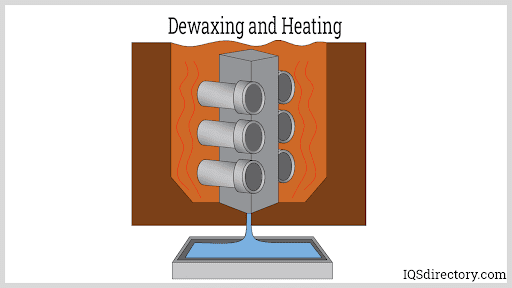
Odparafínování a zahřívání
k odstranění vosku z tvrzeného pláště se používají různé formy ohřevu. Běžnou moderní praxí je použití autoklávu – parního topného zařízení. Teplota autoklávu musí být dostatečná k roztavení vosku a předehřátí formy pro lití.
typicky se investiční licí formy vypalují na 1800° F (982° C). Pára v autoklávu odstraňuje všechny potenciálně těkavé materiály. Jakmile jsou formy dostatečně vyčištěny a zahřáté, jsou připraveny k nalévání kovu.
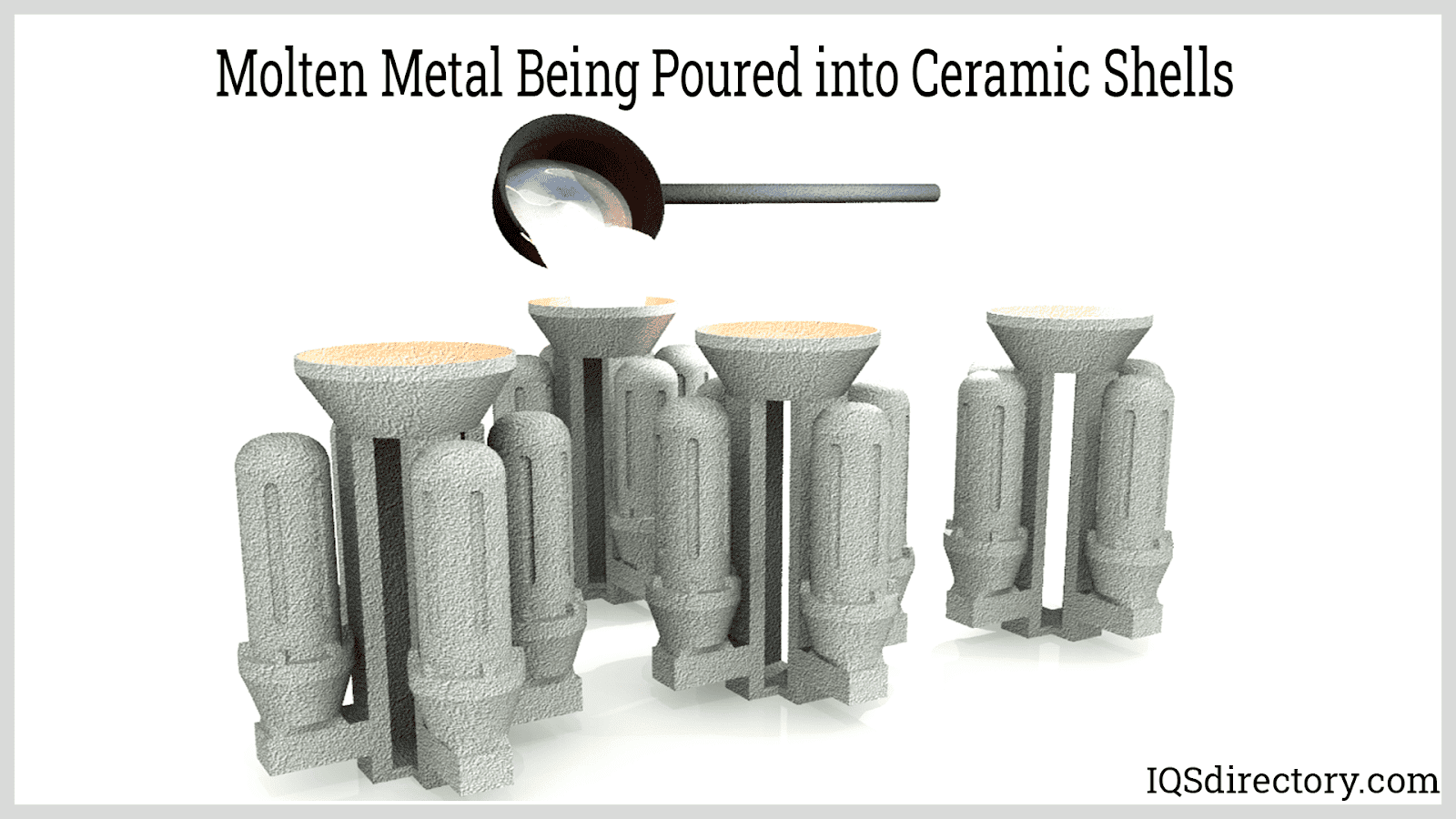
lití
lití zahrnuje lití roztaveného kovu do předehřátých dutin formy. V této fázi spočívá klíč ke kvalitě odlitku v čase a teplotě. Po nalití roztaveného kovu vibrační stroj jemně protřepává keramickou skořápku po dobu pěti až sedmi sekund. Kov z ingotů byl roztaven do roztaveného stavu. Jakmile je skořápka naplněna, nechá se vychladnout při pokojové teplotě.
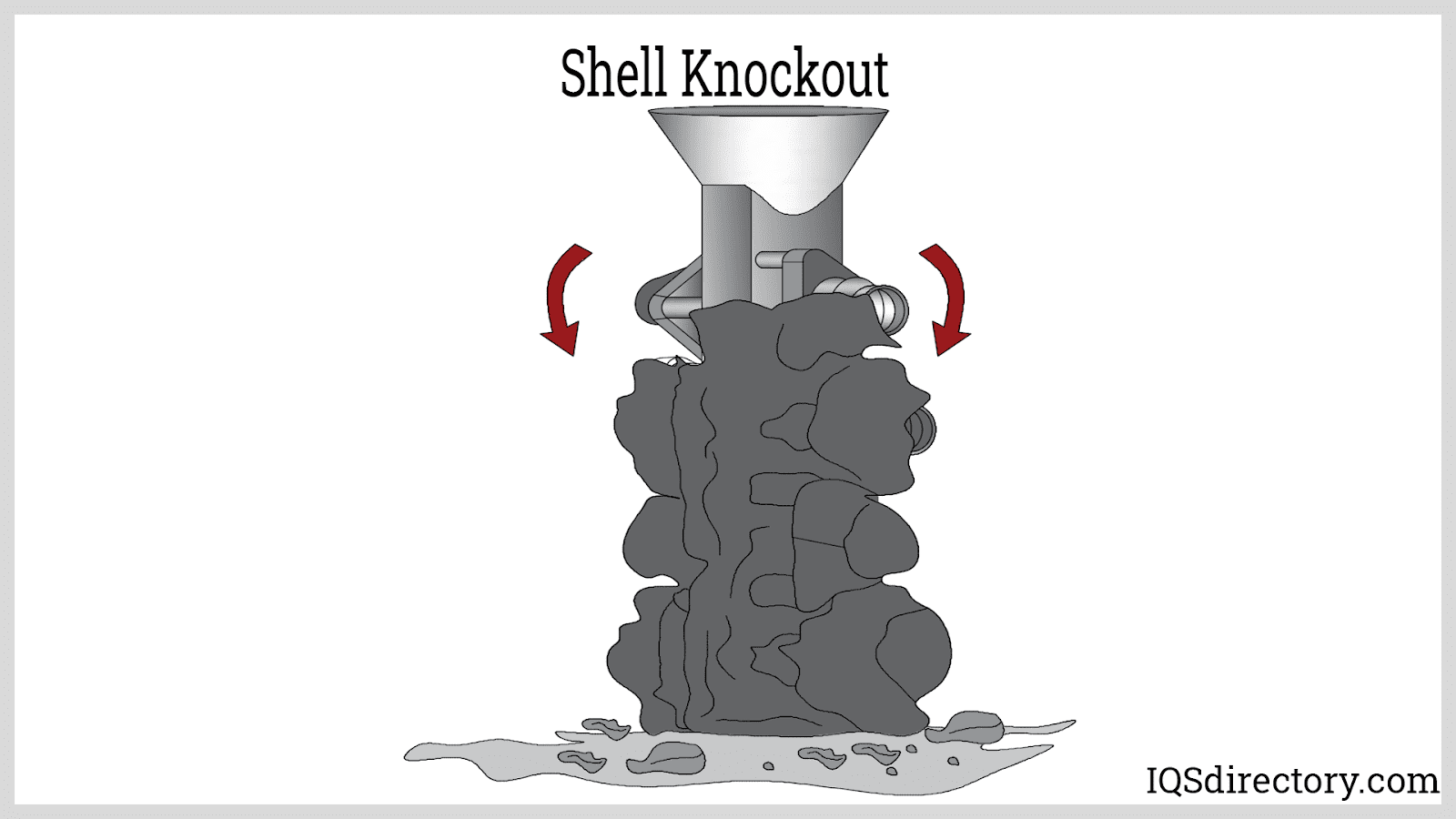
Knockout nebo vyjmutí pláště
jakmile se plášť ochladí a kov se nastaví, materiál pláště se odstraní. K odstranění pláště se používají různé metody, včetně kladiva, vysokotlakých výbuchů vody, vibračního stolu, chemikálií nebo speciálně navrženého vyřazovacího stroje. Během vyřazovacího procesu je plášť pevně upnut a držen v poloze, aby byla zajištěna rovnoměrnost procesu.
knockout proces může být obzvláště obtížné, zejména pro části, které mají složité a složité úseky.
