är 3D-tryckta delar starka?
3D-skrivare skapar objekt på ett additivt sätt, vilket gör delen lika stark som sitt svagaste lager. De är vanligtvis svagare än de flesta andra tekniker, såsom fräsningstekniker, formsprutning eller hartshällningstekniker.
det finns många applikationer för vilka vi måste ta hänsyn till strukturell styrka. På grund av det sätt på vilket Fused Deposition Modeling (FDM) teknik fungerar, de delar som vi får är inte lika stark som deras respektive formsprutning motsvarigheter.
men förtvivla inte, det finns ett antal överväganden som vi kan införliva i våra mönster och konfigurationer för att mildra denna nackdel.
vi kan minska dessa svagheter genom att ställa in rätt extruderingstemperatur, ställa in en högre fyllningsprocent, bygga tjockare väggar, välja rätt material och korrekt orientera delen på byggplattan.
Varför är 3D-tryckta delar svagare?
additivtekniken genom vilken en 3D-skrivare skapar objekt har en inneboende tendens att mata ut svagare delar jämfört med andra tillverkningsprocesser eftersom det avsätter ett lager av plast ovanpå det andra som binds ihop.
om vi inte tar oss tid att korrekt konfigurera inställningarna för vårt tryck utsätter vi oss gärna för att skapa delar med svag laghäftning.
låga temperaturer, mycket olika temperaturer mellan varje lager och det föregående och andra faktorer kan leda till mycket dålig vidhäftning och övergripande svaga delar.
subtraktiv tillverkning, till exempel fräsning, har inte detta problem eftersom de börjar med ett fast råmaterial som är huggen i önskad 3D-form.
vi kan också skapa ett objekt via formsprutning. Med hjälp av denna teknik injiceras ett smält material i en form där det svalnar och hårdnar i form av hålrummet. Denna process matar ut solida och starka delar.
nu när du vet om den inneboende svagheten i en 3D-skrivare, kan du känna lust att kasta din nyförvärvade apparaten i papperskorgen. Innan du gör det rekommenderar jag starkt att du läser resten av artikeln och lär dig några enkla sätt att göra dina delar starkare.
vi bör också överväga att de flesta av våra delar inte kommer att användas för att bygga SpaceXs nyaste raket. Vi har råd att skriva ut en något svagare Baby Yoda men.

till höger: en Baby Yoda. Även söt, det kan eller inte kan vara upp till internationella kvalitetsstandarder.
Hur kan vi förbättra styrkan hos en 3D-tryckt del?
som tidigare nämnts finns det många små konfigurationsjusteringar som vi kan använda för att göra vår del starkare i allmänhet. Bland dem är de viktigaste infillprocenten, extruderingstemperatur, ytterväggtjocklek, val av rätt filamenttyp och inställning av korrekt orientering av vår design.
Låt oss kort diskutera var och en av dem och se hur och varför de påverkar vårt tryck!
infill procent
Infill består av ett vanligt mönster som skrivs ut inuti objektet och ersätter vad som annars skulle vara ett tomt utrymme. Det fungerar som internt stöd för utskriften, vilket inte bara förhindrar att toppen kollapsar utan också håller det yttre skalet ihop.
innan vi äventyrar i detta själsrörande ämne, titta på hur olika fyllningsprocent ser ut:
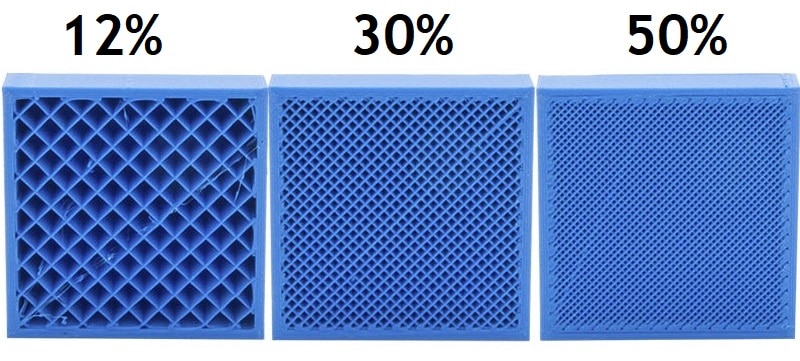
som en tumregel kommer en fyllning på 50% att öka din utskriftskvalitet och styrka kraftigt. Högre infill procentsatser visar endast marginella styrka ökar, men kraftigt öka filament konsumtion och trycktid.
