befektetési öntés
Contact Companies
kérjük, töltse ki az alábbi űrlapot, hogy ajánlatkérést nyújtson be a következő felsorolt vállalatok bármelyikéhez
vegye fel vállalatát ezen a Power oldalon
Bevezetés
ez a cikk alaposan megvizsgálja a befektetési öntést.
többet megtudhat olyan témákról, mint például:
- mi a befektetési casting?
- a befektetési öntés folyamata
- a befektetési öntés típusai
- a befektetési öntéssel önthető Fémek
- és még sok más…
első fejezet-mi a befektetési Casting?
a befektetési öntés olyan fémmegmunkálási folyamat, amely viaszmintára épített kerámia héjat használ rendkívül egyenletes és sima felületű alkatrészek előállításához. A viaszmintát alumínium szerszámból állítják elő.A befektetési öntés végtermékei elválasztó vonalak, penész féljelek vagy egyéb deformációk nélkül vannak. Minden alkatrész zökkenőmentes és hibátlan, kivételesen finom kivitelben.
a folyamat a befektetési casting termel alkatrészek, alkatrészek, és darab minimális hulladék, energiafelhasználás, vagy szükség öntés után befejező. A befektetési öntés legjellemzőbb tulajdonsága az elkészült alkatrészek pontossága és kivételes tűrései.
második fejezet – a befektetési öntési folyamat