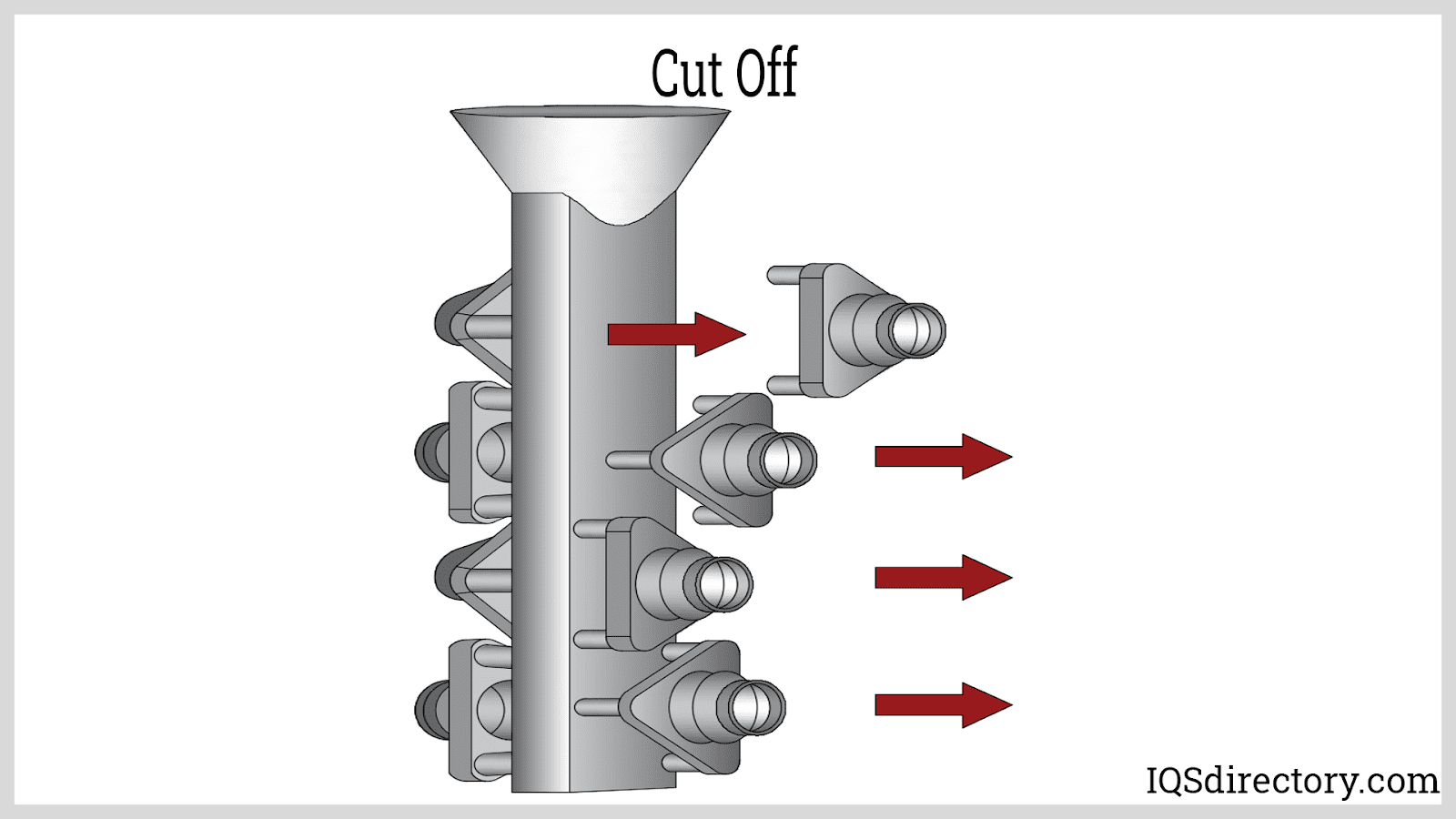
Cut Off
Cut off zahrnuje odstranění jednotlivých částí ze sprue nebo runner. Jakmile je část odpojena od běžce, zbývající části bran jsou uzemněny. Existují různé způsoby odstraňování dílů ze sprue, včetně použití sekací pily, hořáku nebo laseru. Ve vysoce technických nebo vysokých výrobních operacích mohou být díly odříznuty pomocí Programovatelné řezací pily.
tepelné zpracování
účelem tepelného zpracování je zlepšení mechanických vlastností a vlastností součásti. Proces lití snižuje pevnost, trvanlivost a houževnatost kovu. Tepelné zpracování eliminuje vnitřní napětí. Typy tepelných zpracování používaných pro investiční lití zahrnují žíhání vakuovým roztokem, kalení, popouštění a vytvrzování srážením.
žíhání vakuovým roztokem
účelem žíhání vakuovým roztokem je odstranění precipitačního materiálu a změna obrobku na jednofázovou strukturu. Po dokončení žíhání je obrobek měkký a tvárný, připravený k vytvrzení. V této fázi je obrobek obrobitelný, obrobitelný, svařitelný a má rozměrovou stabilitu.
kalení
kalení zahrnuje zahřívání kovu, dokud nedosáhne své austenitické krystalové fáze. Poté se velmi rychle ochladí. Proces zvyšuje pevnost a nositelnost obrobku.
popouštění
popouštění ohřívá obrobek na teplotu těsně pod jeho kritickým rozsahem, drží ho tam a pak ho ochlazuje. Proces temperování snižuje křehkost a vyžaduje přesnou kontrolu, takže neovlivňuje tvrdost.
vytvrzování srážením
vytvrzování srážením nebo vytvrzování stárnutím činí obrobek tvrdším a provádí se ve vakuu při teplotách mezi 900° F (482° C) a 1150° F (621° C). Proces zahrnuje zahřívání obrobku, jeho zpracování roztokem, chlazení a opětovné zahřívání před jeho rychlým ochlazením.
dokončení
posledním krokem v procesu investičního lití je dokončení, které může mít mnoho podob v závislosti na požadavcích a specifikacích konstrukce dílu. Typickým dokončovacím procesem je broušení, které se používá k dalšímu odstranění deformací nebo zbytků brány. Přestože je povrch dílu velmi hladký, může být nutné jej vylepšit a zdokonalit dalším leštěním.
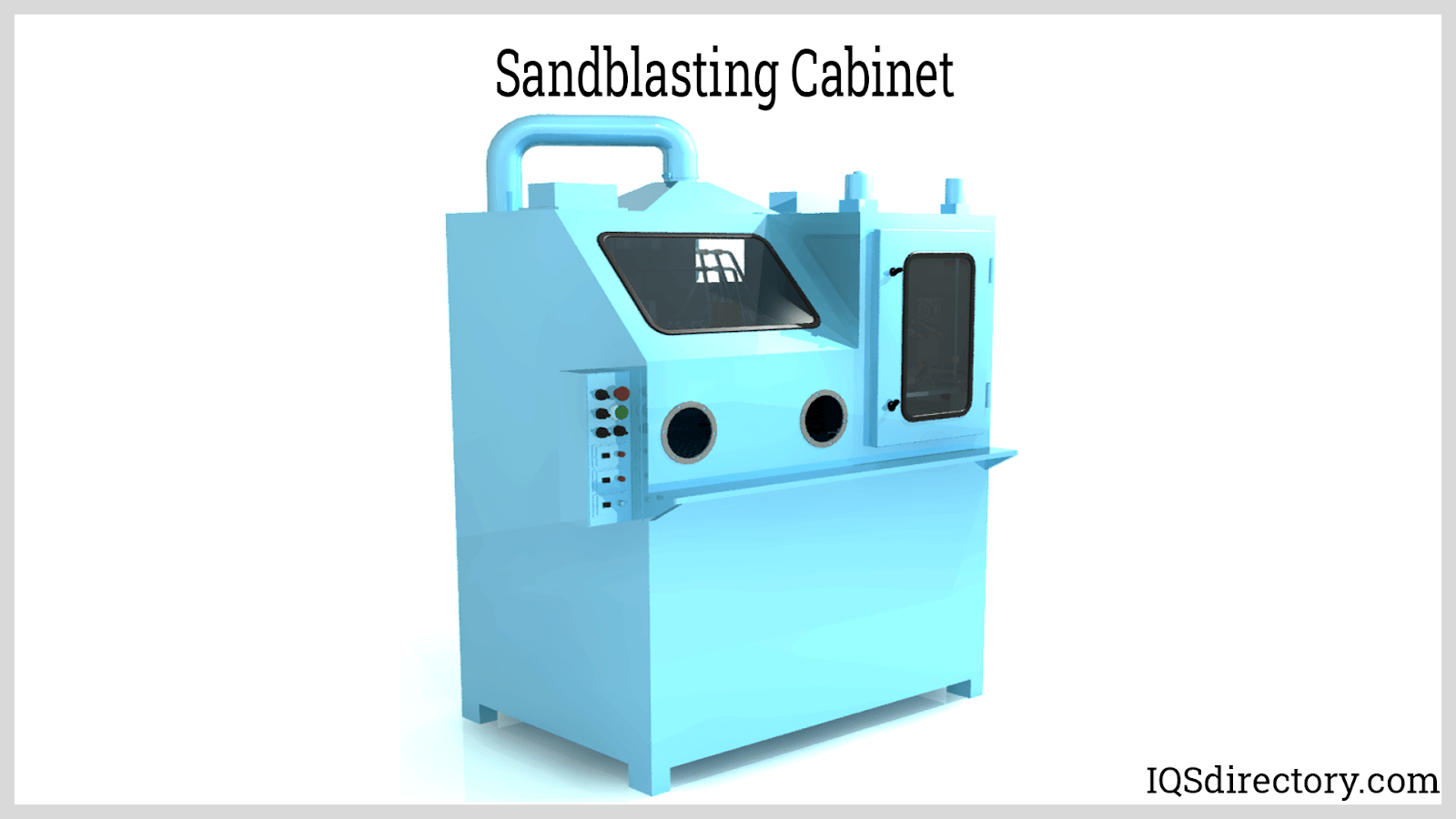
povrchová úprava může být dokončena pískováním, tryskáním nebo jinými metodami obrábění.
