investering gjutning
kontakta företag
fyll i följande formulär för att skicka en offertförfrågan till något av följande företag som är noterade på
få ditt företag listat på denna Power-sida
Inledning
denna artikel tar en djupgående titt på investeringar gjutning.
du kommer att lära dig mer om ämnen som:
- vad är investment casting?
- processen för Investeringsgjutning
- typer av Investeringsgjutning
- metaller som kan gjutas med Investeringsgjutning
- och mycket mer…
Kapitel ett – vad är Investment Casting?
Investeringsgjutning är en metallbearbetningsprocess som använder ett keramiskt skal byggt över ett vaxmönster för att producera delar med utomordentligt likformiga och släta ytor. Vaxmönstret är tillverkat av en aluminiumform.De slutliga produkterna av Investeringsgjutning är utan avskiljningslinjer, mögelhalvmärken eller andra deformiteter. Varje del är sömlös och felfri med en exceptionellt fin finish.
processen för investeringar gjutning producerar delar, komponenter och bitar med minimal avfall, användning av energi, eller behov av efter gjutning efterbehandling. Det mest utmärkande med Investeringsgjutning är noggrannheten och exceptionella toleranser för de färdiga delarna.
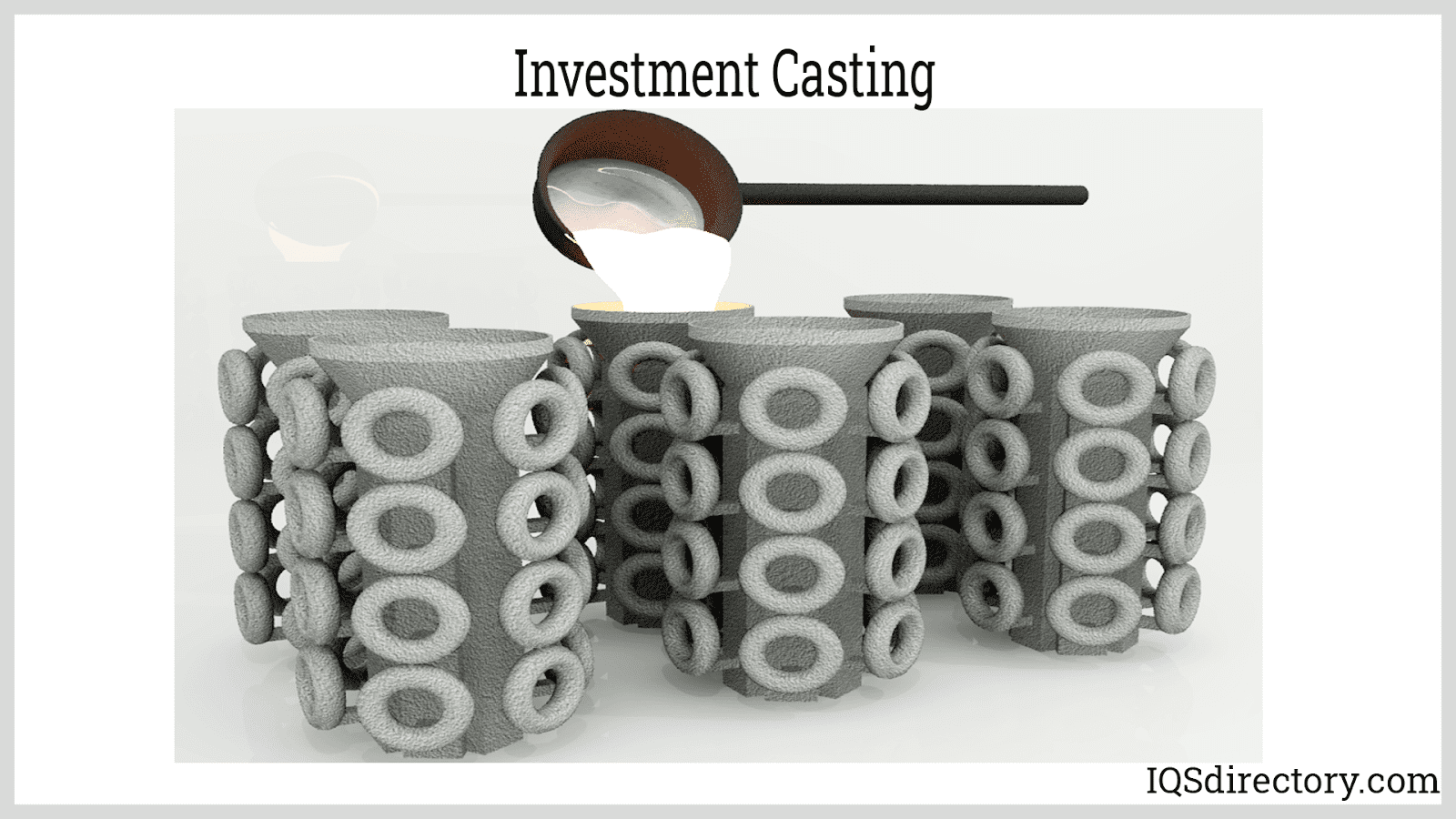
Kapitel två – Investeringsgjutningsprocessen
Investeringsgjutning, även känd som den förlorade vaxprocessen eller cire perdue på franska, har använts som en metallbearbetningsmetod i tusentals år. Det har sitt ursprung i Kina och ignorerades av modern industri fram till 20-talet när tekniken som gjorde det lättare att ta bort vaxet från gjutningen utvecklades.
under andra världskriget såg Investeringsgjutning snabb tillväxt som ett sätt att tillhandahålla exceptionellt exakta och felfria delar som inte kunde formas med traditionella metoder. Efter kriget blev det den mest använda processen för industriella applikationer som krävde komplexa och invecklade mönster.
Investeringsgjutningsprocessen
verktyg
verktyg för Investeringsgjutning avser de vaxinjektionsmönster som används för att skapa vaxmönster som ligger till grund för processen. Den kritiska faktorn i verktyget är den nödvändiga delen som ska produceras, en skillnad som bestäms av användaren. Verktyg är en del av designfunktionen och inkluderar Advanced Product Quality Planning (APQP), en metod för designplanering som utvecklades på 1980-talet.
i mitten av APQP är en undersökning av produktion och bedömning av varje steg för att förhindra fel och onödiga upprepningar. Under APQP utvärderas, konstrueras och diskuteras varje aspekt av slutprodukten så att verktyget, som inkluderar mönster och kärnor, är precisionsdesignat.
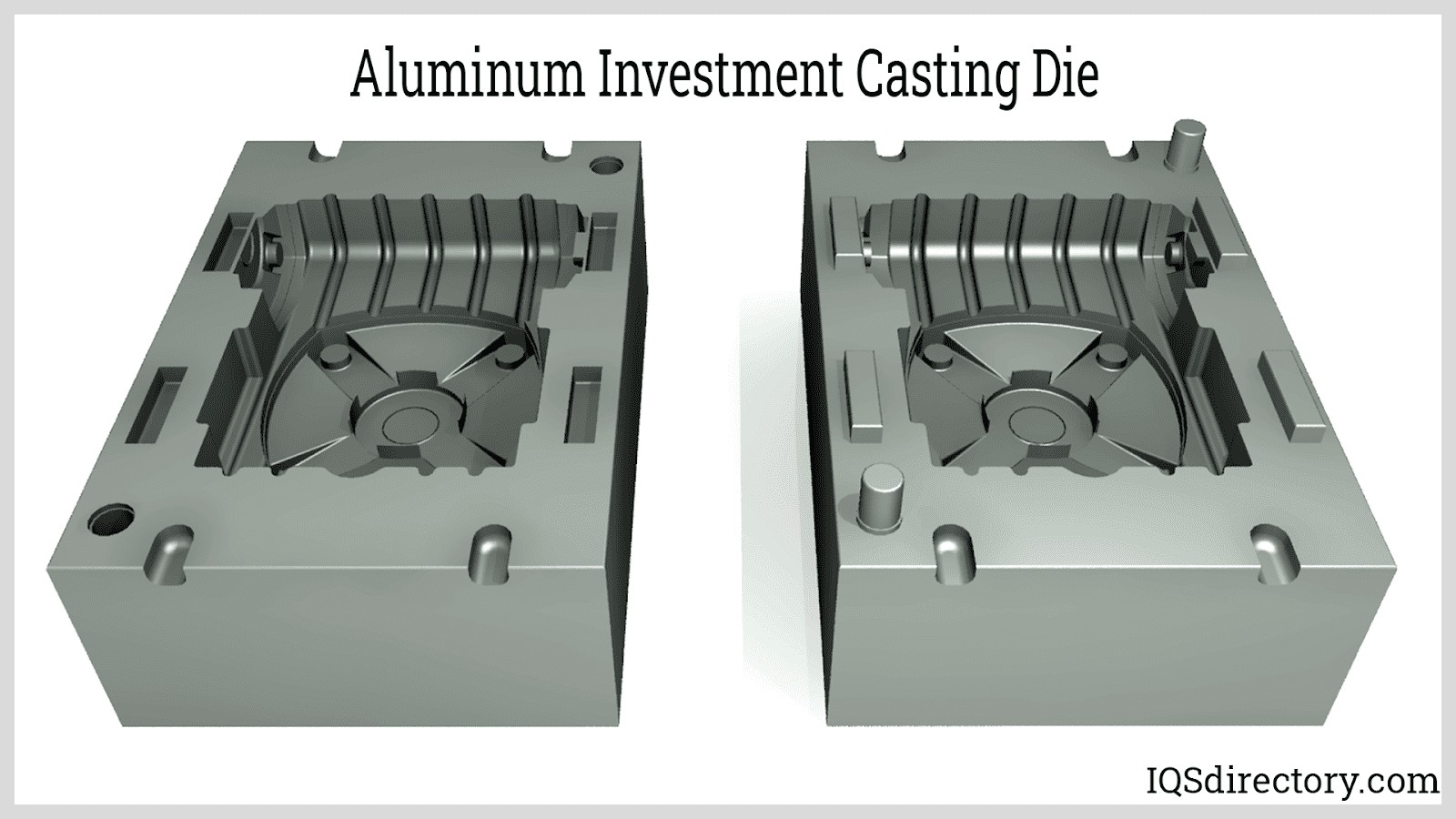
dö
munstycket är resultatet av APQP-processen. Vaxinsprutningsformar är gjorda av aluminium på grund av aluminiums termiska egenskaper som släpper ut värmen snabbt och minskar cykeltiderna. Eftersom aluminium är formbart och smidigt kan det lätt formas och formas. Formhålorna i aluminium lider inte av slitage från vaxinjektionsprocessen; detta ökar deras livslängd.
när munstycket är tillverkat kontrolleras det för läckor, sprickor, hål eller andra brister som kan påverka kvaliteten på den sista delen. Gamla dör lagras i plastpåsar i en fuktighetskontrollerad miljö och kontrolleras innan de återanvänds.
vaxer som används i Investeringsgjutning
flera typer av vaxer används för att skapa vaxmönstret. Den typ som väljs beror på flera faktorer såsom flödesegenskaper, om det kan återvinnas, dimensionella konsistenser, ytfinish och applikationens behov. Vanliga vaxer som används inkluderar fyllt mönster, icke-fyllt mönster, löpare, vattenlösligt och klibbigt.