 rapportera den här annonsendu bör också veta att vi kan konfigurera vår fyllning för att följa olika mönster, såsom rätlinjig, rutnät, triangulär, wiggle*, snabb honeycomb, full honeycomb och andra experimentella. Fördelarna och nackdelarna med varje mönster ligger utanför ramen för den här artikeln, men du kommer oftast att vara bra med att använda rätlinjiga eller nätfyllningar.
rapportera den här annonsendu bör också veta att vi kan konfigurera vår fyllning för att följa olika mönster, såsom rätlinjig, rutnät, triangulär, wiggle*, snabb honeycomb, full honeycomb och andra experimentella. Fördelarna och nackdelarna med varje mönster ligger utanför ramen för den här artikeln, men du kommer oftast att vara bra med att använda rätlinjiga eller nätfyllningar.
* hittills kan jag fortfarande inte tänka på en fördel med wiggle-mönstret. Jag antar att det en gång fanns en utvecklare med lite fritid och en smak för suboptimala former.
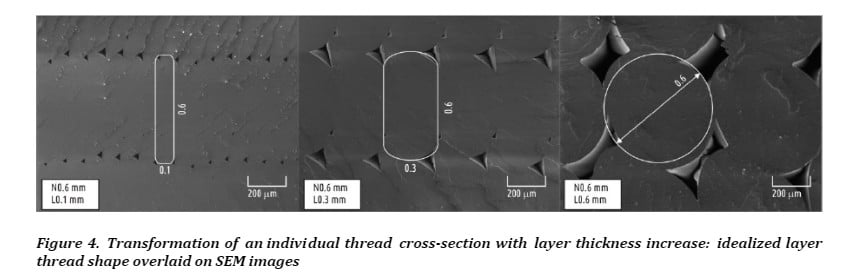
väggtjocklek
väggtjocklek är bredden på det yttersta skalet på vårt tryck och bestämmer mest den totala styrkan på det
många filamenttillverkare säger att det räcker att skriva ut med 0,8 mm yttre skal för att ha ett starkt tryck, men jag fann att sådana tunna väggar vanligtvis ger svaga utskrifter. För att få en resistent Baby Yoda rekommenderar jag starkt att fördubbla bredden till 1,6 mm. förbättringen av övergripande kvalitet kommer att bli mycket märkbar.
oavsett vilken väggtjocklek du väljer att använda, bör du alltid gå med en multipel av din munstycksdiameter. Jag nämnde 0,8 mm och 1,6 mm eftersom de flesta skrivare har ett 0,4 mm munstycke. En akut och skarp doktorsexamen i matematik kommer att vara medveten om den otroliga beräkningen jag utförde ovan!
ställa in rätt temperatur
även om de flesta filament som används i 3D-utskrift är någon form av termoplast, har de en annan kemisk sammansättning. Därför har de olika optimala temperaturer.
Som en tumregel, PL bör sättas till någonstans mellan 180° C och 220° C, ABS mellan 210C° -250 ° C°, PETG mellan 220C° -250 ° C° och Nylon mellan 240C° till 260 ° c. innehåller ej°.
om du köpte en annan filament, titta på förpackningen och du hittar förmodligen den rekommenderade temperaturen enligt tillverkaren. Glöm faktiskt de intervall jag sa till dig och titta alltid på tillverkarens rekommenderade sortiment för fall.
du bör alltid trivas för att hitta den perfekta temperaturen för din 3D-skrivare och filament, eftersom det kommer att avgöra kvaliteten på lagrets vidhäftning.
låga extruderingstemperaturer leder till dålig vidhäftning mellan lager. Du kan bli frestad att gå åt andra hållet och värma ditt glödtråd så varmt som möjligt, men det kommer att få dig till alla möjliga nya problem som du kan google! Spoiler alert: röriga utskrifter, dåliga överhäng och övergripande låg kvalitet.
men i allmänhet, om du är ute efter att förbättra styrkan i ditt tryck, inställning av temperaturen något högre kommer att göra det så att det nya lagret av extruderad plast bindningar mycket bättre med den tidigare.