povrchová úprava povrchové úpravy
rozsah povrchových úprav investičních litých výrobků zahrnuje ochranu proti korozi a odolnost proti korozi zvyšující leštění a chemické ošetření. Povrch investiční lité části se může lišit v závislosti na stupni slitiny a produktu. Typy léčby zahrnují:
- eloxování
- elektrolytické leštění
- Vibrační leštění
- pasivace
- čirý chemický filmový povlak
- zinkování
- Barrel dunění
- práškové lakování
- elektrolytický niklový povlak
- malba
získejte svou společnost uvedenou níže
přední výrobci a dodavatelé
Kapitola tři typy investičního lití
ačkoli investiční lití nebo odlévání ztraceného vosku bylo používáno po tisíce let, došlo k inovace, které přispěly k efektivitě procesu. Varianty jsou navrženy tak, aby zlepšily způsob vývoje vzoru a řešení použití vosku. Celkový termín používaný pro odlévání ztraceného vosku je odlévání odpařovacího vzoru, protože materiál použitý k vytvoření vzoru je odstraněn nebo odpařen.
ačkoli tyto alternativní metody vytvářejí vzory alternativními způsoby, mají podobnost s investičním litím a lze je považovat za odnože nebo variace. Hlavní rozdíly ve variantách jsou materiály použité k vytvoření vzoru nebo vytvoření vzoru.
typy investičního lití
ztracené lití pěny
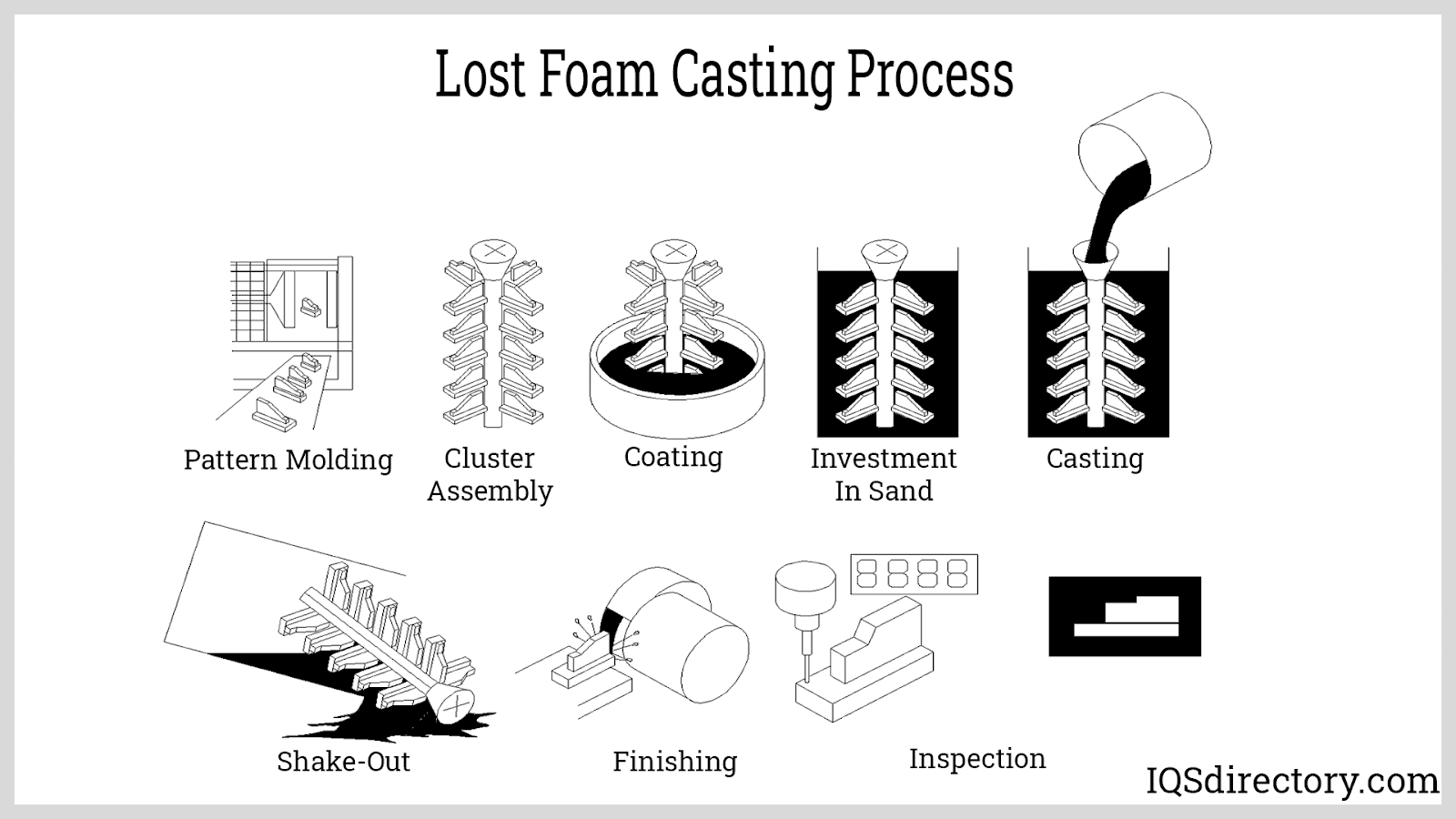
ztracené lití pěny získalo popularitu jako náhrada za investiční lití díky své schopnosti zapadnout do hromadné výroby a automatizovaných procesů. Způsob odlévání ztracené pěny je nedávným přírůstkem odpařovacího lití. Byl vyvinut H. F. Shroyerem v roce 1958 jako proces, který používá polystyrenovou pěnu umístěnou v lití písku.
stejně jako v investičním lití se k vytvoření vzoru používá hliníková matrice. Polystyrenové kuličky se umístí do formy nebo matrice a zahřívají se párou; to způsobí, že se kuličky roztaví a získají tvar formy. Jak se kuličky zahřívají, rozšiřují se a předpokládají obrysy a rozměry matrice.
jednotlivé vzory jsou připevněny ke sprue nebo běžci a postříkány žáruvzdorným povlakem z keramického materiálu. Potažená forma je umístěna ve odvzdušněné nádobě, která je naplněna pískem, aby ji udržovala na místě. Když se roztavený kov nalije do nádoby, polystyren se odpaří, čímž se vytvoří prostor pro roztavený kov.
v některých případech nemusí být vzory tvarovány v matrici, ale mohou být ručně vyřezávány. Pomocí strojního nebo tvarového nástroje lze polystyren řezat, tvarovat a konfigurovat na požadované rozměry obrobku. Tento typ tvorby vzorů se používá pro jednorázové díly nebo prototypy.
Lost foam casting je výrobní proces používaný k vytváření ozdobných, dekorativních a složitých kovových konfigurací, tvarů a návrhů a může být použit inženýry k vytvoření trojrozměrných ztvárnění jejich konceptualizací.
přímé investiční lití
přímé investiční lití se liší od tradičního investičního lití, které se označuje jako nepřímé investiční lití, podle toho, jak je vzor vytvořen. Při nepřímém lití se vzor vytvoří v matrici, aby se vytvořila vosková reprezentace. Několik voskových duplikátů je připojeno k sprue nebo běžci, ponořeno do keramického roztoku, ponořeno do štuku a odparafinováno, aby se vzorek naplnil roztaveným kovem, aby se vytvořilo několik verzí komponenty.
přímé odlévání se liší způsobem, jakým je vzor vytvořen a předtvarován pomocí různých technik. První z těchto technik je vyřezávání vzoru ručně nebo strojem a vytvoření jedné verze, která je zpracována metodou ztraceného vosku. Tento proces se používá pro výrobu prototypu, posuzování rozměrů nebo pro krátké běhy hotových dílů.