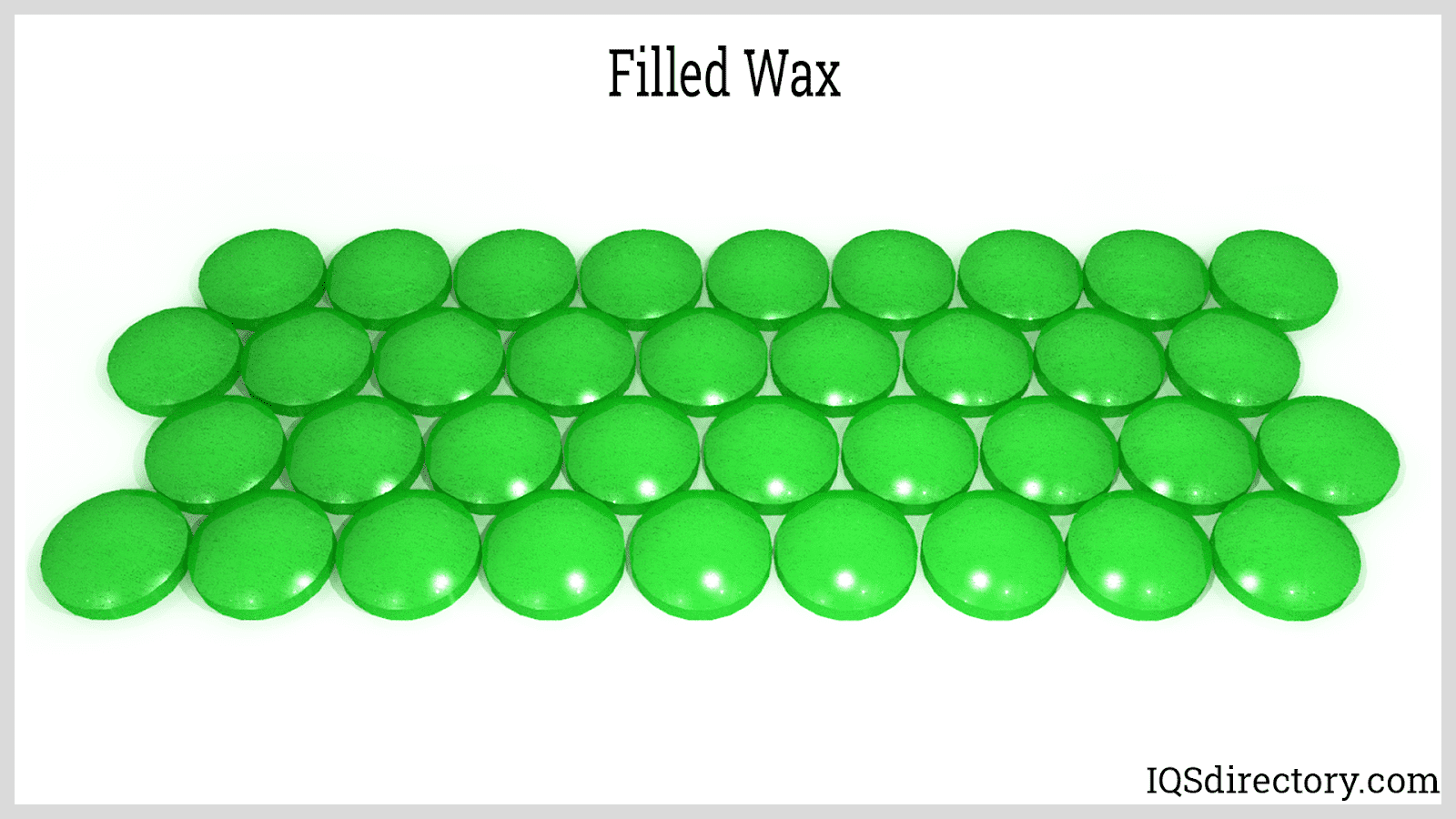
fyllt mönster
fyllda mönstervaxer har fyllmedel tillagda som lägger till Egenskaper till gjutningen som säkerställer styrka, dimensionell stabilitet, lägre termisk expansion och begränsad krympning. Fyllmedel inkluderar bisfenol, organiska ämnen, tereftalsyra och tvärbunden polystyren.
icke-fyllda
icke-fyllda vaxer innehåller fyllmedel men inte lika mycket som fyllda vaxer. De ger exceptionella mekaniska egenskaper och termisk prestanda. Icke-fyllda vaxer används för komplexa geometrier och definierade mönster.
Runner
Runner vaxer används för gjutgods som kräver utmärkt mekanisk hållfasthet med lägre viskositet. De har en låg smältpunkt och dräneras snabbt från den keramiska formen.
vattenlösligt
vattenlösligt vax används när en del har komplexa och invecklade inre mönster eller mönster där en invecklad kärna placeras inuti mönstret. När kärnan är klar placeras det vattenlösliga mönstret inuti. När mönstret svalnar löses vaxet upp.
Sticky
Sticky wax binds mönstret växer ihop under mönstermontering och skapar en lång vidhäftning för att förhindra fel under konstant hantering.
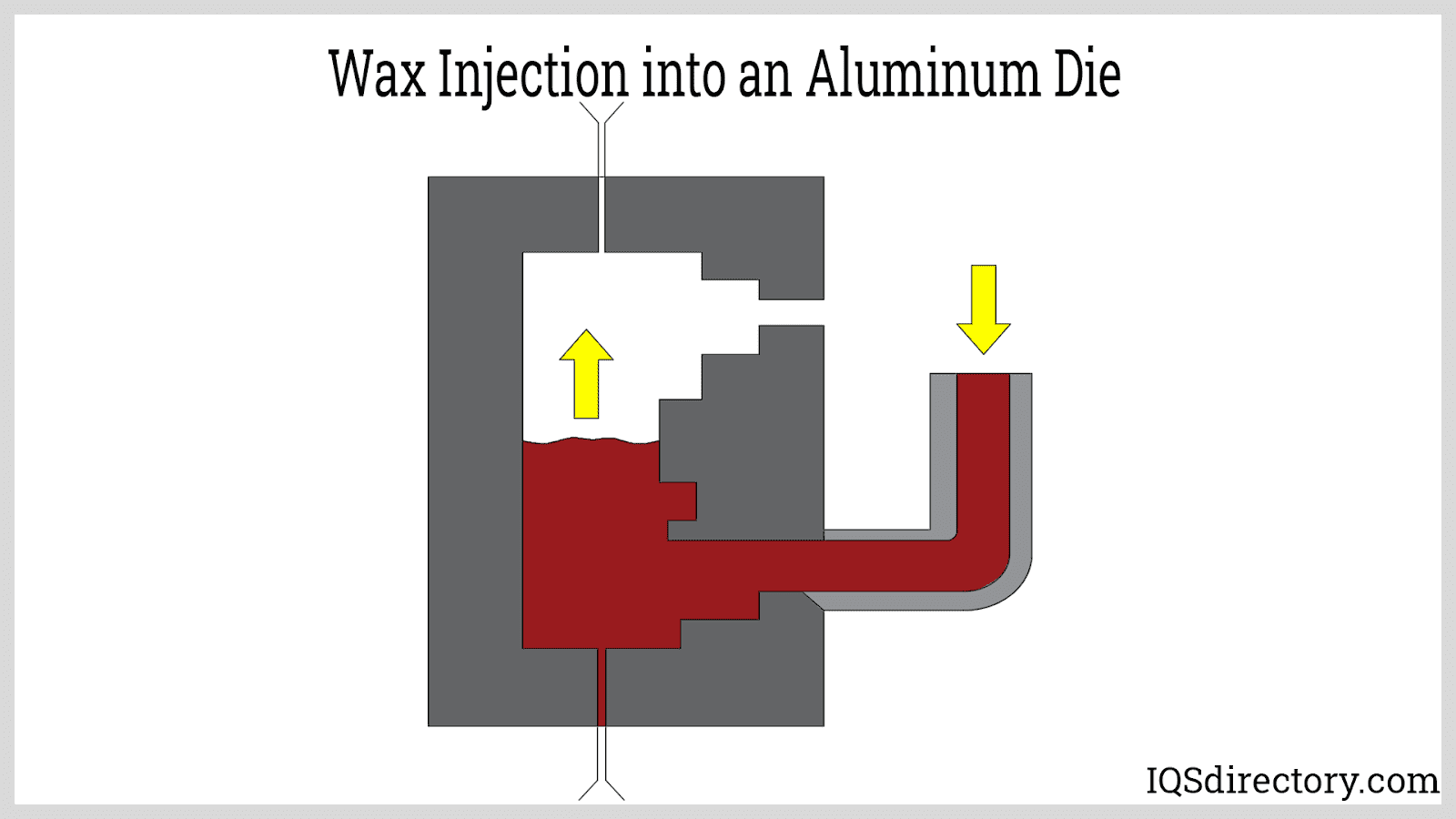
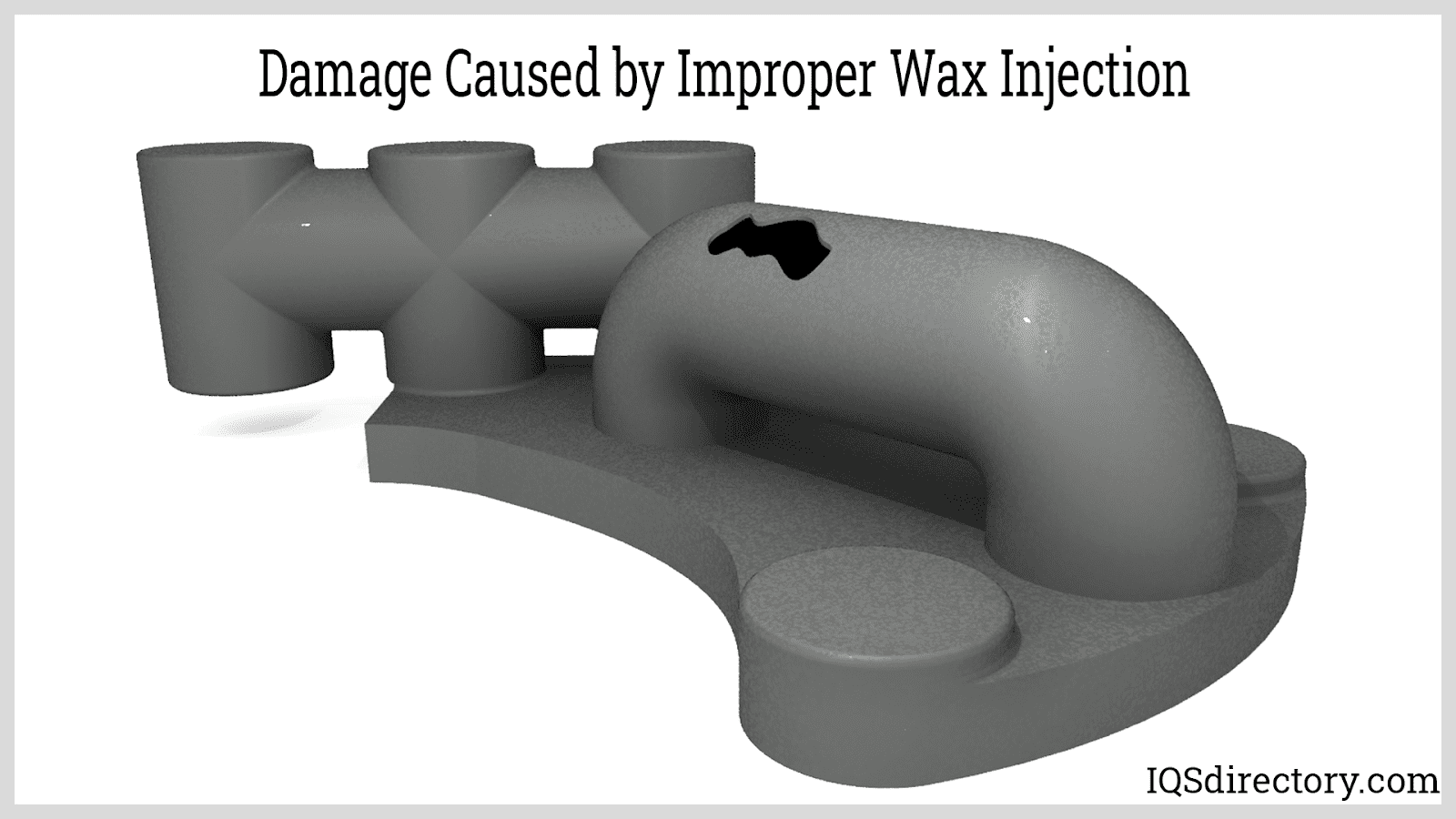
Vaxinjektion
vax injiceras i formen eller formen för att skapa mönstret. Måtten på vaxmönstret är något större än den sista delen för att ta hänsyn till sammandragningen som sker i den keramiska formen. Munstycket är fastspänt och ett injektionsmunstycke är i linje med munstyckets sprue. Granen är den väg som vaxet följer när det kommer in i formhålan.
Vaxpellets smälts i en hålltank ansluten till injektionspressen. Hålltanken agiterar ständigt för att hålla blandningen homogen. En hydrauldriven cylinder skjuter vaxet genom en uppvärmd slang in i granen och fyller formhålan.