Delorientering
det är alltid viktigt att komma ihåg att 3D-tryckta delar kommer att vara starkast i planet parallellt med tryckbädden och svagare på vertikalplanet. När du placerar din design i skivaren, fråga dig alltid i vilka riktningar den kommer att kontaktas och vilka krafter den kommer att utsättas för.
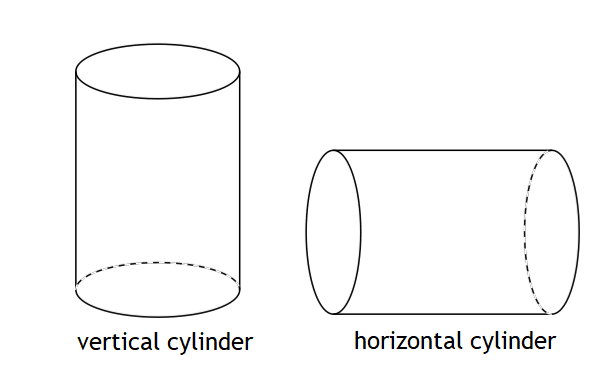
om du inte är säker på svaret, överväga fallet med en tråkig och förmodligen värdelös ihålig cylinder*.
om du skriver ut det i vertikal orientering kommer objektet att vara en sekvens av cirklar lagrade ovanpå varandra. Om du tar den i varje extrem och försöker böja den, blir det ganska lätt att bryta cylindern.
*jag borde nog nämna att cylindrar genom historien tydligt har visat sig vara användbara. Detta är helt klart utanför ramen för dagens artikel, Så jag lämnar beviset till läsaren.
du kan frestas att tro att du är otroligt stark, och kanske du är, men du bör också vara medveten om det faktum att du tryckt en mycket svag cylinder.
om du fortfarande har lite extra filament och väljer att skriva ut det i horisontell riktning kommer du att märka att delen är svårare att bryta på grund av hur filamentlinjerna extruderas.
nackdelen med denna positionering är att du kanske måste lägga till stöd för utskriften på grund av de vinklar som denna orientering skapade.
Varför måste allt vara en avvägning i 3D-utskrift? Det finns ingen gratis lunch i denna hobby!
använd starkare filament
även om den här kan verka uppenbar, kan man använda en annan typ av filament göra underverk när det gäller total styrka.
men inte alla skrivare kan skriva ut med alla filament som finns där ute, men det finns definitivt några alternativ som du kan använda även på prisvärda skrivare, till exempel Ender 3.
polykarbonat och Nylon betraktas som de starkaste filamenten som för närvarande finns tillgängliga, och om din skrivare kan hantera dem och du behöver ett extremt starkt tryck, Skriv ut ditt objekt med dem.
om du skriver ut med PLA, prova PETG eftersom det är lätt att arbeta med och är också lite mer flexibelt och mycket mer värmebeständigt.
hur man gör 3D-tryckta delar starkare
här är en snabb sammanfattning om hur du skriver ut din modell på ett sådant sätt att det är styrka kommer att ökas:
- Välj ett starkt fyllningsmönster (vanligtvis honungskaka).
- öka infillprocenten (att gå över 50% kommer att börja ge betydande minskande avkastning).
- öka vägg-eller ytterhöljets tjocklek.
- öka utskriftstemperaturen i steg om 5 c c tills du hittar den bästa.
- ändra utskriftens orientering så att lagerlinjerna är parallella med de krafter som kommer att utövas på den.
slutsats
som du kan se finns det många saker vi kan göra för att förbättra våra objekts övergripande styrka och övervinna en inneboende svaghet i den teknik vi valde.
om världens framtid beror på att du kan skriva ut en stark Benchy men du inte har tid att läsa hela artikeln, gör bara följande.
Glad utskrift!