befektetési öntés, más néven Elveszett viasz folyamat vagy Cire perdue francia nyelven, fémmegmunkálási módszerként használták évezredek óta. Kínából származik, és a modern ipar figyelmen kívül hagyta a 20.századig, amikor kifejlesztették azt a technológiát, amely megkönnyítette a viasz eltávolítását az öntvényből.
a második világháború alatt a befektetési öntés gyors növekedést mutatott a kivételesen pontos és hibátlan alkatrészek biztosításának eszközeként, amelyeket hagyományos módszerekkel nem lehetett megformálni. A háború után ez lett a leggyakrabban használt folyamat az ipari alkalmazásokhoz, amelyek összetett és bonyolult terveket igényeltek.
a befektetési öntési folyamat
szerszámozás
szerszámozás befektetési öntéshez a viaszbefecskendező szerszámokra vonatkozik, amelyeket a folyamat alapját képező viaszminták létrehozására használnak. A szerszámozás kritikus tényezője a gyártandó alkatrész, amelyet a felhasználó határoz meg. A szerszámozás a tervezési funkció része, és magában foglalja a fejlett termékminőség-tervezést (APQP), az 1980-as években kifejlesztett tervezési tervezési módszert.
az APQP középpontjában a termelés vizsgálata és az egyes szakaszok értékelése áll, hogy megakadályozzák a hibákat és a felesleges ismétléseket. Az APQP során a végtermék minden aspektusát kiértékelik, megtervezik és megvitatják úgy, hogy a szerszámok, beleértve a mintákat és a magokat, precízen megtervezettek legyenek.
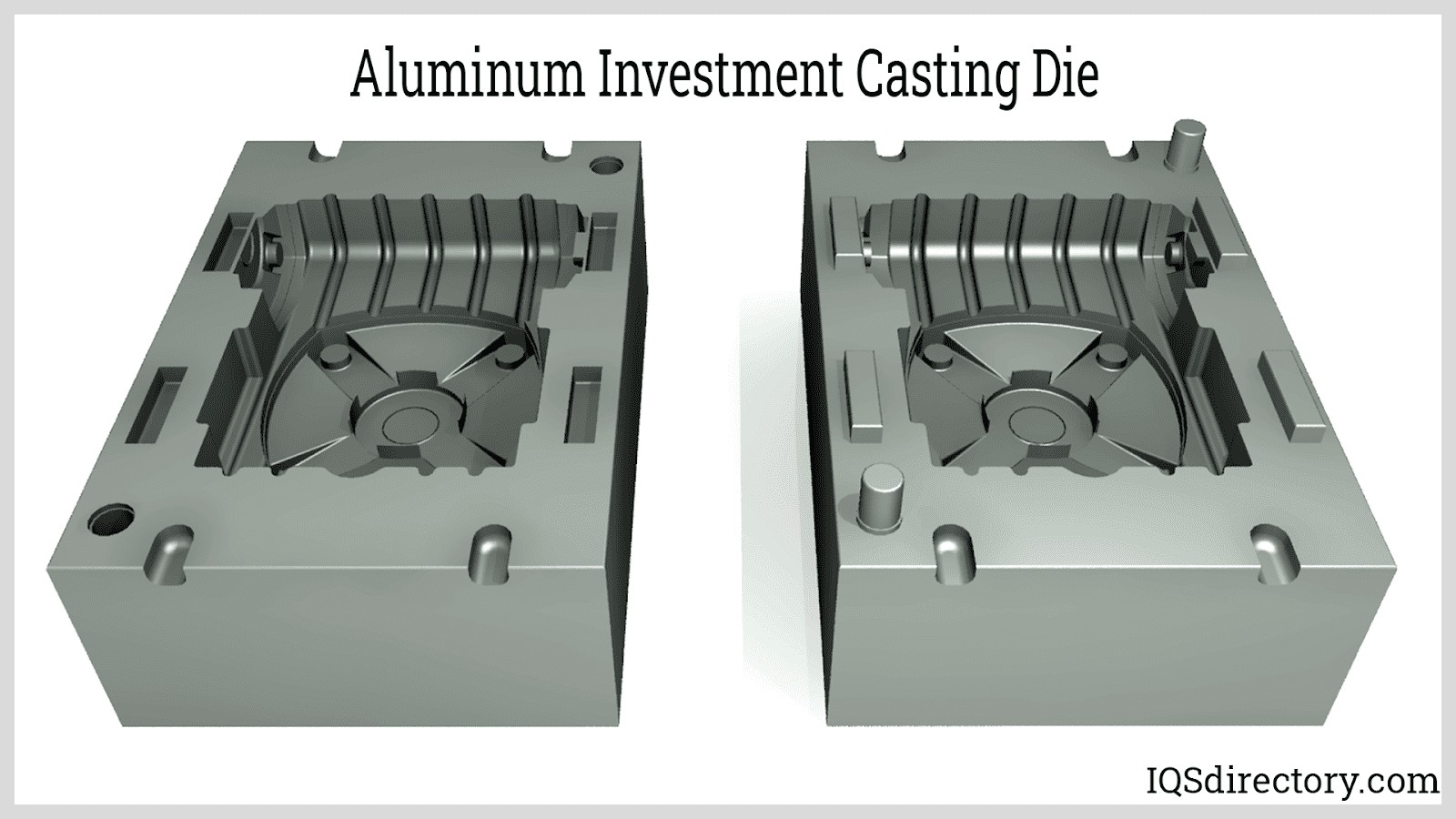
Die
a szerszám az APQP folyamat eredménye. A viaszbefecskendező Szerszámok alumíniumból készülnek, mivel az alumínium hőtulajdonságai gyorsan eloszlatják a hőt és csökkentik a ciklusidőket. Mivel az alumínium alakítható és hajlékony, könnyen formázható és alakítható. Az alumínium szerszámüregei nem szenvednek kopást a viasz befecskendezési folyamata miatt; ez növeli élettartamukat.
miután a szerszám elkészült, ellenőrzik, hogy nincs-e szivárgás, repedés, lyuk vagy egyéb hiányosság, amely befolyásolhatja a végső rész minőségét. A régi szerszámokat műanyag zacskókban tárolják, Páratartalom-szabályozott környezetben, és újrafelhasználásuk előtt ellenőrzik őket.
a befektetési öntéshez használt viaszok
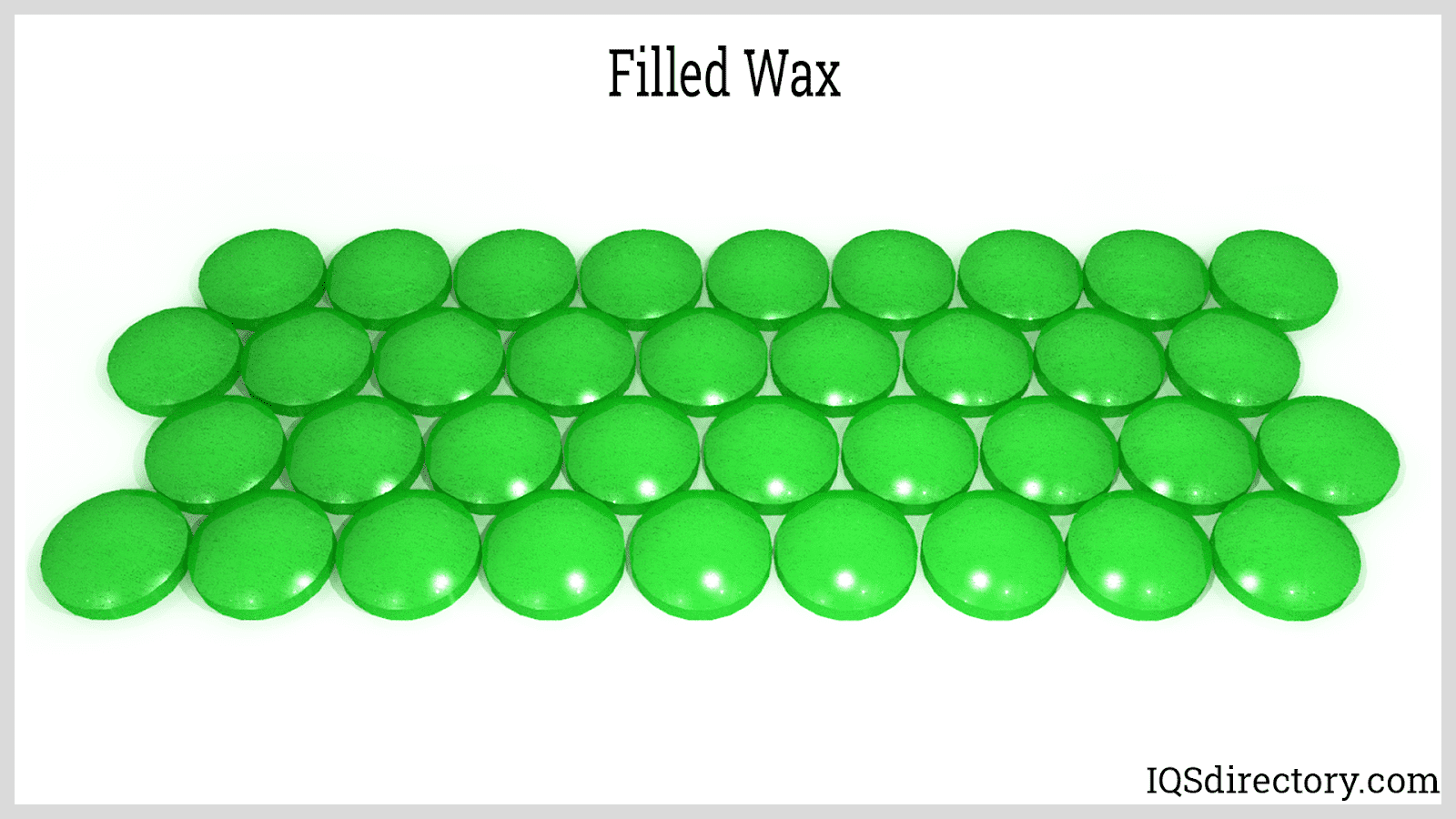
többféle viaszot használnak a viaszminta létrehozásához. A kiválasztott típus számos tényezőtől függ, például az áramlási tulajdonságoktól, attól, hogy visszanyerhető-e, a méretkonzisztenciáktól, a felületkezeléstől és az alkalmazás igényeitől. A szokásos viaszok közé tartozik a töltött minta, a nem töltött minta, a futó, a vízben oldódó és a ragadós.