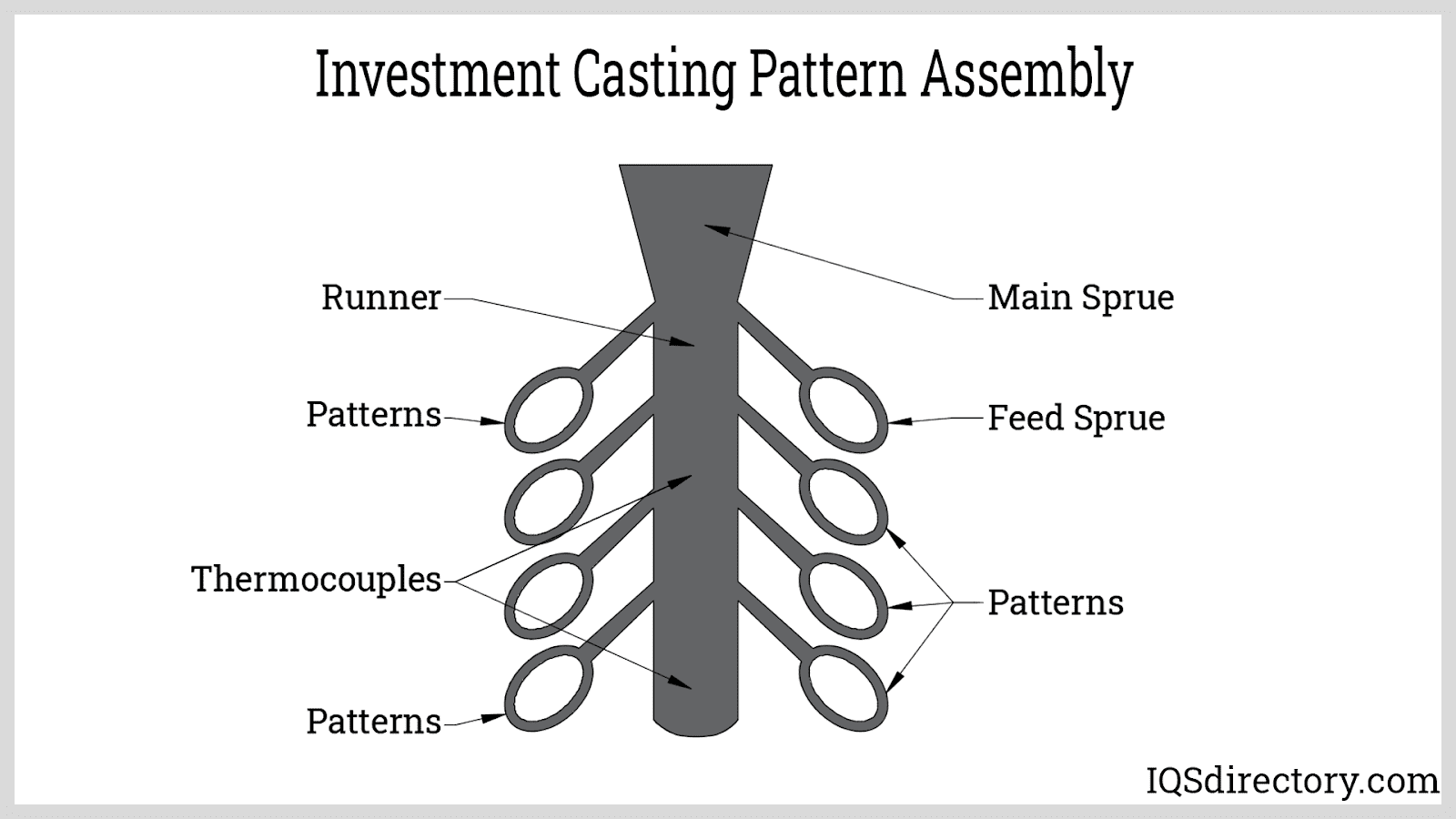
Mönstermontering
Investeringsgjutning ger hög precision och färdiga delar i stora mängder genom att montera de enskilda mönstren på en vaxlöpare som mönstren är fästa på. Bortsett från dess funktion som en metod för att hålla mönstren, fungerar vaxlöparen som metallmatningssystemet eller röret genom vilket de enskilda delarna matas smält metall under gjutning.
Vaxlöpare skapas med exakt samma metod som används för att producera mönstren. Ett metallelement är beläget i slutet av löparen runt vilken vaxet injiceras. En stift ansluten till metallelementet sticker ut och kommer att anslutas till en hängplatta senare i processen. En keramisk kopp tillsätts också för att fungera som en tratt när den smälta metallen hälls i löparen och mönstren.
mönsterportarna är anslutna till löparen genom att smälta änden på ytan, doppa den i ett smältlim, såsom det klibbiga vaxet, och trycka det på löparen. När det smälta vaxet svalnar låses det till löparen och svetsas av en liten fackla för att släta anslutningen.
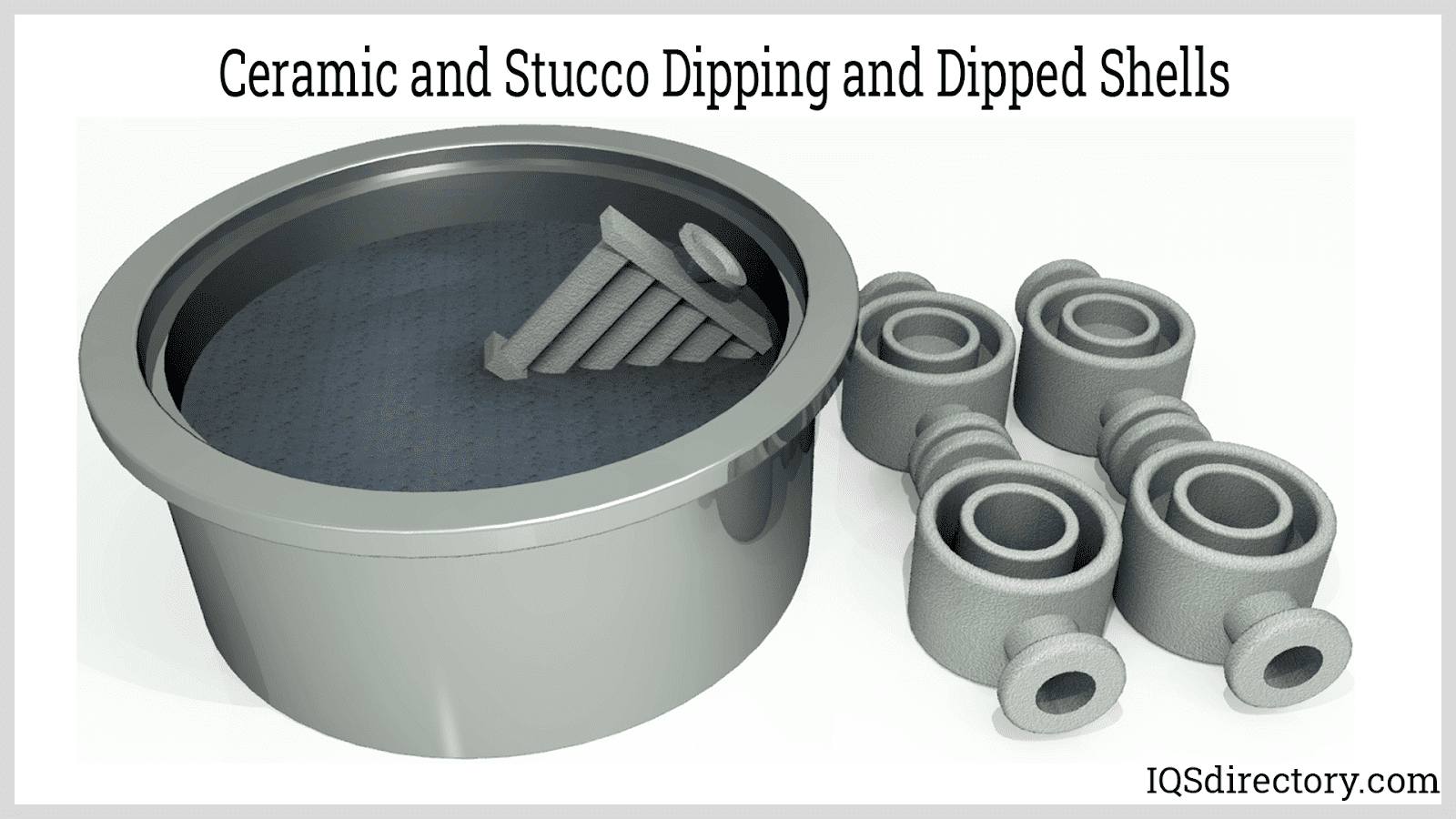
Skalbeläggning
när gjutmönstret är monterat och inställt appliceras uppslamningen genom att doppas i uppslamningen, som består av finkornig kiseldioxid, vatten och någon form av bindemedel. Kombinationen av dessa element skapar en keramisk beläggning som appliceras flera gånger för att uppnå önskad tjocklek.
efter slamdoppning beläggs mönsteraggregatet med stuckatur, vilket bestämdes under APQP. Stuckaturprocessen börjar med en tunn beläggning och blir gradvis grovare med varje applikation.
skalbeläggningen är en viktig del av processen. Skalets styrka måste vara tillräcklig för att uthärda alla gjutningsprocedurer. De flera dippings och stuckatur beläggning är nödvändiga för att säkerställa skalets stabilitet och beständighet.
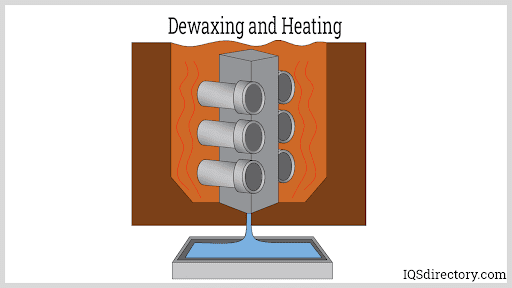
avvaxning och uppvärmning
det finns olika former av uppvärmning som används för att avlägsna vaxet från det härdade skalet. En vanlig modern praxis är användningen av en autoklav—en ångvärmeanordning. Autoklavens temperatur måste vara tillräcklig för att smälta vaxet och förvärma formen för gjutning.
vanligtvis avfyras investeringsgjutningsformar till 1800 kcal f (982 kcal C). Ångan i autoklaven tar bort eventuella flyktiga material. När formarna är tillräckligt rensade och uppvärmda är de redo för hällning av metallen.
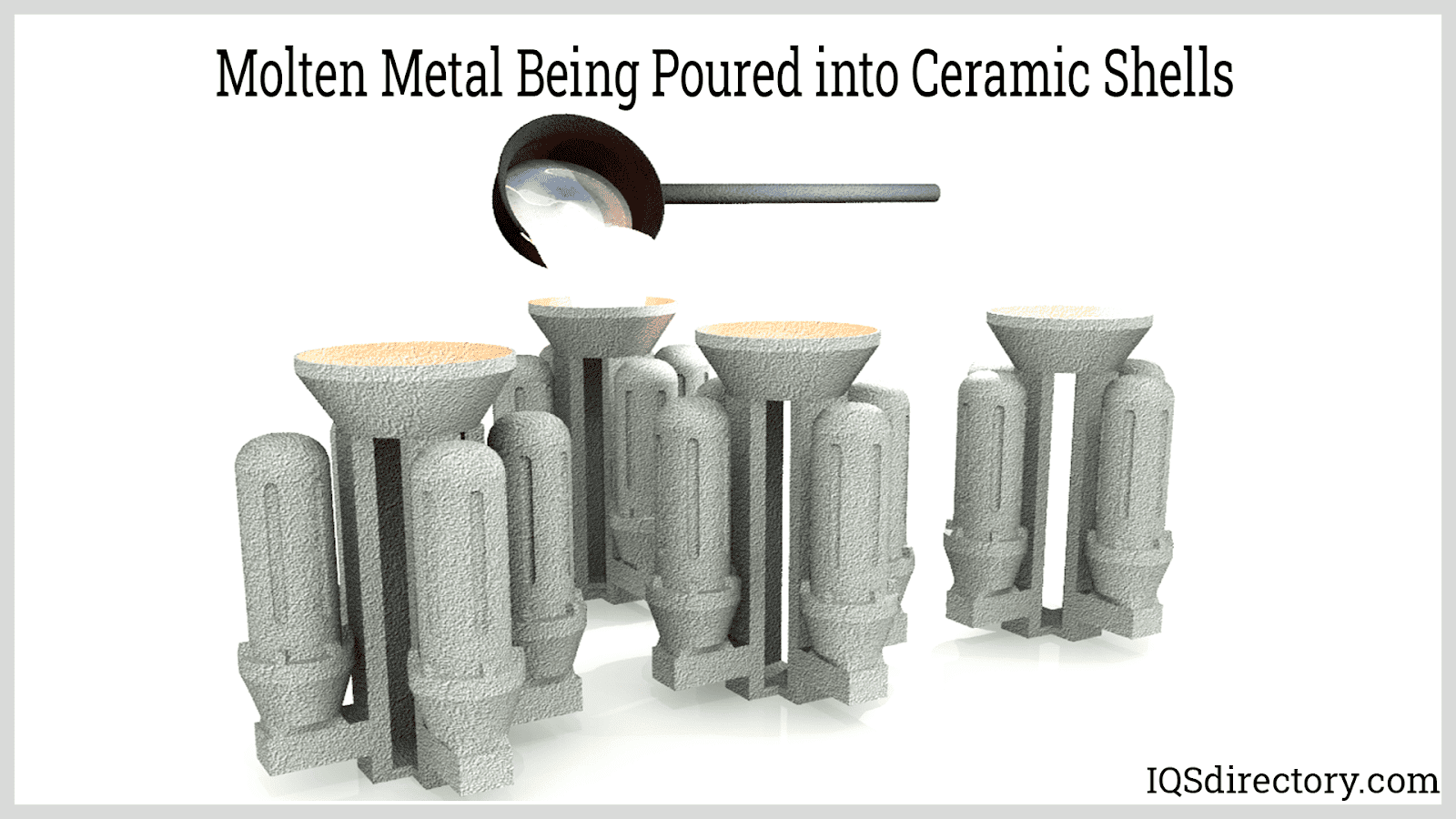
gjutning
gjutning innebär att man häller smält metall i de förvärmda formhålorna. I detta skede vilar nyckeln till gjutningens kvalitet i tid och temperatur. Efter att den smälta metallen har hällts skakar en vibrerande maskin försiktigt det keramiska skalet i fem till sju sekunder. Metallen från ingots har smält till smält tillstånd. När skalet är fyllt får det svalna vid rumstemperatur.