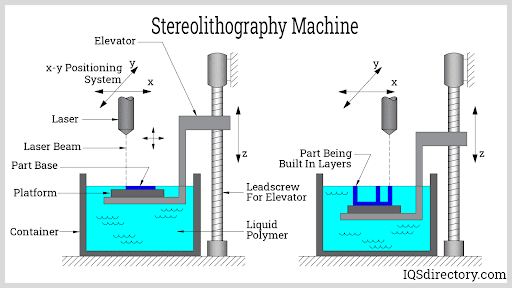
zavedení computer assisted drafting (CAD) vedlo k technologické metodě pro vytvoření vzoru. Při použití CAD je zkonstruováno a navrženo trojrozměrné znázornění obrobku. Stejně jako u CNC stroje je návrh naprogramován do optického výrobního stroje stereolitografie (STL), který vytváří trojrozměrné znázornění vzoru pomocí vstupních dat.
v podstatě je STL způsob výroby pevného tvarovaného tvaru pomocí fotosenzitivního kapalného polymeru a směrovaného laserového paprsku. Výroba se provádí ve vrstvách, přičemž jedna vrstva se přidá na předchozí vrstvu, aby se postupně a pomalu vytvářel a tvaroval trojrozměrný geometrický design. Reprezentace STL je vidět na obrázku níže.
vodní sklo investiční lití
vodní sklo investiční lití je proces, který se běžně používá v Číně. V investičním lití vodního skla se vodní sklo používá jako pojivo pro skořápku místo ethylsilikátu. Tento proces vznikl v Rusku v padesátých letech a má výhody materiálových nákladů a výrobního cyklu.
povrchové úpravy odlitků z vodního skla jsou srovnatelné s litím, které používá technologii odlévání křemičitého sol, protože zabraňuje vadám, které se vyskytují v tradiční technologii skořepiny. Proces, provoz a parametry odlitku vodního skla jsou méně komplikované a mohou být dokončeny netrénovanými, obecnými pracovníky; to zlepšuje výrobu a efektivitu.
Kapitola čtyři-kovy používané v investičním lití
investiční lití je velmi univerzální kovoobráběcí proces, který se používá k tvarování tvarovek, automobilových dílů, námořního hardwaru a potravinářských strojů. Existuje široká škála kovů, které lze použít pro investiční lití, které mají různé vlastnosti, aby bylo možné využít pestrou škálu aplikací.
všechny železné a neželezné kovy lze tvarovat a konfigurovat pomocí investičního lití. Z odrůd železných kovů jsou nejpoužívanější tvárné litiny, uhlíkové a legované oceli a vybrané druhy nerezové oceli. Lze použít neželezné kovy, jako jsou slitiny mědi, hořčík a hliník, přičemž nejoblíbenější je hliník.
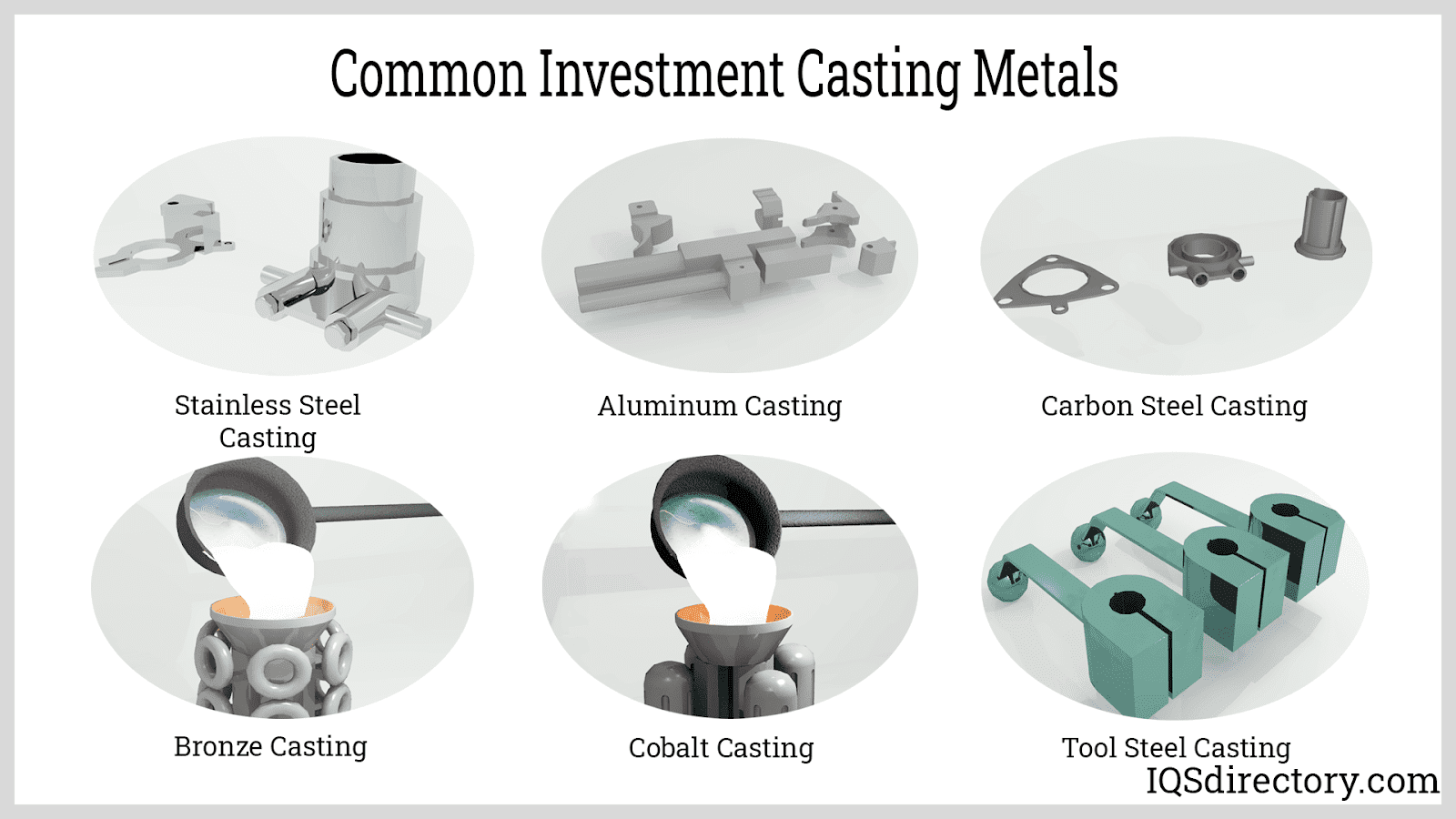
kovy používané při investičním lití
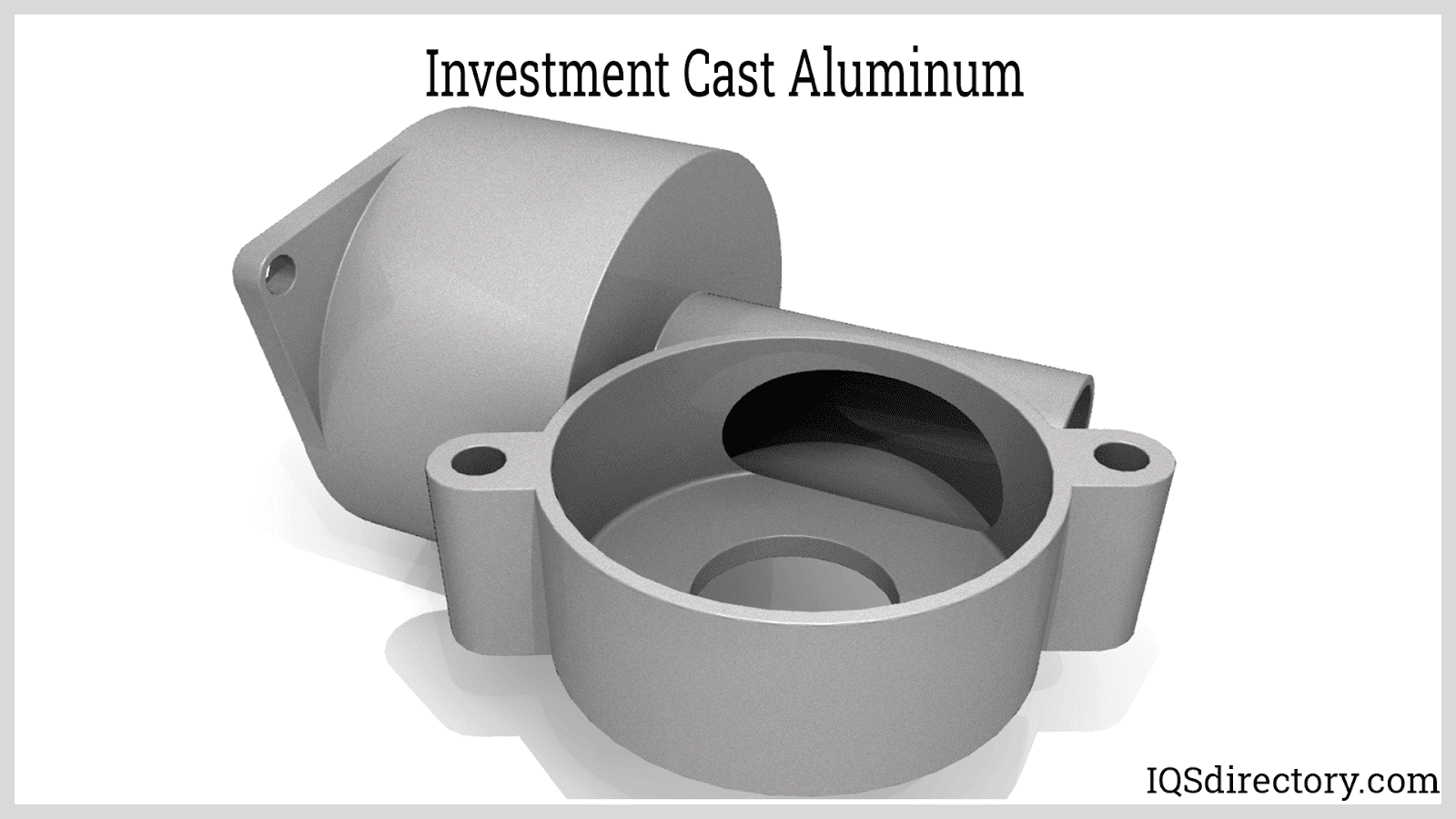
hliníkové slitiny
hliníkové slitiny pro investiční lití mají hustotu 2,7 g / cm3 nebo mírně vyšší. Typy dílů vyrobených z hliníku z investičního lití zahrnují části letadel a motorů. Hliníkové slitiny A-356, A-357, C-355 A F-357, které obsahují křemík, hořčík, železo a zinek, jsou nejpoužívanějšími slitinami. Komponenty vyrobené z hliníku mají odolnost proti korozi a svařitelnost a některé mají výjimečnou pevnost.
