3Dプリントパーツは強いですか?
3Dプリンタは、オブジェクトを加法的に作成し、部品を最も弱い層と同じくらい強くします。 それらは通常製粉の技術、射出成形または樹脂の注ぐ技術のような他のほとんどの技術より、弱いです。
構造強度を考慮しなければならない多くの用途があります。 溶融蒸着モデリング(FDM)技術が機能する方法のために、私たちが得る部品は、それぞれの射出成形の対応物ほど強くはありません。
しかし、絶望しないでください、この欠点を軽減するために私たちの設計と構成に組み込むことができるいくつかの考慮事項があります。
適切な押出温度を設定し、より高い充填率を設定し、より厚い壁を構築し、適切な材料を選択し、ビルドプレート上の部品を適切に配向させることによ
なぜ3Dプリント部品が弱いのですか?
3Dプリンタがオブジェクトを作成する添加技術は、他の製造プロセスと比較して、プラスチックの一方の層を他方の層の上に堆積させるため、弱い部品を出力する固有の傾向がある。
印刷の設定を適切に構成するのに時間がかからなければ、私たちは喜んで層の密着性の弱い部品を作成することにさらされています。
低温、各層と前の層との間の温度が非常に異なるなどの要因により、非常に密着性が悪く、全体的に弱い部品につながる可能性があります。
例えば、製粉のような減法製造は、所望の3D形状に刻まれた固体原料から始まるので、この問題はない。
射出成形でオブジェクトを作成することもできます。 この技術を使用して、溶融材料は、それが冷却し、キャビティの形状を取って硬化する金型に注入されます。 このプロセスは固体および強い部品を出力する。
3Dプリンタの固有の弱点を知ったので、新しく購入したアプライアンスをゴミ箱に投げたいという衝動を感じるかもしれません。 あなたがそれをする前に、私は非常に記事の残りの部分を読んで、あなたの部分を強くするためのいくつかの簡単な方法を学ぶことをお勧めし
また、私たちの部品のほとんどはSpaceXの最新のロケットを構築するために使用されないことを考慮する必要があります。 私たちは、しかし、やや弱い赤ちゃんヨーダを印刷する余裕ができます。

は赤ちゃんのヨーダです。 かわいいが、それはまたは国際的な品質規格まであるかもしれません。
どのようにして3Dプリント部品の強度を向上させることができますか?
前に述べたように、私たちの部分を一般的に強くするために使用できる小さな構成の微調整がたくさんあります。 その中で、最も重要な物はinfillのパーセント、放出の温度、正しいフィラメントのタイプを選び、きちんと私達の設計を方向づけて置く外壁の厚さです。
それぞれについて簡単に議論し、それらが印刷にどのように影響するのか、なぜそれらが印刷に影響するのかを見てみましょう!
Infillパーセンテージ
Infillは、オブジェクトの内部に印刷される通常のパターンで構成され、そうでなければ空のスペースになるものを置き換えます。 それは印刷物のための内部サポートとして、だけでなく、上が倒れることを防ぐが、また外貝を一緒に握ることを働きます。
この魂を揺さぶるトピックに冒険する前に、異なるインフィルの割合がどのように見えるかを見てください:
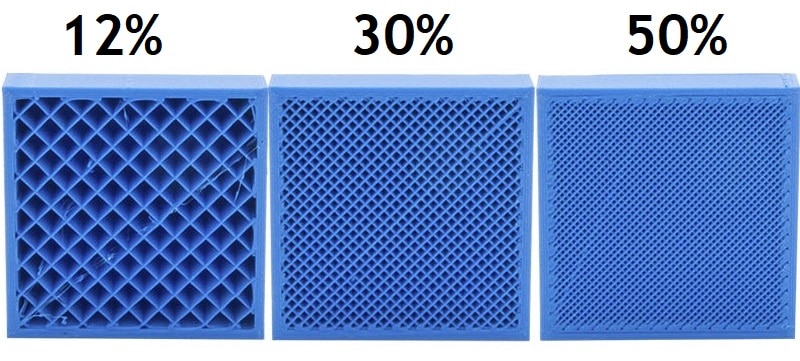
経験則として、50%のinfillはあなたのプリントの質および強さを非常に高めます。 より高いinfillのパーセントはわずかな強さの増加を示しますが、フィラメントの消費および印刷の時間を非常に増加します。
 report this ad直線、グリッド、三角形、wiggle*、fast honeycomb、full honeycomb、その他の実験など、さまざまなパターンに従うようにinfillを設定できることも知っておく必要があります。 各パターンの長所と短所はこの記事の範囲外ですが、直線またはグリッドのインフィルを使用するとほとんど問題ありません。
report this ad直線、グリッド、三角形、wiggle*、fast honeycomb、full honeycomb、その他の実験など、さまざまなパターンに従うようにinfillを設定できることも知っておく必要があります。 各パターンの長所と短所はこの記事の範囲外ですが、直線またはグリッドのインフィルを使用するとほとんど問題ありません。
*現在まで、私はまだウィグルパターンの利点を考えることはできません。 私はかつていくつかの空き時間と最適以下の形状のための味を持つ開発者が存在していたと思います。
壁の厚さ
壁の厚さは、私たちのプリントの最外殻の幅であり、主にそれの全体的な強さを決定します
多くのフィラメントメーカーは、0.8mmの外殻で印刷 耐性のある赤ちゃんヨーダを得るためには、幅を1.6mmに倍増させることを強くお勧めします。
使用する壁の厚さに関係なく、常にノズル径の倍数を使用する必要があります。 ほとんどのプリンタは0.4mmのノズルが付属しているので、私は0.8mmと1.6mmを言及しました。 数学の急性と鋭い博士号は、私が上記で行った信じられないほどの計算を認識します!