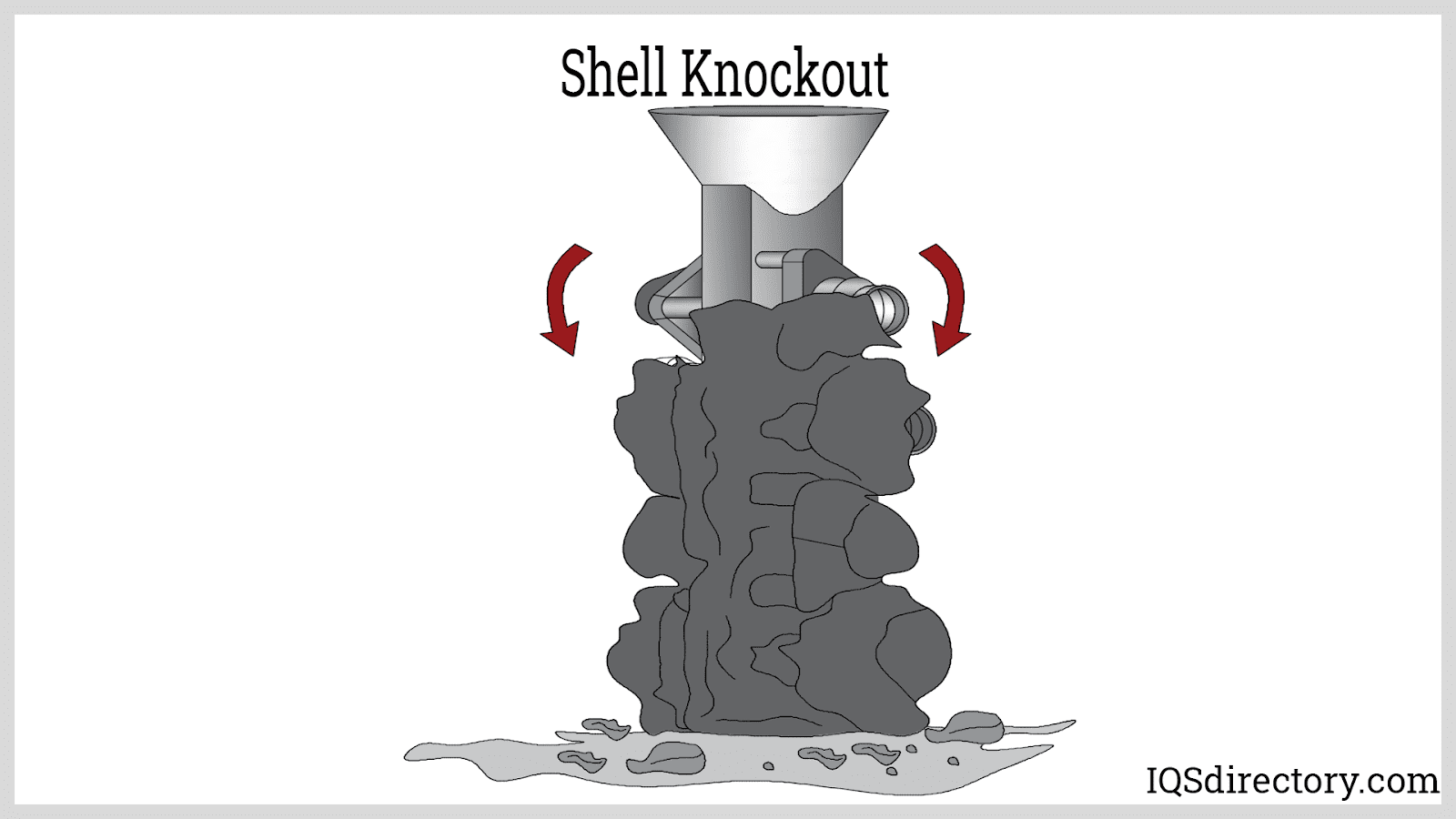
skal Knockout eller borttagning
när skalet har svalnat och metallen har satt, skalmaterialet avlägsnas. Det finns olika metoder som används för att ta bort skalet, inklusive en hammare, högtrycksvattenblåsningar, ett vibrationsbord, kemikalier eller en specialdesignad knockout-maskin. Under knockout-processen är skalet tätt klämt och hålls i läge för att säkerställa enhetlighet i processen.
knockout-processen kan vara särskilt svår, särskilt för delar som har invecklade och komplexa sektioner.
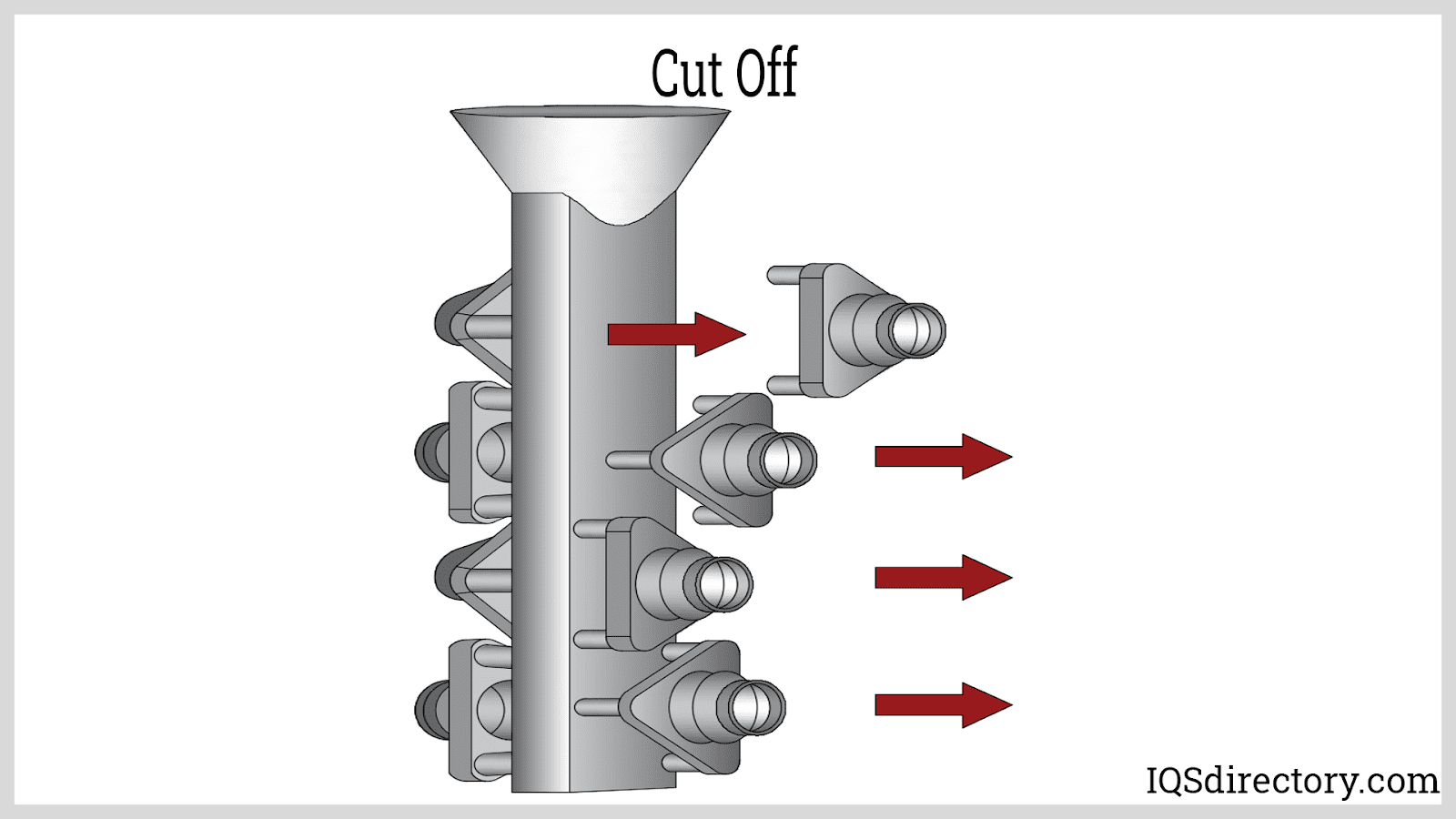
Cut Off
Cut off innebär att ta bort de enskilda delarna från sprue eller löpare. När delen har kopplats från löparen slipas de återstående delarna av grindarna bort. Det finns olika metoder för att ta bort delarna från granen, inklusive användning av en huggsåg, fackla eller laser. Vid mycket teknisk eller hög produktion kan delar skäras av med en programmerbar skärsåg.
värmebehandling
syftet med värmebehandling är förbättring av komponentens mekaniska egenskaper och egenskaper. Gjutningsprocessen minskar styrkan, hållbarheten och segheten hos en metall. Värmebehandlingar eliminerar inre stress. De typer av värmebehandlingar som används för investeringar gjutning inkluderar vakuumlösning glödgning, härdning, anlöpning, och Utfällning härdning.
Vakuumlösningsglödgning
syftet med vakuumlösningsglödgning är att avlägsna utfällbart material och ändra arbetsstycket till en enfasstruktur. Efter avslutad glödgning är arbetsstycket mjukt och duktilt, redo att härdas. I detta skede är arbetsstycket bearbetbart, bearbetbart, svetsbart och har dimensionell stabilitet.
härdning
härdning innefattar uppvärmning av metallen tills den når sin austenitiska kristallfas. Därefter kyls det mycket snabbt. Processen ökar arbetsstyckets styrka och bärbarhet.
anlöpning
anlöpning värmer arbetsstycket till en temperatur strax under dess kritiska intervall, håller det där och kyler det sedan. Härdningsprocessen minskar brittleness och kräver exakt kontroll, så det påverkar inte hårdheten.
Utfällningshärdning
Utfällningshärdning, eller åldershärdning, gör arbetsstycket hårdare och utförs i ett vakuum vid temperaturer som sträcker sig mellan 900 kg f (482 kg C) och 1150 kg f (621 kg C). Processen innefattar att värma arbetsstycket, behandla det med en lösning, kyla och värma det igen innan det snabbt kyls.
efterbehandling
ett sista steg i investeringsgjutningsprocessen är efterbehandling, vilket kan ta många former beroende på kraven och specifikationerna för delens design. En typisk efterbehandlingsprocess är slipning som används för att ytterligare avlägsna eventuella deformiteter eller rester av porten. Även om ytan på delen är mycket slät kan ytterligare polering vara nödvändig för att förbättra och förbättra den.