nerezová ocel
nerezová ocel je železný kov, který obsahuje chrom, který poskytuje přidanou ochranu proti skvrnám a korozi. Existuje několik typů nerezové oceli, přičemž každý typ nebo stupeň má příznivé vlastnosti. Změny v nerezové oceli jsou způsobeny chemickým složením jejích slitin. Nerezová ocel je ideálním kovem pro součásti, které jsou vystaveny prostředí s vysokými teplotami nebo kapalinami.
hlavní třídy nerezové oceli používané pro investiční lití jsou řady 300 a 400. Austenitická nerezová ocel řady 300 má vynikající odolnost proti korozi, ale tepelným zpracováním nezískává pevnost. Nerezová ocel řady Martensitic 400 má výjimečnou pevnost a obrobitelnost a může být Kalena kalením a popouštěním, což také zvyšuje její pevnost.
uhlíková ocel
uhlíková ocel je jednou z lepších možností pro produkty investičního lití, protože může pracovat ve vysokotlakých podmínkách, je odolná proti opotřebení a má výjimečnou pevnost, houževnatost a prokalitelnost. Vlastnosti uhlíkové oceli jsou určeny množstvím uhlíku, který obsahuje, což zvyšuje jeho tvrdost a pevnost během tepelného zpracování.
střední a nízkouhlíkové oceli jsou typy, které se nejvíce používají pro investiční lití. Střední Uhlíková ocel má tažnost, pevnost a odolnost proti opotřebení a může být Kalena a temperována tepelným zpracováním. Nízkouhlíková ocel může být snadno tvarována, ale není posílena tepelným zpracováním.
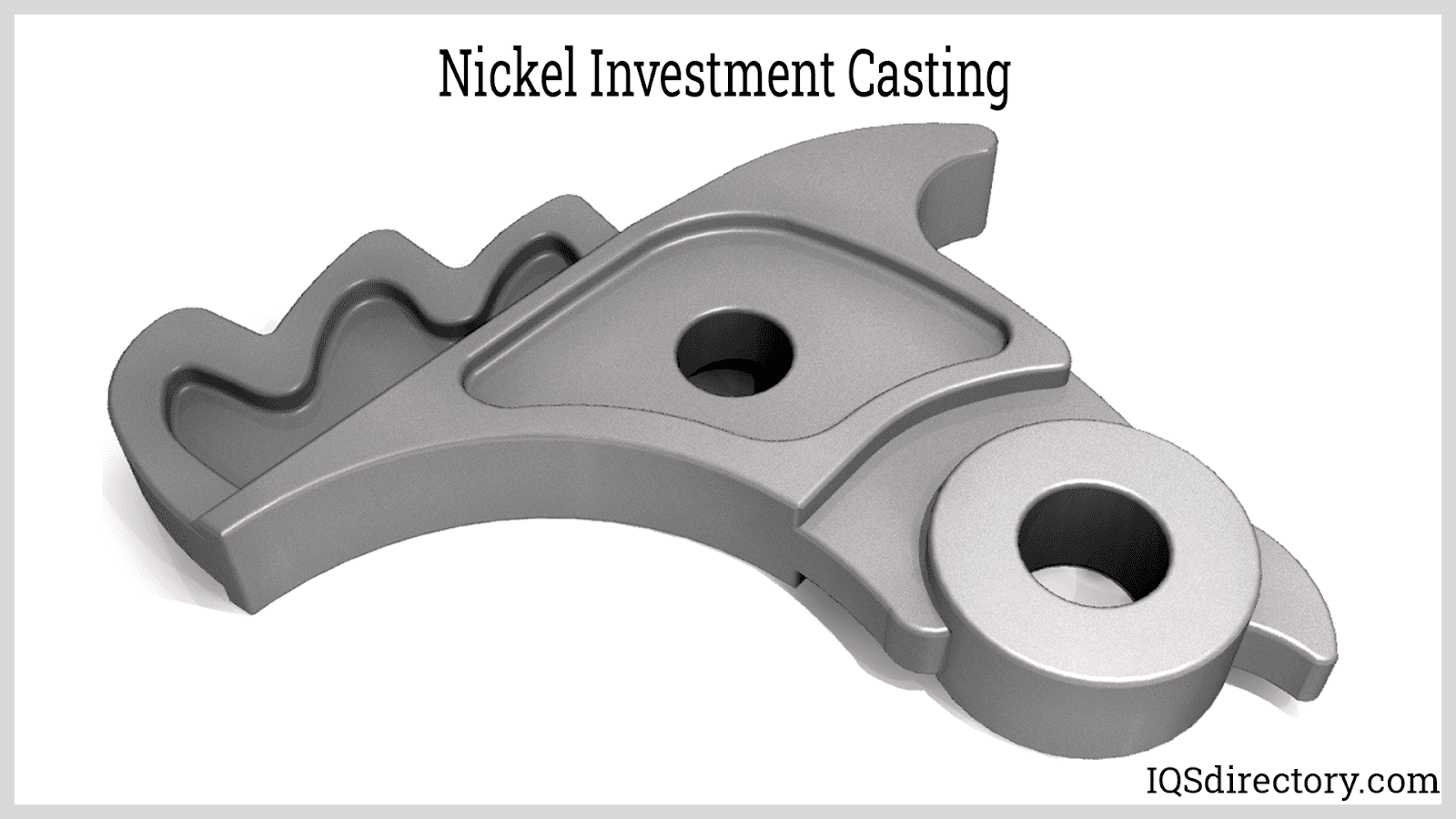
slitiny niklu
slitiny niklu mají vysokou pevnost a jsou odolné vůči teplu, korozi a opotřebení. Mohou být svařeny a vyrobeny a jsou odolné proti praskání nebo korozi. Hlavní použití investičních odlitků z niklové slitiny je za podmínek, kdy jsou vysoké teploty a korozivní prvky.
Popularita investičních odlitků z niklové slitiny je způsobena jejich těsnými tolerancemi a výjimečně hladkými povrchovými úpravami, jakož i jejich schopností zpracovávat ve složitých a složitých tvarech. Z různých investičních lití kovů jsou slitiny niklu nákladově efektivním řešením.
slitiny mědi
slitiny mědi mají odolnost proti korozi, tepelnou vodivost a houževnatost. Používají se v investičním lití díky své snadné odlévatelnosti. Slitiny mědi jsou obrobitelné s vynikajícími mechanickými vlastnostmi, stejně jako odolnost proti tření a opotřebení. Typy slitin mědi používaných pro investiční lití zahrnují řady C-84500, C-85800, C-86000, C-87000, C-90000 a C-95000. Široká škála slitin poskytuje dostatečný výběr pro výběr správné slitiny pro jakoukoli aplikaci.
slitiny kobaltu
slitiny kobaltu mají vysokou pevnost a odolnost proti teplu a opotřebení. Mají přirozenou odolnost proti oxidaci s mimořádně vysokou teplotou tání, díky které jsou ideální pro korozivní a chemicky nabité prostředí. Slitiny kobaltu mají odolnost proti tečení a odolnost proti tepelné únavě pro vysokoteplotní aplikace.
různé slitiny kobaltu obsahují kombinace chrómu, niklu, wolframu a molybdenu; tím se mění jeho vlastnosti a typ odporu. Slitiny kobaltu používané pro investiční lití zahrnují čísla 6, 21, 25, 31 a 93.