töltött Minta
a töltött mintás viaszok töltőanyagokat adnak hozzá, amelyek olyan tulajdonságokat adnak az öntvényhez, amelyek biztosítják az erőt, a méretstabilitást, az alacsonyabb hőtágulást és a korlátozott zsugorodást. A töltőanyagok közé tartozik a biszfenol, A szerves anyagok, a tereftálsav és a térhálósított polisztirol.
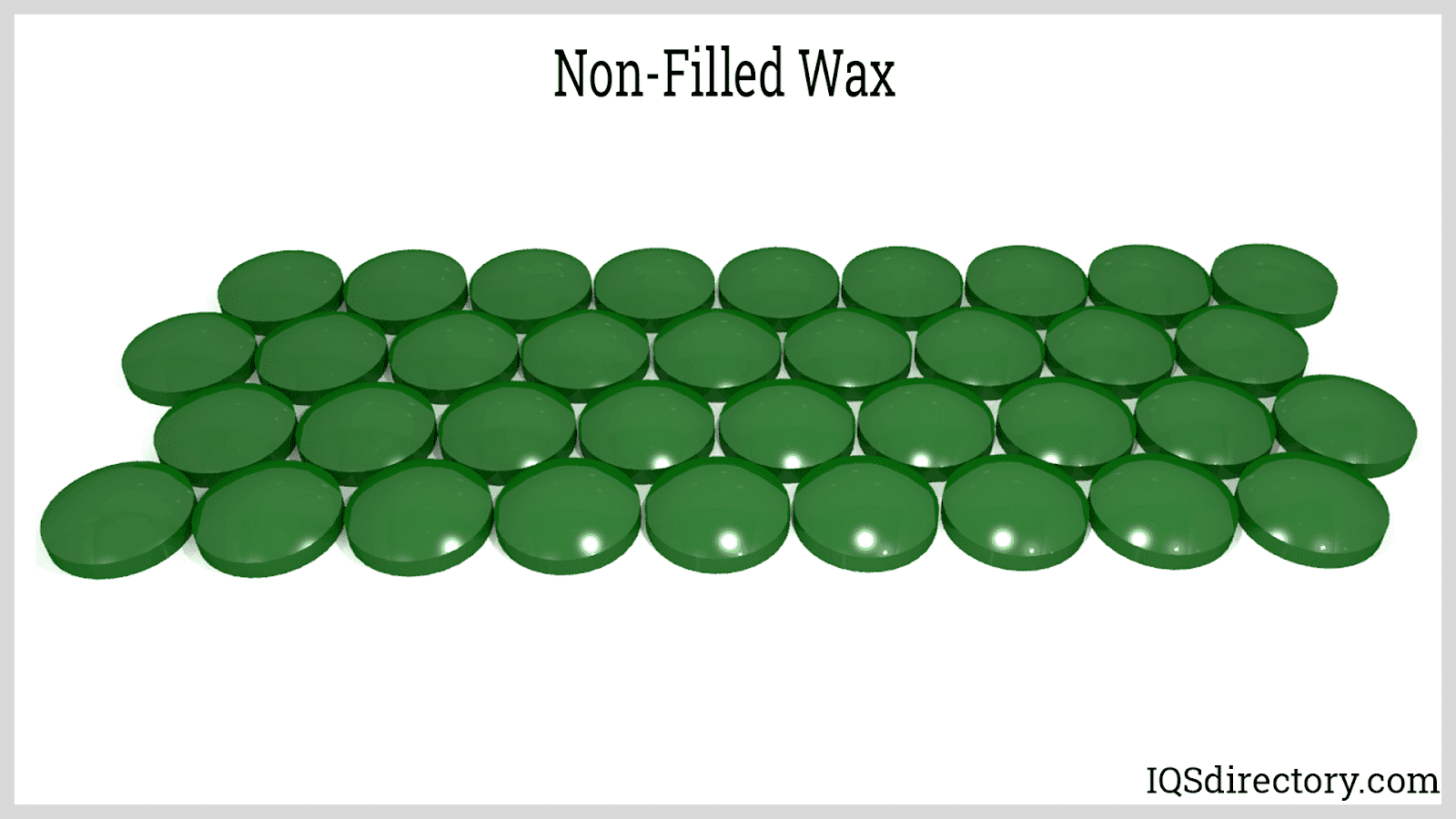
nem töltött
a nem töltött viaszok töltőanyagokat tartalmaznak, de nem annyira, mint a töltött viaszok. Kivételes mechanikai tulajdonságokat és hőteljesítményt biztosítanak. A nem töltött viaszokat összetett geometriákhoz és meghatározott mintákhoz használják.
Runner
a Runner viaszokat olyan öntvényekhez használják, amelyek kiváló mechanikai szilárdságot igényelnek, alacsonyabb viszkozitással. Alacsony olvadáspontjuk van, és gyorsan leeresztik a kerámia formából.
vízben oldódó
vízoldható viaszt akkor használnak, ha egy résznek összetett és bonyolult belső mintái vagy mintái vannak, ahol bonyolult magot helyeznek a mintába. Miután a mag befejeződött, a vízben oldódó minta belsejébe kerül. Ahogy a minta lehűl, a viasz feloldódik.