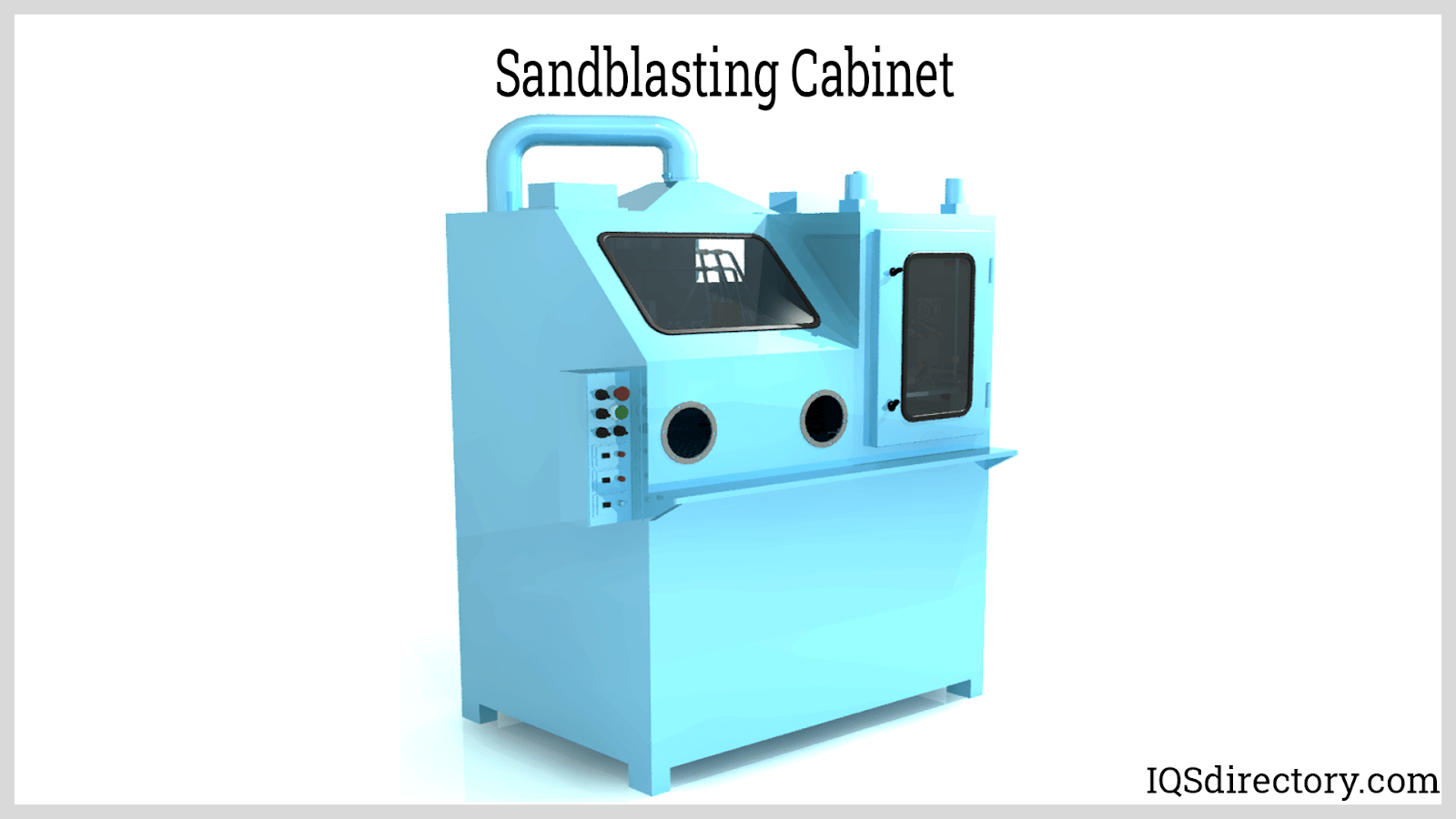
efterbehandling kan slutföras med sandblästring, blästring eller andra bearbetningsmetoder.
ytbehandlingar
utbudet av ytbehandlingar för investeringsgjutna produkter inkluderar rostskydd och korrosionsbeständighet som förbättrar polering och kemiska behandlingar. Ytan på en investeringsgjuten del kan variera beroende på legeringens och produktens kvalitet. De typer av behandlingar inkluderar:
- anodisering
- elektropolering
- Vibro polering
- passivering
- klar kemisk filmbeläggning
- Zinkplätering
- Fat mullrande
- pulverlackering
- elektrofri nickelbeläggning
- målning
få ditt företag listat nedan
ledande tillverkare och leverantörer
kapitel tre – typer av Investeringsgjutning
även om Investeringsgjutning, eller förlorad vaxgjutning, har blivit en av de mest populära används i tusentals år, det har varit innovationer som har ökat processens effektivitet. Variationerna är utformade för att förbättra metoden för att utveckla mönstret och ta itu med användningen av vax. Den övergripande termen som används för förlorad vaxgjutning är förångningsmönstergjutning eftersom materialet som används för att skapa mönstret avlägsnas eller förångas.
även om dessa alternativa metoder skapar mönster på alternativa sätt, har de likheter med Investeringsgjutning och kan betraktas som avläggare eller variationer. De viktigaste skillnaderna i variationerna är de material som används för att skapa mönstret eller bildandet av mönstret.
typer av Investeringsgjutning
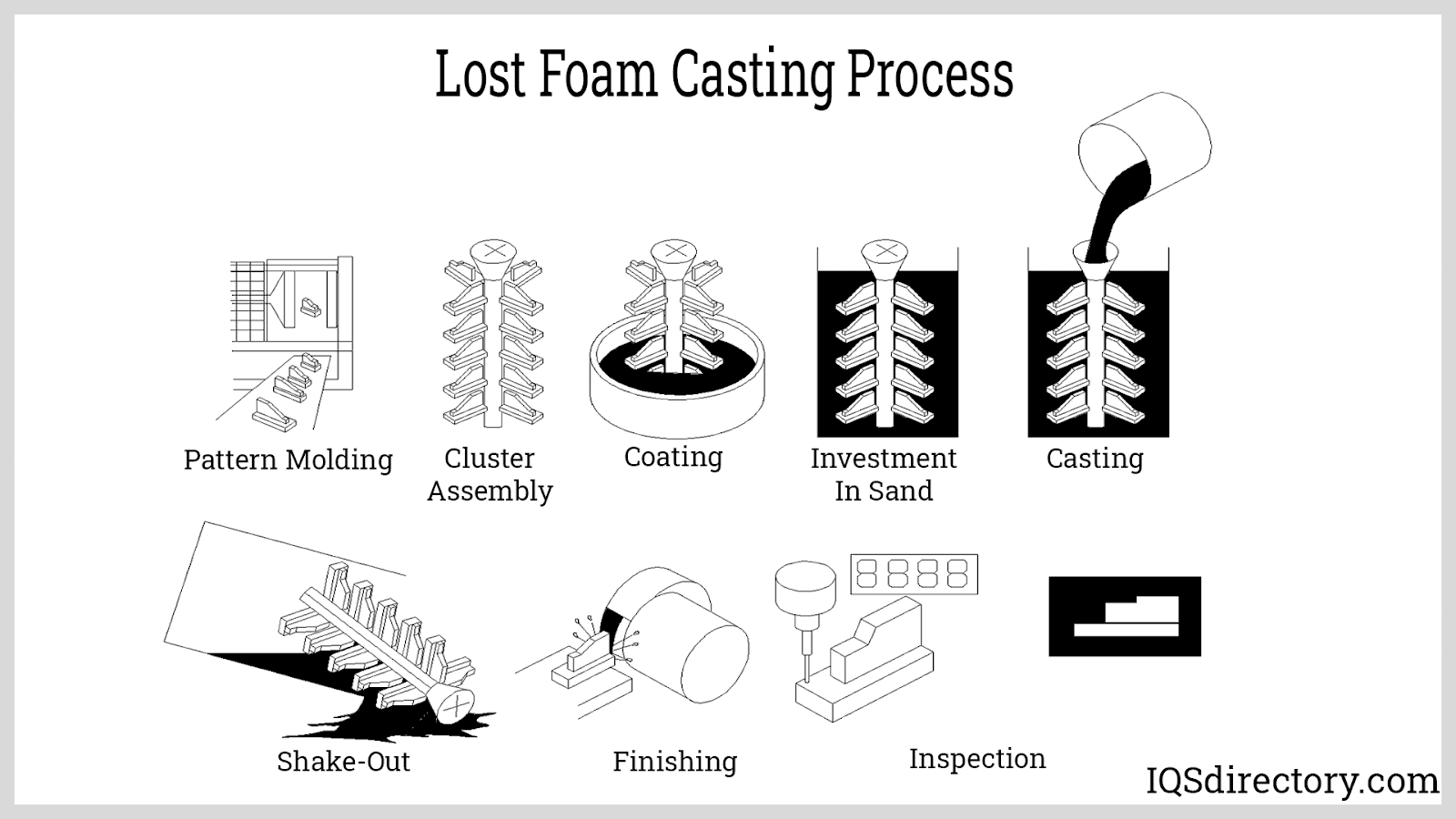
Lost Foam Casting
Lost foam casting har blivit populär som ersättning för Investeringsgjutning på grund av dess förmåga att passa in i massproduktion och automatiserade processer. Metoden för förlorad skumgjutning är ett nytt tillskott till förångningsgjutning. Det utvecklades av H. F. Shroyer 1958 som en process som använder polystyrenskum placerat i gjutsand.
som vid Investeringsgjutning används en aluminiumform för att skapa mönstret. Polystyrenpärlor placeras i formen eller dö och ånga upphettas; detta får pärlorna att smälta och ta formen av formen. När pärlorna värms upp expanderar de och antar konturerna och dimensionerna på munstycket.
de enskilda mönstren är fästa vid en sprue eller löpare och sprutas med en eldfast beläggning av keramiskt material. Den belagda formen placeras i en ventilerad behållare, som är packad med sand för att hålla den på plats. När smält metall hälls i behållaren avdunstar polystyren, vilket ger plats för den smälta metallen.
i vissa fall behöver mönster inte formas i en form utan kan handskuren. Med hjälp av ett maskin-eller formverktyg kan polystyren skäras, formas och konfigureras till arbetsstyckets önskade dimensioner. Denna typ av mönstertillverkning används för engångsdelar eller prototyper.
Lost foam casting är en tillverkningsprocess som används för att skapa utsmyckade, dekorativa och komplexa metallkonfigurationer, former och mönster och kan användas av ingenjörer för att skapa tredimensionella renderingar av deras konceptualiseringar.
Direktinvesteringsgjutning
direktinvesteringsgjutning skiljer sig från traditionell Investeringsgjutning, som kallas indirekt Investeringsgjutning, genom hur mönstret skapas. Med indirekt gjutning bildas mönstret i en form för att skapa en vaxrepresentation. Flera vaxduplikat är fästa på en sprue eller löpare, doppade i en keramisk lösning, doppade i stuckatur och avvaxade för att mönstret ska fyllas med smält metall för att bilda flera versioner av komponenten.
direktgjutning varierar i hur mönstret bildas och förformas med hjälp av en mängd olika tekniker. Den första av dessa tekniker är att snida mönstret för hand eller maskin för att skapa en one up-version som bearbetas med den förlorade vaxmetoden. Denna process används för att producera en prototyp, bedöma dimensioner eller för korta körningar av färdiga delar.
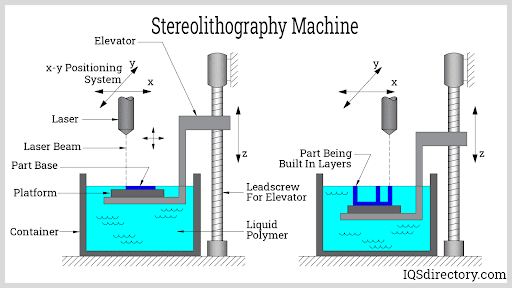
införandet av computer assisted drafting (CAD) har lett till en teknisk metod för att skapa ett mönster. Med hjälp av CAD är en tredimensionell representation av arbetsstycket konstruerad och designad. Liksom med en CNC-maskin programmeras designen till en Stereolitografi (STL) optisk tillverkningsmaskin som skapar en tredimensionell representation av mönstret med hjälp av ingångsdata.
i huvudsak är STL en metod för att tillverka en fast formad form med användning av en ljuskänslig flytande polymer och riktad laserstråle. Tillverkning sker i lager, med ett lager tillsatt på föregående lager för att gradvis och långsamt bygga och forma den tredimensionella geometriska designen. En representation av STL kan ses i diagrammet nedan.
Water Glass Investment Casting
Water glass investment casting är en process som vanligtvis används i Kina. I vattenglasinvesteringsgjutning används vattenglas som bindemedel för skalet istället för etylsilikat. Processen har sitt ursprung i Ryssland på 1950-talet och har fördelarna med materialkostnader och produktionscykel.
ytbehandlingarna från gjutning av vattenglas är jämförbara med gjutning som använder kiseldioxidgjutningsteknik eftersom det undviker defekter som finns i traditionell skalteknik. Processen, drift, och parametrar för vattenglasinvesteringsgjutning är mindre komplicerade och kan slutföras av otränade, allmänna arbetare; detta förbättrar produktion och effektivitet.
Kapitel fyra – metaller som används i Investeringsgjutning
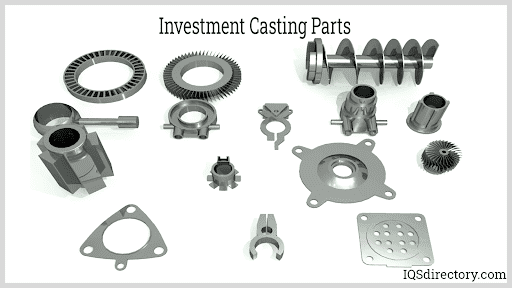
Investeringsgjutning är en mycket mångsidig metallbearbetningsprocess som används för att forma rördelar, bildelar, marin hårdvara och livsmedelsmaskiner. Det finns en mängd olika metaller som kan användas för Investeringsgjutning som har olika egenskaper för att gynna ett varierat utbud av applikationer.