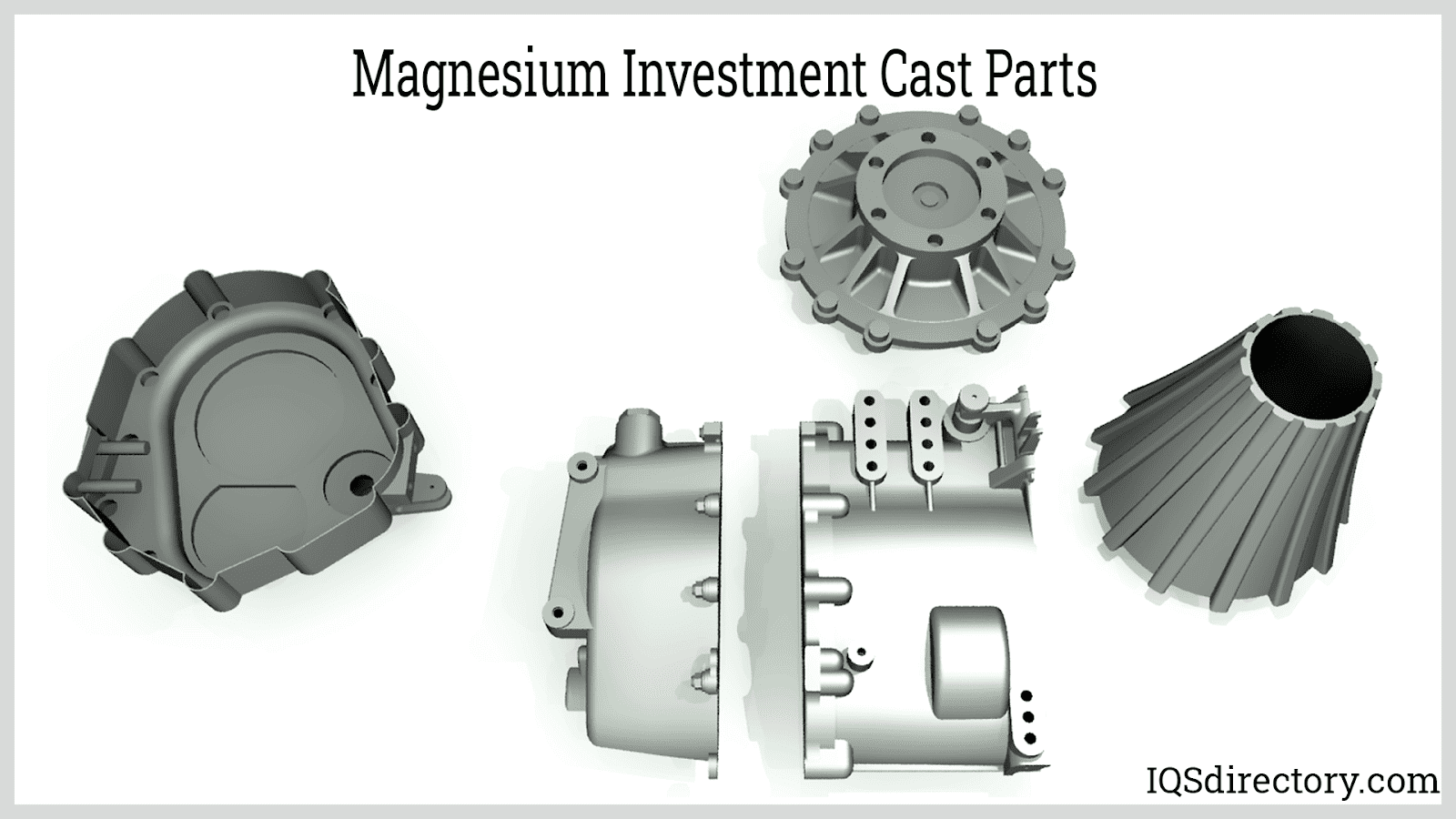
hořčík
po několik let bylo obtížné odlévat hořčík pomocí investičního lití kvůli skutečnosti, že roztavený hořčík reaguje s pláštěm křemičité formy. Nedávno byl zaveden inhibitor; to umožňuje použití hořčíku v investičním lití.
hořčík je lehký a má vynikající poměr pevnosti k hmotnosti. Je univerzální a je dodáván v široké škále slitin, které zahrnují AZ91D a AM60B se slitinami AZ81, AM50A AM20, AE42 a AS41B používanými pro jejich odolnost proti tečení a vysokoteplotní aplikace.
Kapitola pátá-výrobky z investičního lití
investiční lití je velmi populární metoda pro výrobu široké škály dílů a součástí. Proces investičního lití umožňuje flexibilitu návrhu pro vytváření složitých a složitých součástí z obrovského výběru kovů a slitin.
jednoduchost investičního lití umožňuje vysoké výrobní běhy s mimořádně přesnou rozměrovou konzistencí. Původním důvodem, proč bylo odlévání odtaženo z temných dob do 20. století, byl vývoj proudového motoru ve 40. letech, který neumožňoval žádné nesrovnalosti nebo nedokonalosti jeho součástí. Právě tento aspekt investičního lití z něj učinil nezbytnou součást výroby 21.století.
výrobky vyrobené z investičního lití
Aerospace
Aerospace byl prvním průmyslovým odvětvím, které se spoléhalo na investiční lití jako způsob výroby dílů s výjimečnými tolerancemi a povrchovými úpravami. K výrobě letových komponentů se používá široký sortiment kovů a investiční lití poskytuje potřebný výběr kovů. Při použití jakéhokoli kovu vytváří investiční lití přesné díly s minimálními materiály a omezeným plýtváním energií.
letecké komponenty musí odolat extrémnímu počasí, kolísajícímu tlaku a různým formám provozního opotřebení; to vyžaduje, aby měly vynikající trvanlivost. Proces investičního lití má nezbytnou konzistenci, přesnost a pevnost v tahu, aby splňoval a překračoval požadavky. Jeho hlavní výhodou pro letecký průmysl je jeho přesnost, což umožňuje, aby se vzájemně propojené díly rychle a snadno přizpůsobily.
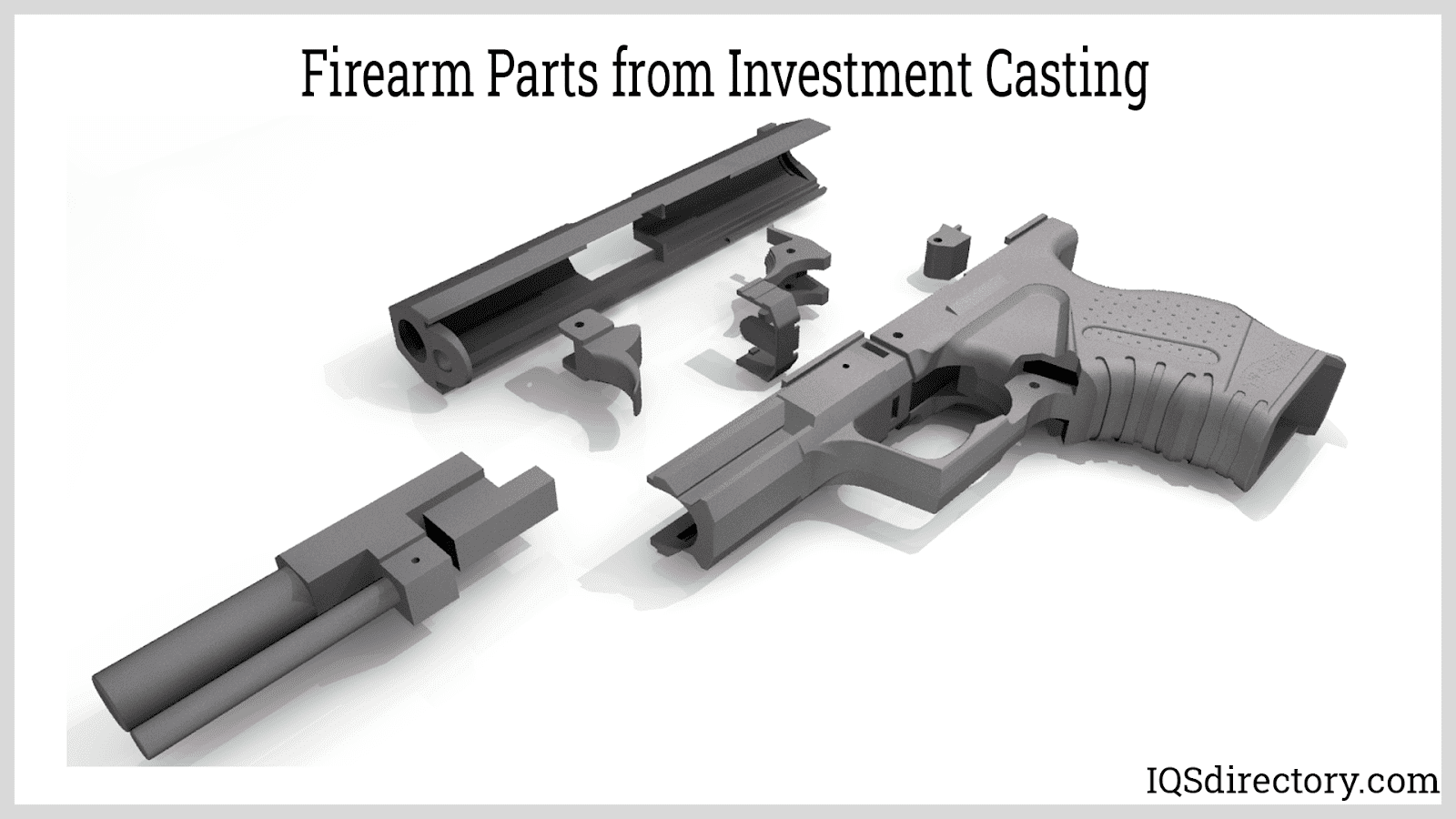
střelné zbraně
výrobci střelných zbraní spoléhají na investiční odlévání, protože jim umožňuje svobodu vyvíjet a implementovat jedinečné vzory. Výroba střelných zbraní vyžaduje přesnost a přesnost, a části investičního odlitku poskytují čisté tvary, které lze vyrobit z výběru slitin.