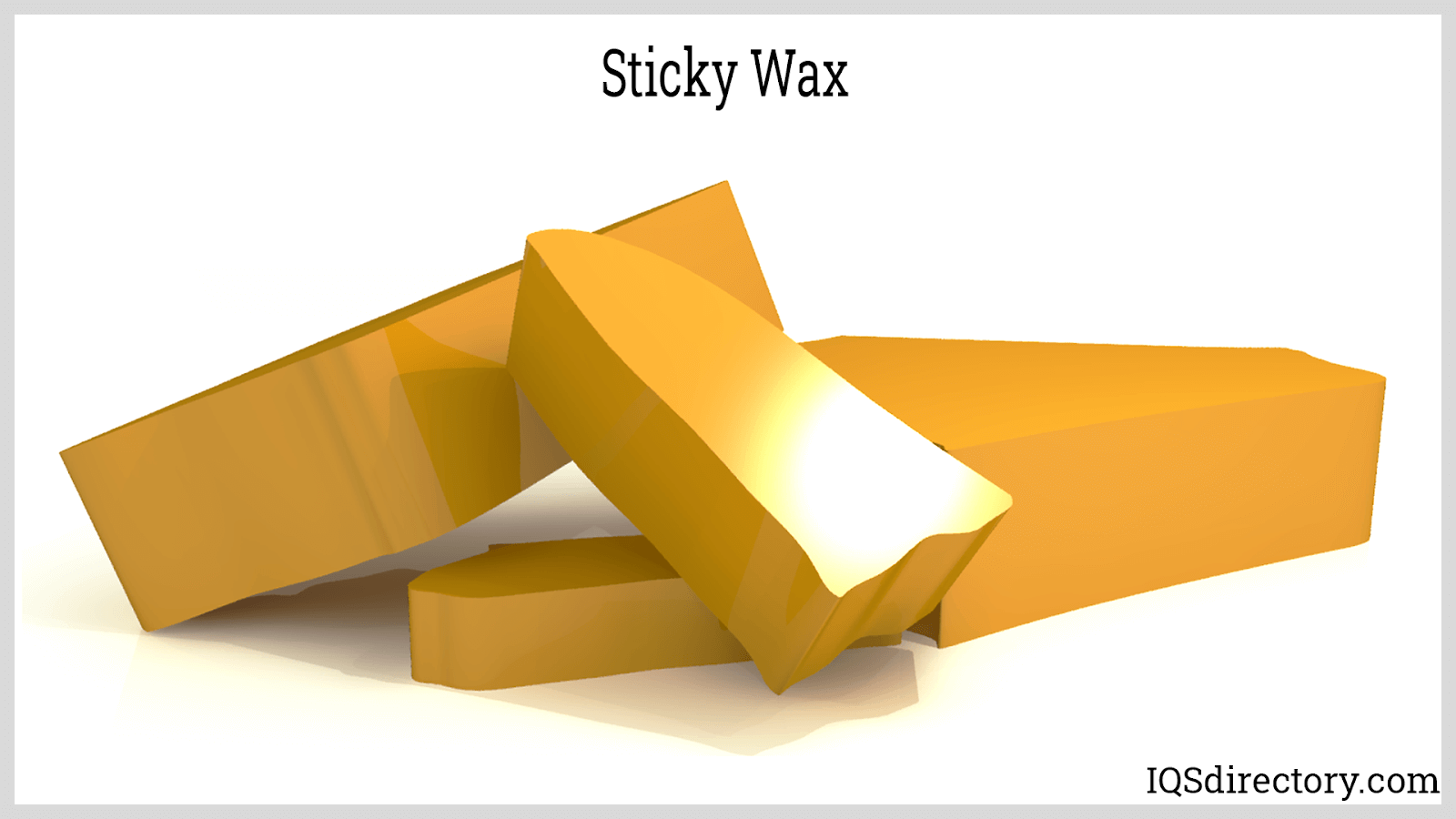
Sticky
Sticky wax kötések minta viaszok össze a minta összeszerelése során, és létrehoz egy hosszú tapadást, hogy megakadályozzák a hibákat az állandó kezelés során.
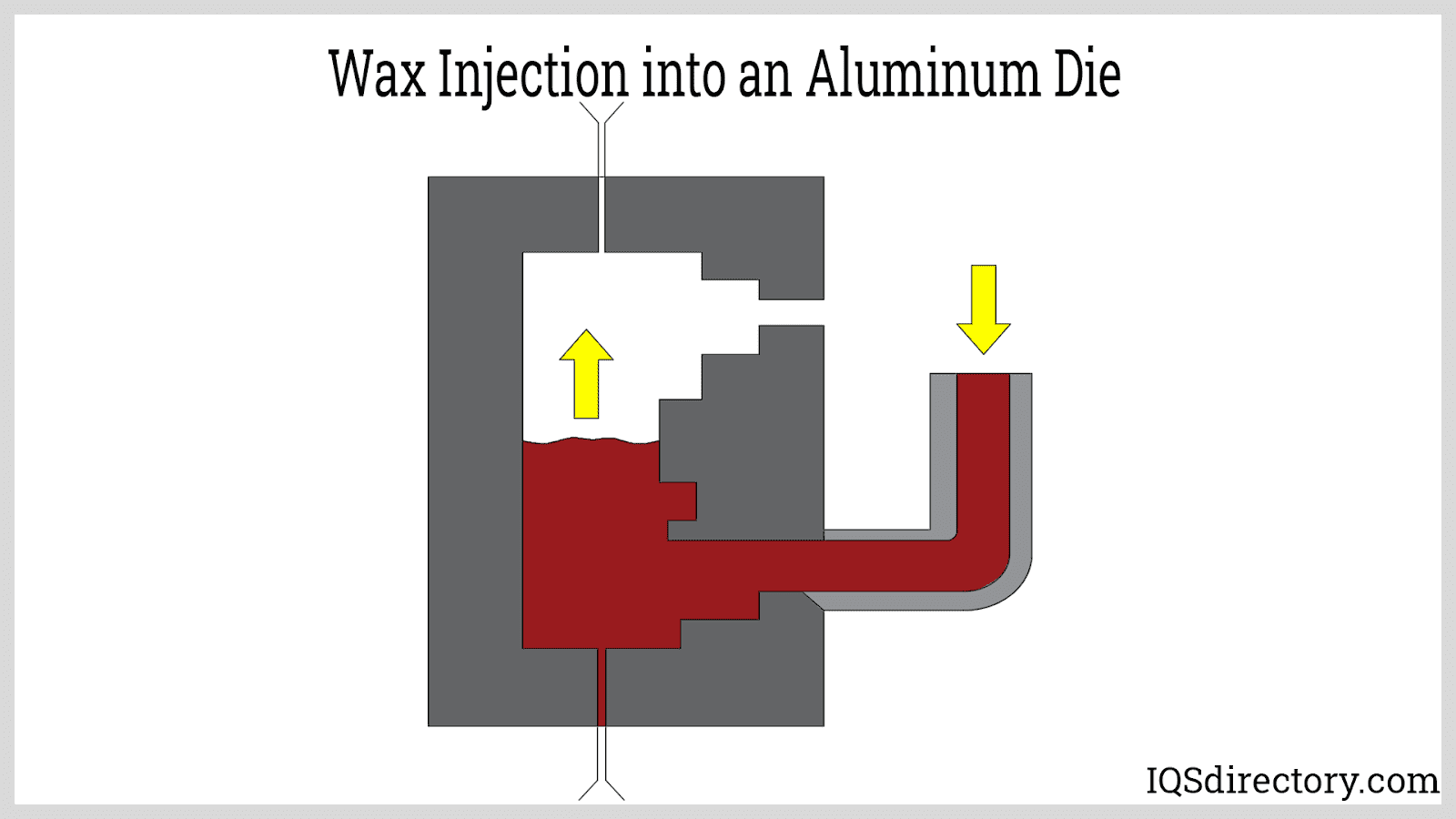
viasz injekció
viaszt fecskendeznek a szerszámba vagy a formába a minta létrehozásához. A viaszmintázat méretei valamivel nagyobbak, mint a végső rész, hogy figyelembe vegyék a kerámia formában bekövetkező összehúzódást. A szerszám be van szorítva, és egy befecskendező fúvóka igazodik a szerszám rugójához. A sprue az az út, amelyet a viasz követ, amikor belép a szerszámüregbe.