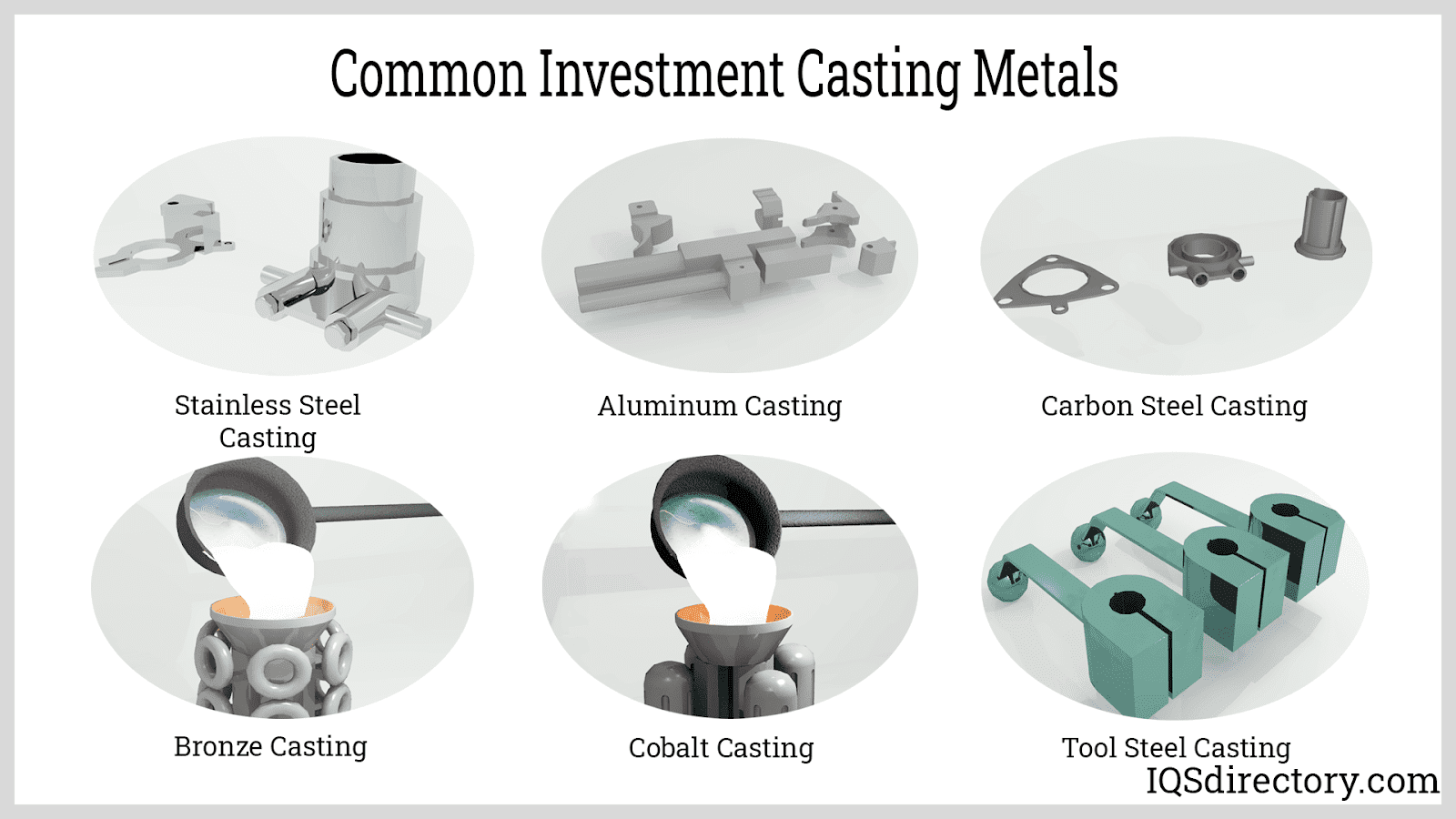
alla järn-och icke-järnmetaller kan formas och konfigureras med hjälp av Investeringsgjutning. Av sorterna av järnmetaller är segjärn, kol och legerat stål och utvalda kvaliteter av rostfritt stål de mest använda. Icke-järnmetaller, såsom kopparlegeringar, magnesium och aluminium, kan användas, med aluminium som den mest populära.
metaller som används vid Investeringsgjutning
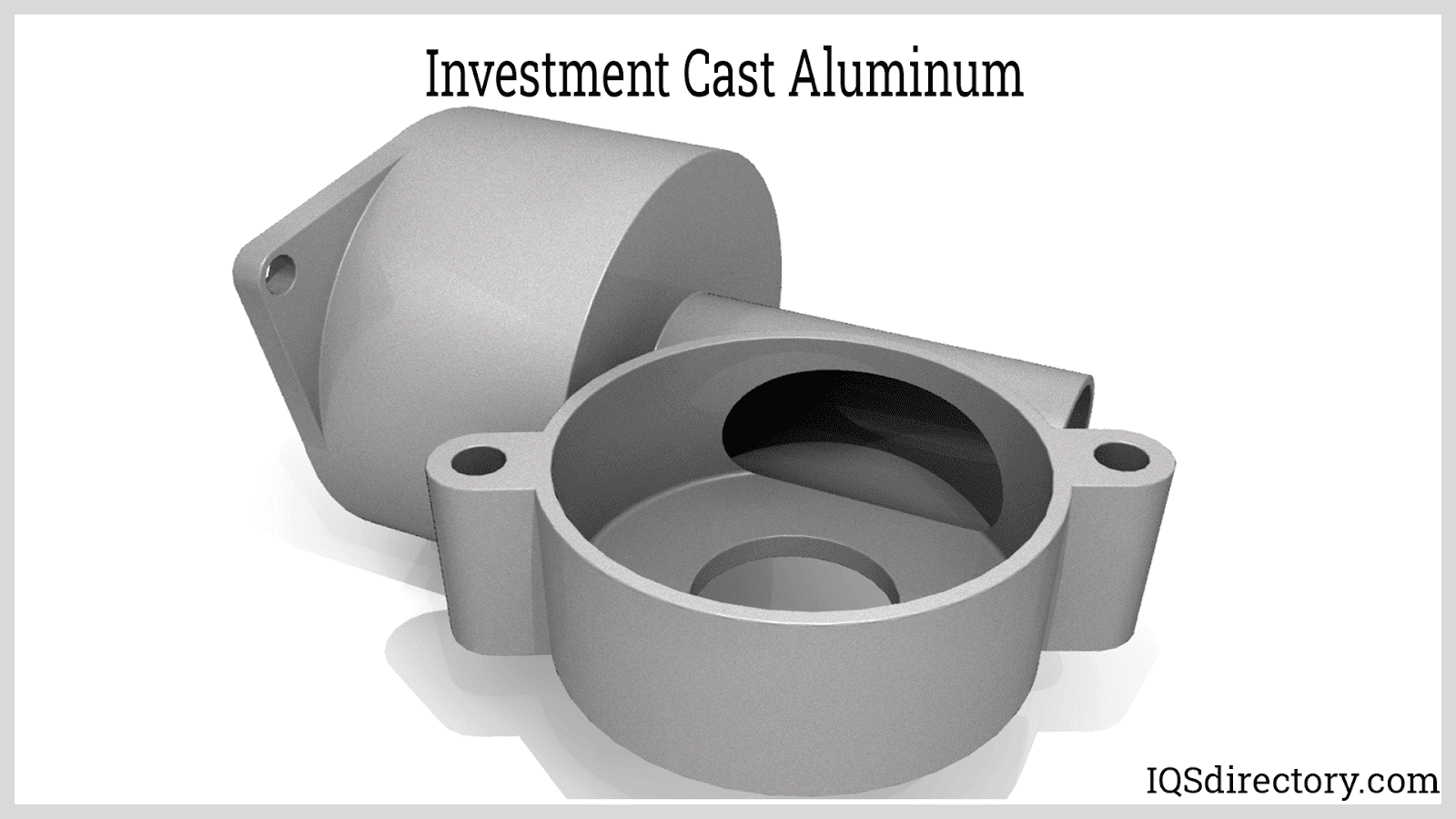
aluminiumlegeringar
aluminiumlegeringar för Investeringsgjutning har en densitet på 2,7 g/cm3 eller något högre. Typerna av delar av aluminium från Investeringsgjutning inkluderar flygplan och motordelar. Aluminiumlegeringar a-356, A-357, C-355 och F-357 som innehåller kisel, magnesium, järn och zink är de mest använda legeringarna. Komponenter tillverkade av aluminium har korrosionsbeständighet och svetsbarhet, och vissa har exceptionell styrka.
rostfritt stål
rostfritt stål är en järnmetall som innehåller krom som ger extra skydd mot fläckar och korrosion. Det finns flera typer av rostfritt stål med varje typ eller klass som har fördelaktiga egenskaper. Variationerna i rostfritt stål beror på den kemiska sammansättningen av dess legeringar. Rostfritt stål är en idealisk metall för delar som utsätts för miljöer med höga temperaturer eller vätskor.
huvudkvaliteterna av rostfritt stål som används för Investeringsgjutning är 300 och 400-serien. Austenitiskt 300-serien rostfritt stål har utmärkt korrosionsbeständighet men får inte styrka genom värmebehandling. Martensitic 400-serien rostfritt stål har exceptionell styrka och bearbetbarhet och kan härdas genom släckning och härdning, vilket också ökar dess styrka.
kolstål
kolstål är ett av de bättre valen för investeringsgjutningsprodukter eftersom det kan fungera under högtrycksförhållanden, är slitstarkt och har exceptionell styrka, seghet och härdbarhet. Egenskaperna hos kolstål bestäms av mängden kol det innehåller som ökar hårdheten och styrkan under värmebehandling.
mellan-och lågkolstål är de typer som används mest för Investeringsgjutning. Mellankolstål har duktilitet, styrka och slitstyrka och kan härdas och härdas genom värmebehandling. Stål med låg kolhalt kan lätt formas men stärks inte genom värmebehandling.
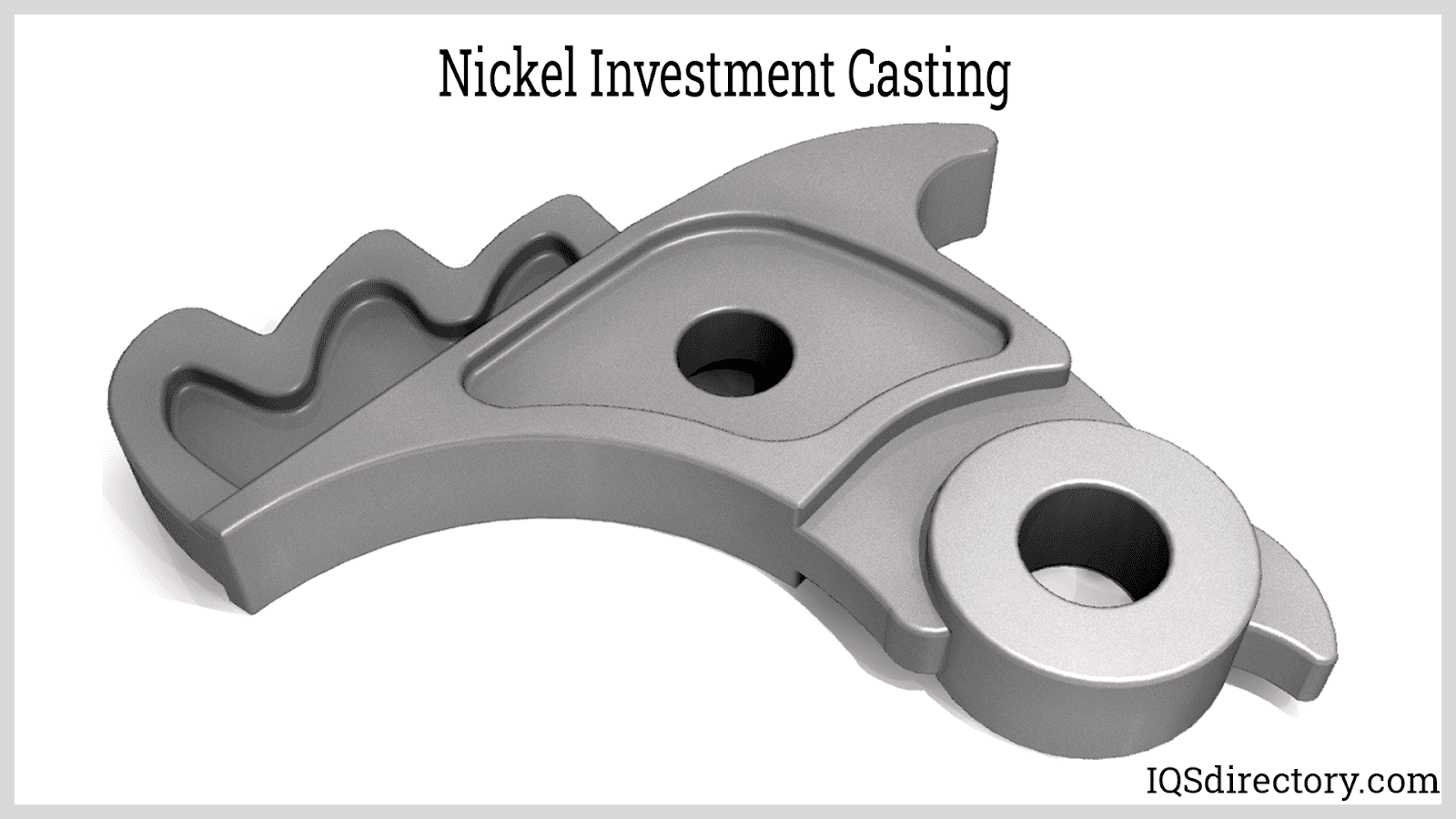
nickellegeringar
nickellegeringar har hög hållfasthet och är resistenta mot värme, korrosion och slitage. De kan svetsas och tillverkas och är resistenta mot sprickbildning eller spänningskorrosion. Den huvudsakliga användningen av nickellegering investeringar gjutgods är under förhållanden där det finns höga temperaturer och frätande element.
populariteten för investeringar i nickellegeringar beror på deras snäva toleranser och exceptionellt släta ytor samt deras förmåga att bearbetas i komplexa och invecklade former. Av de olika investeringsgjutningsmetallerna är nickellegeringar en kostnadseffektiv lösning.
kopparlegeringar
kopparlegeringar har korrosionsbeständighet, värmeledningsförmåga och seghet. De används i Investeringsgjutning på grund av deras lätta gjutbarhet. Kopparlegeringar kan bearbetas med utmärkta mekaniska egenskaper samt friktion och slitstyrka. De typer av kopparlegeringar som används för Investeringsgjutning inkluderar Serie C-84500, C-85800, C-86000, C-87000, C-90000 och C-95000. Det breda utbudet av legeringar ger ett tillräckligt urval för att välja rätt legering för alla applikationer.