investiční lití minimalizuje množství kovu, které musí být během dokončovacího procesu odstraněno. Pomocí CNC obrábění jsou výrobci schopni vyrábět jednotné díly s malou variací za nízkou cenu.
lékařské a zubní
lékařské a zubní obory vyžadují nástroje a komponenty s největší přesností, aby splňovaly těsné tolerance a rozměrové požadavky. Chirurgické nástroje, implantáty, stroje, nosítka a invalidní vozíky jsou vyráběny pomocí investičního lití.
životní potenciál investičních odlitků činí jejich správnou výrobu kritickou. Každé zařízení musí být nejvyšší kvality.
zámky
hlavním požadavkem na zámky je, aby byly odolné a odolné. Investiční lití umožňuje výrobu specializovaných zámků i běžných zámků pro domácí použití. Potřeba zámků pro přesné pletivo vyžaduje, aby jejich odlévání bylo přesné až do nejmenších detailů.
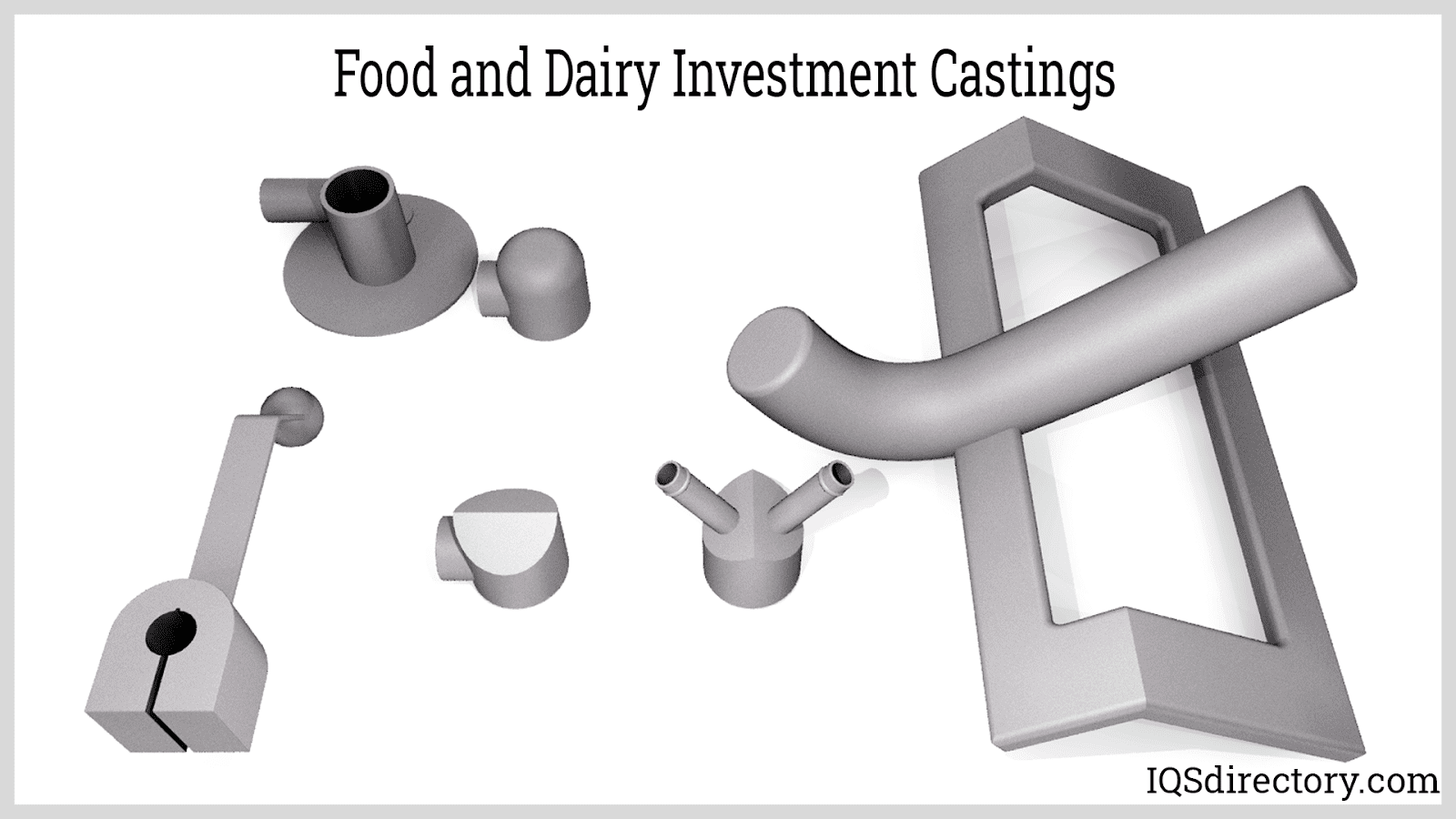
potraviny a mléčné výrobky
široký sortiment zařízení se používá k výrobě všech potravin, které jíme. Tyto obrovské stroje se při výrobě svých součástí a dílů spoléhají na investiční lití. Komponenty pro potravinářský průmysl jsou vyrobeny z nerezové oceli nebo speciálních slitin kvůli potřebě přesnosti a trvanlivosti. Kráječe masa, zařízení na zpracování drůbeže, části strojů na výrobu ledu a grily a ohřívací stroje mají díly a kusy vyrobené z investičního lití.
výkon kapaliny
výkon kapaliny přenáší energii pomocí plynů nebo tekutin. Tento proces zahrnuje použití hydraulického a pneumatického zařízení, které přeměňuje energii na použitelnou formu. Typy požadovaných součástí zahrnují části kulových ventilů, části parního lapače, oběžná kola, části jehlových ventilů, části kompresoru a součásti čerpadla. Stejně jako potravinářský a mlékárenský průmysl používá tekutý energetický průmysl nerezovou ocel, hliník a některé speciální kovy.
Kapitola šestá-výhody investičního lití
existuje mnoho možností pro výrobu kovových dílů. Každá z možností má své výhody, pokud jde o výrobu, kvalitu a přesnost. Z dostupných procesů se technologie investičního lití stala procesem výběru pro výrobu přesných dílů s vynikajícími povrchovými úpravami. Díky nízkým nákladům, volnosti designu a neomezenému množství je investiční lití ideálním procesem pro moderní výrobu dílů.
mnoho výhod investičního lití z něj učinilo proces výroby kovů číslo jedna pro průmyslové a komerční výrobky.
výhody investičního lití
flexibilita designu
Svoboda designu je zvláště důležitá pro složité a složité části, které mohou mít více vnitřních a vnějších tvarů. Investiční lití není omezeno velikostí, tloušťkou nebo konfigurací. Má schopnost přizpůsobit se a posunout se, aby splnil jakoukoli výzvu.
přísnější tolerance
z mnoha výhod investičního lití jsou nejdůležitější těsnější tolerance. Když je část zkonstruována, musí být vyrobena tak, aby přesně splňovala specifikace konstrukce tak, aby se snadno integrovala s jinými díly. Většina investičních odlitků splňuje tolerance lití (CT) pěti nebo šesti.
povrchové úpravy
investiční lití vytváří vynikající povrchové úpravy, které po dokončení výroby vyžadují jen málo. Typy povrchových úprav, které proces produkuje, jsou funkcí, pro kterou je slavný. Kvalita povrchových úprav daleko převyšuje kvalitu jiných odlévacích procesů. Žádný jiný způsob výroby nemůže odpovídat kombinaci těsných tolerancí a výjimečných povrchových úprav nalezených v investičním lití.
vady
každý vedoucí výroby vám řekne, že vady jsou jádrem zpoždění výroby a mzdových nákladů. Vady vzniklé ve výrobním procesu vytvářejí odpad, vyžadují další obrábění a pomalé výrobní běhy. Tyto nevýhody nejsou součástí investičního lití. Každý kus vyrobený tímto procesem je bezchybný a nevyžaduje žádnou formu sekundárního zpracování.