a Viaszpelleteket a befecskendező préshez csatlakoztatott tárolótartályban olvasztják. A tartály folyamatosan keveredik, hogy a keverék homogén maradjon. Hidraulikus meghajtású henger tolja a viaszt egy fűtött tömlőn keresztül a rugóba, kitöltve a szerszámüreget.
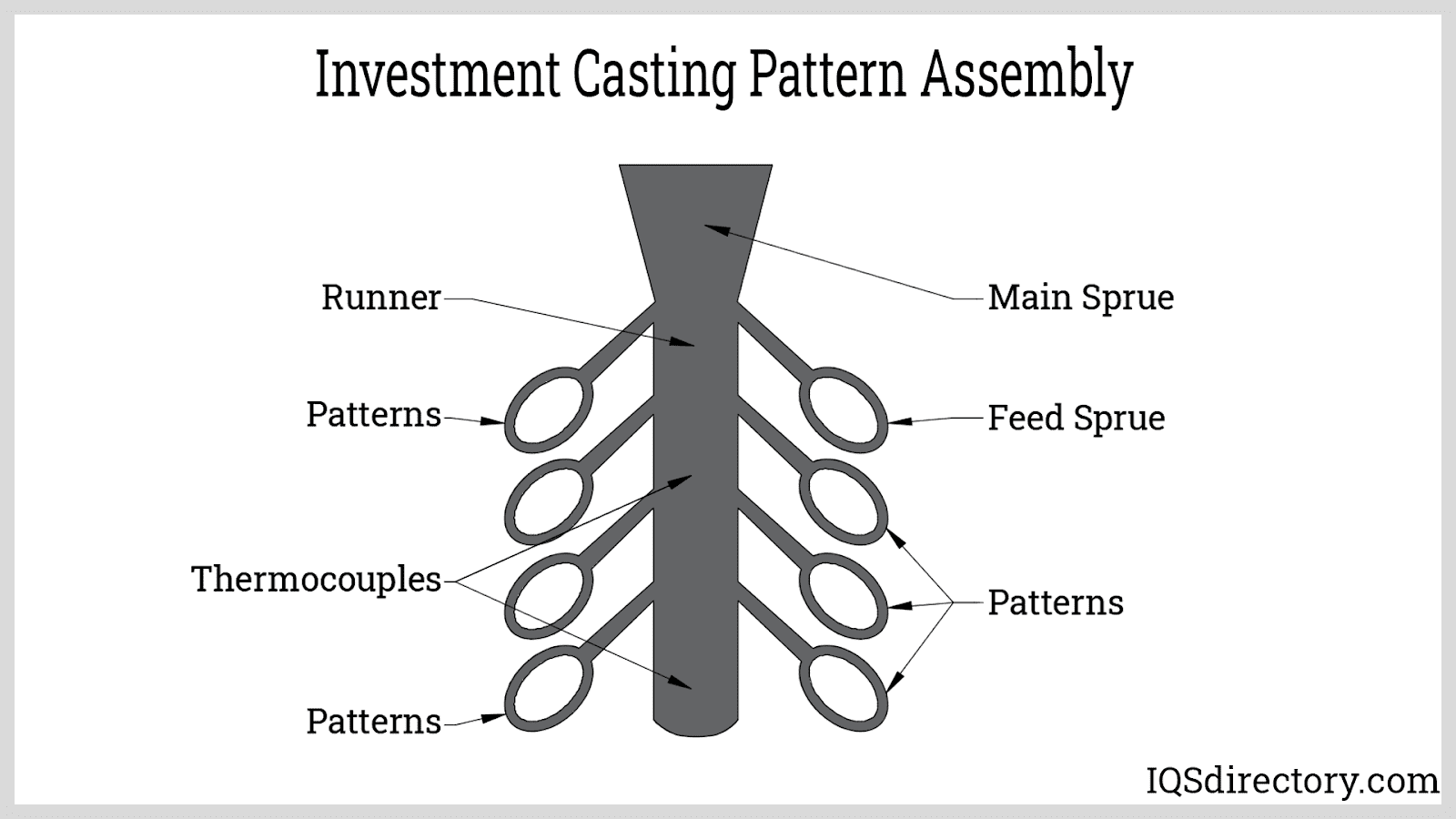
Minta összeszerelés
a befektetési öntés nagy pontosságú és kész alkatrészeket állít elő nagy mennyiségben az egyes minták viaszfutóra történő összeszerelésével, amelyhez a mintákat rögzítik. Eltekintve attól a funkciójától, mint a minták megtartásának módja, a viaszfutó fémadagoló rendszerként vagy csőként szolgál, amelyen keresztül az egyes részeket olvadt fém táplálja az öntés során.
a Viaszfutók pontosan ugyanazzal a módszerrel készülnek, amelyet a minták előállításához használnak. A futó végén egy fém elem található, amely körül a viaszt befecskendezik. A fém elemhez csatlakoztatott csap kilóg, majd a folyamat későbbi részében egy akasztólemezhez csatlakozik. Kerámia csészét is hozzáadnak, hogy tölcsérként működjön,amikor az olvadt fémet a futóba öntik.
a minták kapui úgy kapcsolódnak a futóhoz, hogy a végét a felületen megolvasztják, forró olvadék ragasztóviaszba, például ragacsos viaszba mártják, majd a futóhoz nyomják. Ahogy az olvadt viasz lehűl, a futóhoz rögzül, és egy kis fáklyával hegesztik, hogy simítsa a kapcsolatot.