Koboltlegeringar
Koboltlegeringar har hög hållfasthet och värme-och slitstyrka. De har en naturlig motståndskraft mot oxidation med en exceptionellt hög smältpunkt som gör dem idealiska för frätande och kemiskt laddade miljöer. Koboltlegeringar har krypmotstånd och motståndskraft mot termisk utmattning för högtemperaturapplikationer.
de olika koboltlegeringarna innehåller kombinationer av krom, nickel, volfram och molybden; detta ändrar dess egenskaper och typ av motstånd. Koboltlegeringarna som används för Investeringsgjutning inkluderar nummer 6, 21, 25, 31 och 93.
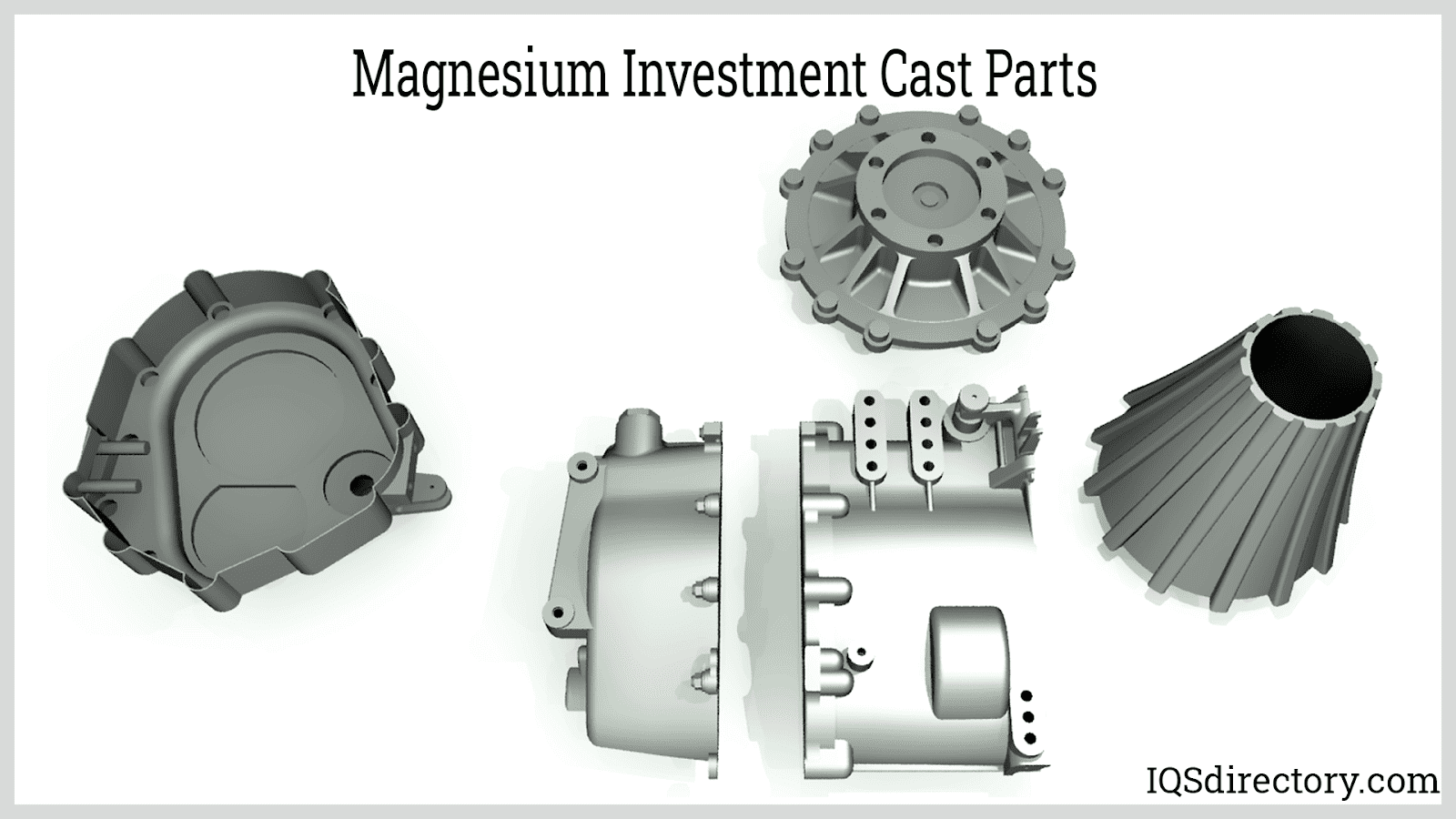
Magnesium
under flera år var det svårt att kasta magnesium med Investeringsgjutning på grund av att smält magnesium reagerar med kiseldioxidformskalet. Nyligen har en hämmare införts; detta möjliggör användning av magnesium i Investeringsgjutning.
Magnesium är lätt och har ett utmärkt förhållande mellan styrka och vikt. Den är mångsidig och finns i ett brett utbud av legeringar, som inkluderar AZ91D och AM60B med legeringar AZ81, AM50A AM20, AE42 och AS41B som används för deras krypmotstånd och högtemperaturapplikationer.
kapitel fem-produkter tillverkade av Investeringsgjutning
Investeringsgjutning är en extremt populär metod för produktion av ett brett utbud av delar och komponenter. Processen för investeringar gjutning möjliggör design flexibilitet för att skapa intrikata och komplexa komponenter från ett stort urval av metaller och legeringar.
enkelheten i Investeringsgjutning möjliggör höga produktionskörningar med exceptionellt exakt dimensionell konsistens. Den ursprungliga anledningen till att Investeringsgjutning drogs från de mörka åldrarna till 20-talet var utvecklingen av jetmotorn på 1940-talet som inte skulle möjliggöra några inkonsekvenser eller ofullkomligheter i dess komponenter. Det är den aspekten av Investeringsgjutning som har gjort det till en viktig del av 21-talets tillverkning.
produkter tillverkade av Investment Casting
Aerospace
Aerospace var den första industrin att förlita sig på investment casting som en metod för att producera delar med exceptionella toleranser och ytbehandlingar. Det finns ett brett sortiment av metaller som används för att göra flygkomponenter, och Investeringsgjutning ger det nödvändiga urvalet av metaller. Med hjälp av metall producerar Investeringsgjutning precisionsdelar med minimala material och begränsat energiavfall.
rymdkomponenter måste tåla extremt väder, fluktuerande tryck och olika former av driftsslitage; detta kräver att de har överlägsen hållbarhet. Processen för Investeringsgjutning har den nödvändiga konsistensen, precisionen och draghållfastheten för att uppfylla och överträffa kraven. Dess främsta fördel för flygindustrin är dess precision, vilket gör att sammanlänkade delar kan matcha snabbt och enkelt.
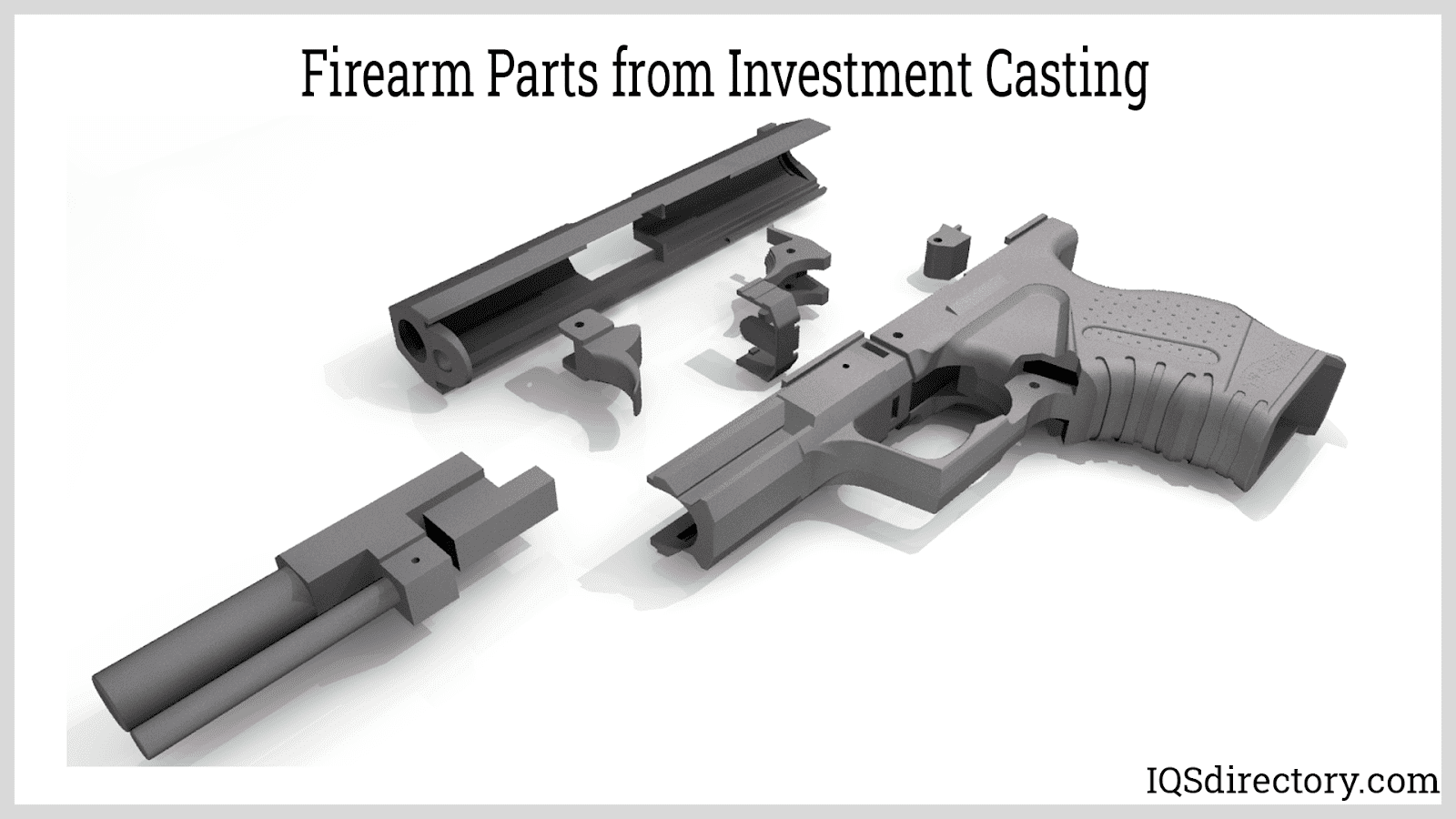
skjutvapen
Skjutvapentillverkare förlitar sig på Investeringsgjutning på grund av att det ger dem frihet att utveckla och implementera unika mönster. Tillverkningen av skjutvapen kräver precision och noggrannhet, och investeringsgjutningsdelar ger de nätformer som kan tillverkas av ett urval av legeringar.