když je část extrahována ze skořápky, má hladký, rovnoměrný povrch a je připravena k zabalení a odeslání.
odpad
dalším významným nákladem, který je zahrnut do každého výrobního procesu, je odpad, materiál, který zůstane po dokončení výroby. Investiční lití vyžaduje po dokončení výroby velmi málo, což drasticky omezuje množství produkovaného odpadu. Nedostatek odpadu má mnoho výhod, včetně nižších výrobních nákladů, mzdových nákladů a rychlejších obratů.
součástí nedostatku odpadu je odstranění potřeby specializovaných zařízení, jako jsou Odhrotovací stroje, těžké brusky a různé řezné nástroje. Dalším faktorem jsou nižší náklady na energii, zvýšená účinnost a mimořádně hospodárná výkonnost společnosti.
množství
neexistuje žádné omezení na množství dílů, které mohou být vyrobeny pomocí investičního lití. Od velmi malých běhů po ty, které jdou do tisíců, může investiční lití vyrábět díly rychle a bezchybně. Díly, které váží 0.1 kg nebo ty, které váží stovky kilogramů, lze vyrobit a dokončit pomocí investičního lití.
kovy
každá forma kovu a slitiny může být tvarována a zpracována pomocí investičního lití. Je to rys procesu, který z něj činí metodu číslo jedna pro výrobu součástí zařízení. Na rozdíl od jiných metod lití může investiční lití pracovat s jakoukoli formou roztaveného kovu a vytvořit tak spolehlivou a užitečnou součást.
jemné detaily
je obtížné najít proces odlévání, který může vyrábět komponenty s minutovými a miniaturními detaily. Tento konkrétní atribut investičního lití je důvodem, proč byl vybrán na podporu leteckého průmyslu a byl použit při vývoji prvního proudového letadla. Jak se společnost pohybuje hlouběji do věku technologie, bezchybné části a přesné rozměrové tolerance budou stále důležitější.
od počátečního vzoru po keramickou skořepinu až po odříznutí dílů je každý krok procesu investičního lití navržen tak, aby s přesností vytvářel složité a přesné detaily.
environmentální povědomí
jedním z klíčových principů motivujících moderní podnikání je udržitelnost. To je zřejmý přínos v procesu investičního odlévání. Vzory, vosk, keramická kaše a štukové povlaky lze používat znovu a znovu bez vytváření odpadu. Právě tento aspekt procesu z něj učinil tak populární způsob výroby.
Kapitola sedm-faktory, které ovlivňují rozměrovou přesnost v investičním lití
existuje několik faktorů, které ovlivňují kvalitu a přesnost investičních odlitků. Hlavními úvahami jsou struktura součásti, odlévací materiál, tvarování, výroba skořepin a lití. Jakákoli chyba v procesu může mít vliv na rychlost smrštění, což by vedlo k odchylkám v rozměrech.
prvním vlivným krokem v procesu je vytvoření voskového vzoru; musí být vyroben s velkou přesností a přesností.
vliv rozměrová přesnost v investičním lití faktory
struktura lití
struktura lití je ovlivněna tloušťkou stěn součásti. Pokud jsou příliš silné, mohou zvýšit rychlost smršťování. Pokud je tloušťka stěny příliš nízká, vzniká opačný efekt. Volná systolická rychlost, která je příliš velká, může smrštění zablokovat a zmenšit.
licí materiál
stejně jako u každé formy lití má materiál významný vliv na výsledky lití. Nízký obsah uhlíku snižuje rychlost smršťování.
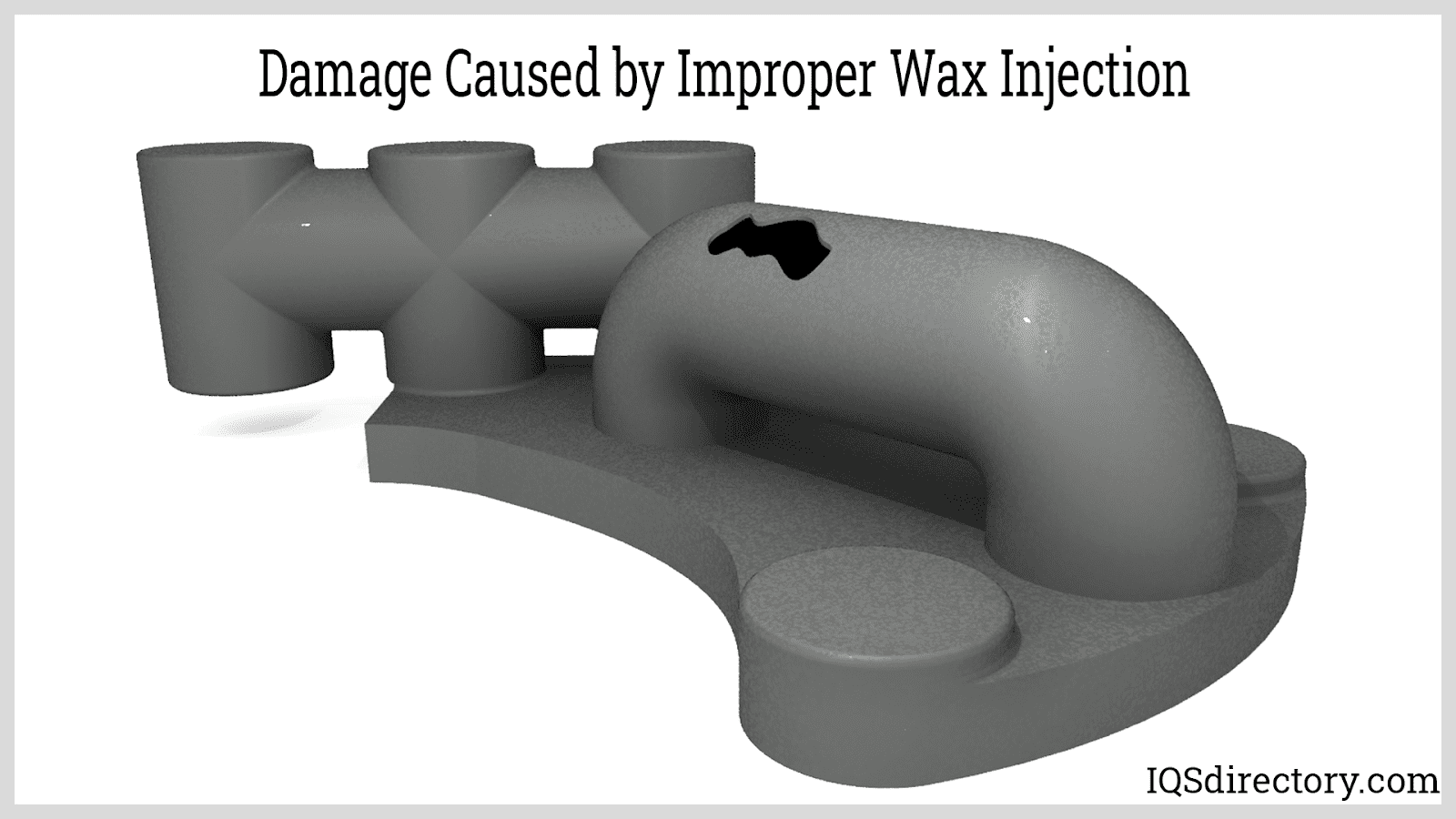
teplota vstřikování vosku
vstřikovací tlak a teplota jsou dva velmi zřejmé faktory, které ovlivní výsledky procesu lití.
Shell
typ materiálu zvolený pro výrobu pláště může mít vliv na rychlost smrštění. Některé materiály, jako je zirkonový písek, mají malý koeficient roztažnosti a jsou ideální pro tento proces.
zahřívání pláště
nesprávné zahřívání pláště může mít negativní účinek a vést k malé expanzi pláště.
lití
teplota lití je teplota, při které roztavený kov vstupuje do bran. Pokud je teplota příliš vysoká, způsobí na vnitřní struktuře vady, jako jsou hrubá zrna. Nízká teplota ovlivňuje tekutost roztaveného kovu. Doporučená teplota je 1650° C (3002° F).
hlavním problémem nesprávné teploty lití je smrštění. Teplota nalévání by měla být udržována konstantní, aby se snížilo smrštění. Vyšší teplota nebude vyžadovat více energie, ale bude produkovat přesnější a přesnější díly.
závěr
- investiční lití je proces obrábění kovů, který používá keramickou skořepinu postavenou na voskovém vzoru vyrobeném z hliníkové zápustky k výrobě dílů s mimořádně rovnoměrným a hladkým povrchem.
- proces investičního lití produkuje díly s minimálním odpadem a spotřebou energie a bez nutnosti po dokončení lití.
- investiční lití, známé také jako proces ztraceného vosku nebo cire perdue ve francouzštině, se používá jako metoda zpracování kovů po tisíce let.
- přestože se investiční lití, odlévání ztraceného vosku, používá již tisíce let, došlo k inovacím, které přispěly k efektivitě procesu.
- investiční lití je velmi univerzální kovoobráběcí proces, který se používá k tvarování tvarovek, automobilových dílů, námořního hardwaru a potravinářských strojů.
nechte svou společnost uvést níže