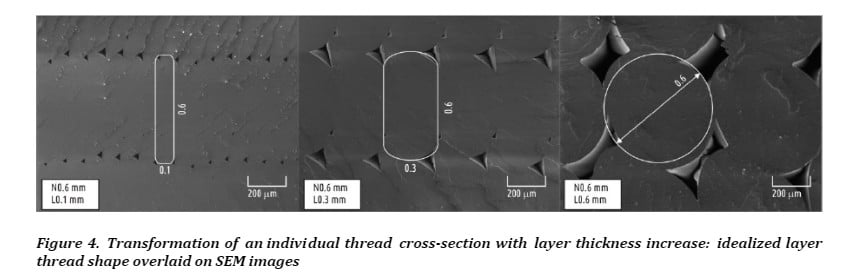
適切な温度を設定する
3Dプリントで使用されるほとんどのフィラメントはある種の熱可塑性樹脂ですが、化学組成は異なります。 したがって、それらはそれぞれ異なる最適温度を有する。経験則として、PLAは180℃~220℃、ABSは210℃~250℃、PETGは220℃~250℃、ナイロンは240℃~260℃のいずれかに設定する必要があります。
別のフィラメントを購入した場合は、そのパッケージを見て、おそらくメーカーに応じて推奨温度を見つけるでしょう。 実際には、私はあなたに言った範囲を忘れて、常に念のためにメーカー推奨範囲を見てください。
あなたは常にあなたの3Dプリンタとフィラメントのための完璧な温度を見つけるために繁栄する必要があります,それは層の接着の質を決定
押出温度が低いと、層間の接着性が悪くなります。 あなたは他の道を行くと、できるだけ熱いあなたのフィラメントを加熱するように誘惑されるかもしれませんが、それはあなたがgoogleすることがで スポイラー警告:乱雑なプリント、貧しいオーバーハング、および全体的な低品質。
しかし、一般的に、印刷の強度を向上させたい場合は、温度を少し高く設定すると、押出プラスチックの新しい層が前の層とはるかに良く結合するよ
部品の向き
3Dプリントされた部品は、印刷ベッドに平行な平面では強く、垂直平面では弱くなることに注意することが常に重要です。 スライサー内にデザインを配置するときは、常にどの方向に接触するのか、どのような力にさらされるのかを自問してください。
答えがわからない場合は、退屈でおそらく役に立たない中空円筒*の場合を考えてみてください。
垂直方向に印刷すると、オブジェクトは互いに重ねられた円のシーケンスになります。 あなたがそれぞれの極端にそれをつかんでそれを曲げようとすると、シリンダーを壊すのは非常に簡単です。
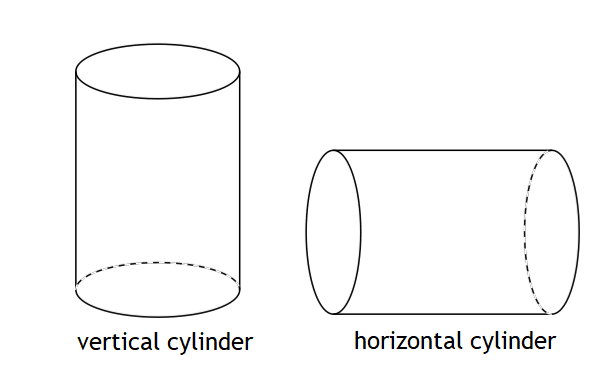
*私はおそらく歴史を通して、シリンダーが明確に有用であることが証明されていることを言及す これは明らかに今日の記事の範囲外ですので、私は読者に証拠を残します。
あなたは信じられないほど強いと思うように誘惑されるかもしれません、そして多分あなたはそうですが、あなたは非常に弱いシリンダーを印刷した
まだ予備のフィラメントがあり、それを水平方向に印刷することを選択した場合、フィラメントのラインがどのように押し出されるかのために、その部分が壊れにくいことに気付くでしょう。
この配置の欠点は、この方向が作成した角度のために、印刷にサポートを追加する必要があることです。
なぜすべてが3Dプリントのトレードオフでなければならないのですか? この趣味には無料のランチはありません!
より強いフィラメントを使用する
これは明らかに見えるかもしれませんが、異なるタイプのフィラメントを使用すると、全体的な強度の点で驚異
しかし、すべてのプリンタがそこにあるすべてのフィラメントで印刷できるわけではありませんが、Ender3などの手頃な価格のプリンタでも使用で
ポリカーボネートとナイロンは、現在利用可能な最強のフィラメントとみなされており、お使いのプリンタがそれらを処理することができ、非常に強い
PLAで印刷する場合は、PETGを試してみてください。
3Dプリントパーツをより強くする方法
ここでは、強度が増加するようにモデルを印刷する方法の簡単な要約です:
- 強いインフィルパターン(一般的にハニカム)を選択します。
- インフィル率を上げる(50%を超えるとリターンが大幅に減少し始める)。
- 壁または外殻の厚さを増やします。
- 最高のものが見つかるまで、印刷温度を5°c単位で上げます。
- レイヤーラインがそれに加えられる力と平行になるように、印刷の向きを変更します。
結論
ご覧のように、オブジェクトの全体的な強さを向上させ、私たちが選んだ技術の固有の弱点を克服するためにできることはたくさんあります。
世界の未来があなたに依存している場合強いBenchyを印刷することができますが、記事全文を読む時間がない場合は、次のようにしてください。
ハッピープリント!