Investeringsgjutning minimerar mängden metall som måste avlägsnas under efterbehandlingsprocessen. Med hjälp av CNC-bearbetning kan producenterna göra enhetliga delar med liten variation till låg kostnad.
Medicinsk och Dental
medicinska och dentala fält kräver instrument och komponenter med den största mängden precision för att möta snäva toleranser och dimensionskrav. Kirurgiska verktyg, implantat, maskiner, bårar och rullstolar tillverkas alla med Investeringsgjutning.
livräddningspotentialen för investeringsgjutna delar gör deras korrekta produktion kritisk. Varje utrustning måste vara av högsta kvalitet.
Lås
huvudkravet för lås är att de är hållbara och elastiska. Investeringsgjutning möjliggör produktion av specialiserade lås samt vanliga lås för hushållsbruk. Behovet av lås till mesh exakt kräver deras gjutning vara korrekt ner till de mest minut detalj.
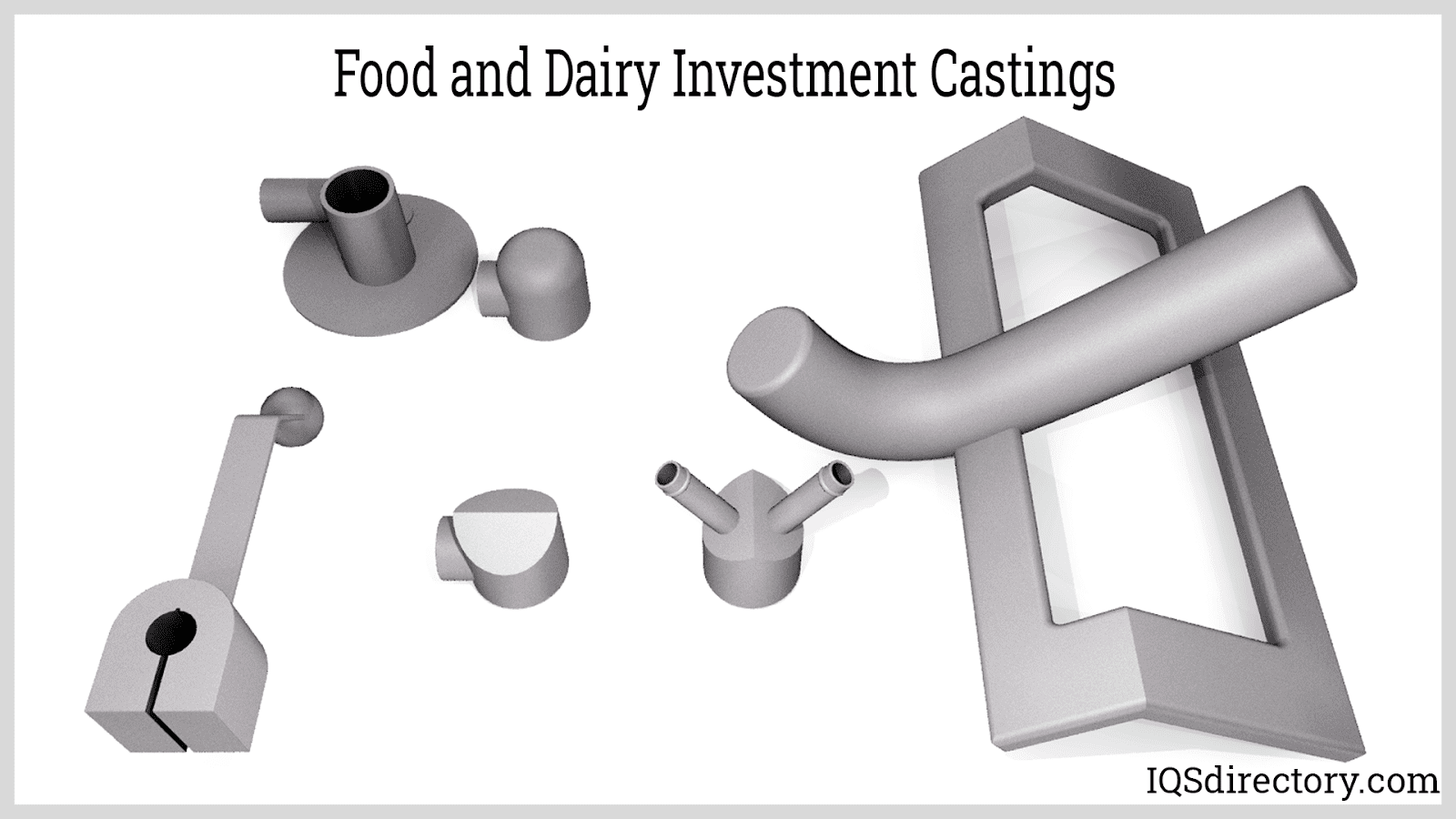
mat och mejeri
ett brett sortiment av utrustning används för att producera all mat vi äter. Dessa enorma maskiner är beroende av Investeringsgjutning för tillverkning av deras komponenter och delar. Komponenter för livsmedelsindustrin är tillverkade av rostfritt stål eller speciallegeringar på grund av behovet av precision och hållbarhet. Köttskivare, fjäderfäbearbetningsutrustning, ismaskindelar och grillar och uppvärmningsmaskiner har delar och bitar gjorda av Investeringsgjutning.
Fluid Power
Fluid power överför ström genom användning av gaser eller vätskor. Processen innefattar användning av hydraulisk och pneumatisk utrustning som omvandlar kraft till en användbar form. De typer av komponenter som krävs inkluderar kulventildelar, ångfälla delar, impellrar, nålventildelar, kompressordelar och pumpkomponenter. Liksom livsmedels-och mejeriindustrin använder vätskeindustrin rostfritt stål samt aluminium och vissa specialmetaller.
kapitel sex – fördelar med Investeringsgjutning
det finns många val för produktion av metalldelar. Varje val har sina fördelar när det gäller produktion, kvalitet och noggrannhet. Av de tillgängliga processerna har investeringsgjutningsteknik blivit den process som valts för produktion av precisionsdelar med utmärkta ytor. Med låg kostnad, designfrihet och obegränsade mängder är Investeringsgjutning den perfekta processen för modern deltillverkning.
de många fördelarna med Investeringsgjutning har gjort det till den främsta metalltillverkningsprocessen för industriella och kommersiella produkter.
Investeringsgjutningsfördelar
designflexibilitet
designfrihet är särskilt viktigt för komplexa och invecklade delar som kan ha flera interna och externa former. Investeringsgjutning är inte begränsad av storlek, tjocklek eller konfiguration. Den har förmågan att anpassa sig och flytta för att möta alla utmaningar.
stramare toleranser
av de många fördelarna med Investeringsgjutning är stramare toleranser de viktigaste. När en del är konstruerad måste den tillverkas för att exakt uppfylla specifikationerna för designen så att den lätt kan integreras med andra delar. Majoriteten av investeringsgjutningsdelarna uppfyller gjutningstoleranser (CT) på fem eller sex.
ytbehandlingar
Investeringsgjutning ger överlägsna ytor som kräver lite efter produktionsfinishering. De typer av ytbehandlingar som processen producerar är en funktion som den är känd för. Kvaliteten på ytbehandlingar överstiger långt de från andra gjutningsprocesser. Ingen annan produktionsmetod kan matcha kombinationen av snäva toleranser och exceptionella ytor som finns i Investeringsgjutning.
defekter
varje Produktionschef kommer att berätta att defekter är kärnan i produktionsförseningar och arbetskraftskostnader. Defekter som produceras i en produktionsprocess skapar avfall, kräver extra bearbetning och långsam produktionskörning. Dessa nackdelar är inte en del av investeringar gjutning. Varje bit som produceras av processen är felfri och kräver ingen form av sekundär bearbetning.
när en del extraheras från skalet har den en jämn, jämn yta och är redo att packas och skickas.
avfall
en annan stor kostnad som ingår i varje tillverkningsprocess är avfall, det material som är kvar efter avslutad produktion. Investeringsgjutning kräver mycket lite efter avslutad produktion, vilket drastiskt begränsar mängden avfall som produceras. Bristen på avfall har flera fördelar, inklusive lägre produktionskostnader, arbetskraftskostnader och snabbare vändningar.
inkluderat i bristen på avfall är avlägsnandet av behovet av specialutrustning som gradningsmaskiner, tunga slipmaskiner och olika skärverktyg. En ytterligare faktor är lägre energikostnader, ökad effektivitet och exceptionellt ekonomisk företagsprestanda.
kvantiteter
det finns ingen begränsning på mängden delar som kan produceras med hjälp av Investeringsgjutning. Från mycket små körningar till de som går in i tusentals kan Investeringsgjutning producera delar snabbt och felfritt. Delar som väger 0.1 kg eller de som väger hundratals kilo kan produceras och avslutas med Investeringsgjutning.
metaller
varje form av metall och Legering kan formas och bearbetas med hjälp av Investeringsgjutning. Det är en del av processen som har gjort den till den första metoden för att producera utrustningskomponenter. Till skillnad från andra gjutningsmetoder kan Investeringsgjutning fungera med någon form av smält metall för att skapa en pålitlig och användbar del.
fina detaljer
det är svårt att hitta en gjutningsprocess som kan producera komponenter med minut-och miniatyrdetaljer. Detta speciella attribut för Investeringsgjutning är anledningen till att det valdes för att stödja flygindustrin och användes i utvecklingen av det första jetdrivna flygplanet. När samhället går djupare in i teknikens ålder kommer felfria delar och exakta dimensionstoleranser att bli allt viktigare.
från det ursprungliga mönstret till det keramiska skalet till avskuren av delar är varje steg i investeringsgjutningsprocessen utformad för att producera invecklade och exakta detaljer med noggrannhet.
miljömedvetenhet
en av de viktigaste principerna som motiverar modern verksamhet är hållbarhet. Detta är en uppenbar fördel i investeringsgjutningsprocessen. Mönster, vax, keramisk uppslamning och stuckaturbeläggningar kan användas om och om igen utan att skapa avfall. Det är denna aspekt av processen som har gjort det till en så populär produktionsmetod.
kapitel sju – faktorer som påverkar Dimensionsnoggrannheten i Investeringsgjutning
det finns flera faktorer som påverkar kvaliteten och noggrannheten hos investeringsgjutna delar. De viktigaste övervägandena är delens struktur, gjutmaterial, gjutning, skaltillverkning och hällning. Eventuella fel i processen kan påverka krympningshastigheten, vilket skulle leda till avvikelser i dimensionerna.
det första inflytelserika steget i processen är skapandet av vaxmönstret; det måste produceras med stor precision och noggrannhet.
påverkan måttnoggrannhet i Investeringsgjutningsfaktorer
Gjutstruktur
Gjutstruktur påverkas av tjockleken på delens väggar. Om de är för tjocka kan de öka krympningshastigheten. Om väggtjockleken är för låg produceras motsatt effekt. En fri systolisk hastighet som är för stor kan blockera krympningen och göra den mindre.
gjutmaterial
som med alla former av gjutning har materialet ett viktigt inflytande på resultaten av gjutningen. Lågt kolinnehåll minskar krympningshastigheten.
Vaxinjektionstemperatur
injektionstrycket och temperaturen är två mycket uppenbara faktorer som påverkar resultaten av gjutningsprocessen.
skal
den typ av material som valts för att göra skalet kan påverka krympningshastigheten. Vissa material, såsom zirkonsand, har en liten expansionskoefficient och är idealiska för processen.
Skaluppvärmning
felaktig uppvärmning av skalet kan ha en negativ effekt och resultera i liten skalutvidgning.
hälla
hälltemperaturen är den temperatur vid vilken den smälta metallen kommer in i grindarna. Om temperaturen är för hög kommer den att ge defekter som grova korn på den inre strukturen. En låg temperatur påverkar fluiditeten hos den smälta metallen. Den rekommenderade temperaturen är 1650 C (3002 F).
det största problemet med felaktig hälltemperatur är krympning. Hälltemperaturen bör hållas konstant för att minska krympningen. En högre temperatur kräver inte mer energi men kommer att producera mer exakta och exakta delar.
slutsats
- Investeringsgjutning är en metallbearbetningsprocess som använder ett keramiskt skal byggt över ett vaxmönster framställt av en aluminiumform för att producera delar med utomordentligt enhetliga och släta ytor.
- investeringsgjutningsprocessen producerar delar med minimal avfalls-och energianvändning och inget behov av efter gjutning.
- Investeringsgjutning, även känd som den förlorade vaxprocessen, eller cire perdue på franska, har använts som en metallbearbetningsmetod i tusentals år.
- även om Investeringsgjutning, förlorad vaxgjutning, har använts i tusentals år har det funnits innovationer som har ökat processens effektivitet.
- Investeringsgjutning är en mycket mångsidig metallbearbetningsprocess som används för att forma rördelar, bildelar, marin hårdvara och livsmedelsmaskiner.
få ditt företag listat nedan