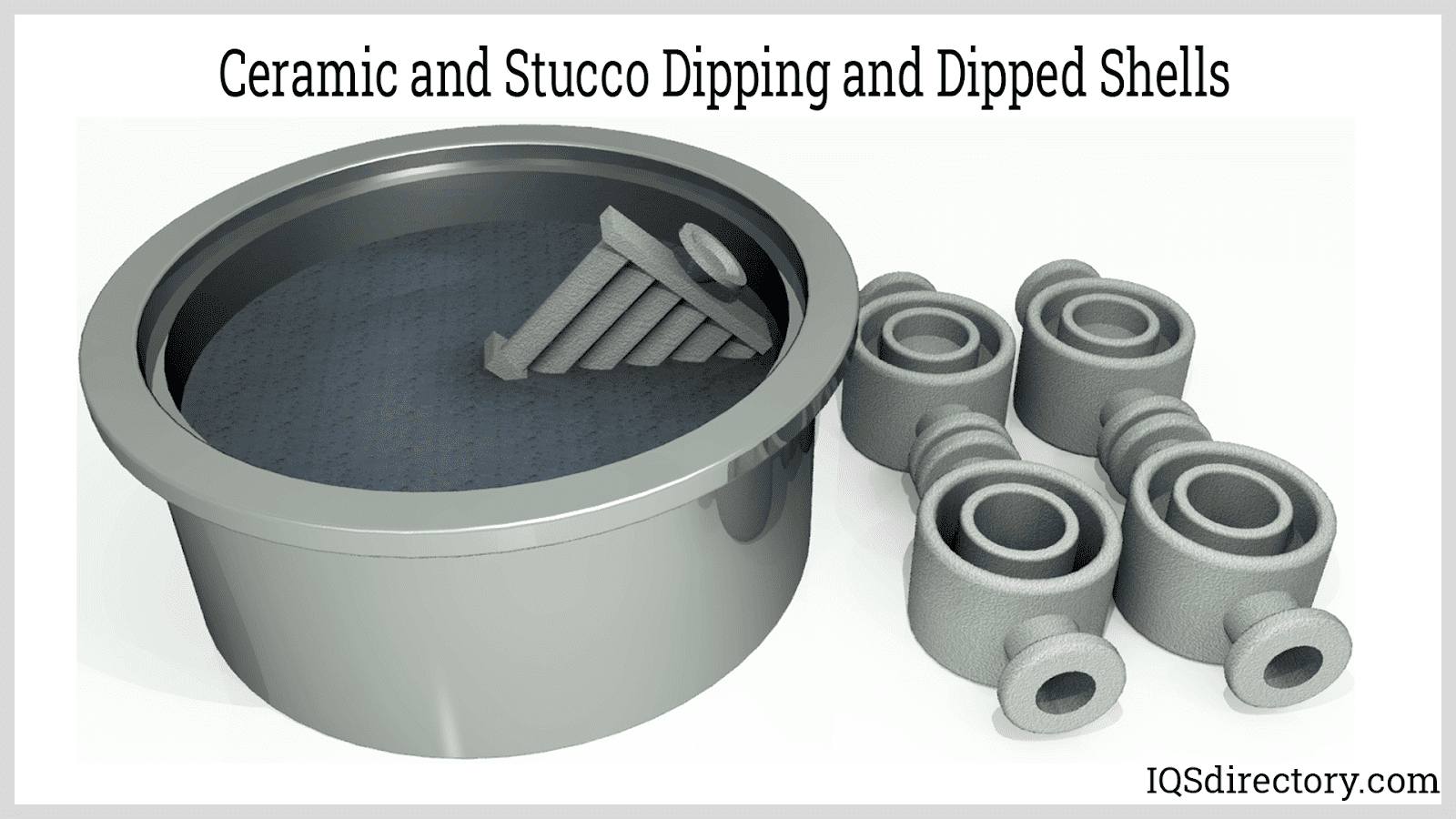
Héjbevonat
Miután az öntési mintát összeszerelték és beállították, a szuszpenziót a finom szemcsés szilícium-dioxidból, vízből és valamilyen kötőanyagból álló szuszpenzióba mártva alkalmazzák. Ezeknek az elemeknek a kombinációja kerámia bevonatot hoz létre, amelyet többször alkalmaznak a kívánt vastagság elérése érdekében.
a hígtrágya bemártását követően a mintaegységet stukkóval vonják be, amelyet az APQP során határoztunk meg. A stukkó folyamat egy vékony bevonattal kezdődik, és minden alkalmazással fokozatosan durvábbá válik.
a héjbevonat a folyamat lényeges része. A héj szilárdságának elegendőnek kell lennie az összes öntési eljárás elviseléséhez. A többszörös merítés és a stukkó bevonat szükséges a héj stabilitásának és tartósságának biztosításához.
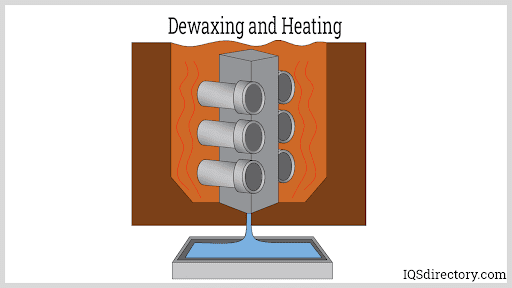
viaszmentesítés és melegítés
a hevítésnek különböző formái vannak, amelyeket a viasz eltávolítására használnak az edzett héjból. A közös modern gyakorlat az autokláv—gőzfűtő eszköz használata. Az autokláv hőmérsékletének elegendőnek kell lennie a viasz megolvasztásához és az öntőforma előmelegítéséhez.
a befektetési öntőformákat általában 1800 Ft-ra (982 Ft) égetik. Az autoklávban lévő gőz eltávolítja a potenciálisan illékony anyagokat. Miután a formákat megfelelően megtisztították és felmelegítették, készen állnak a fém öntésére.
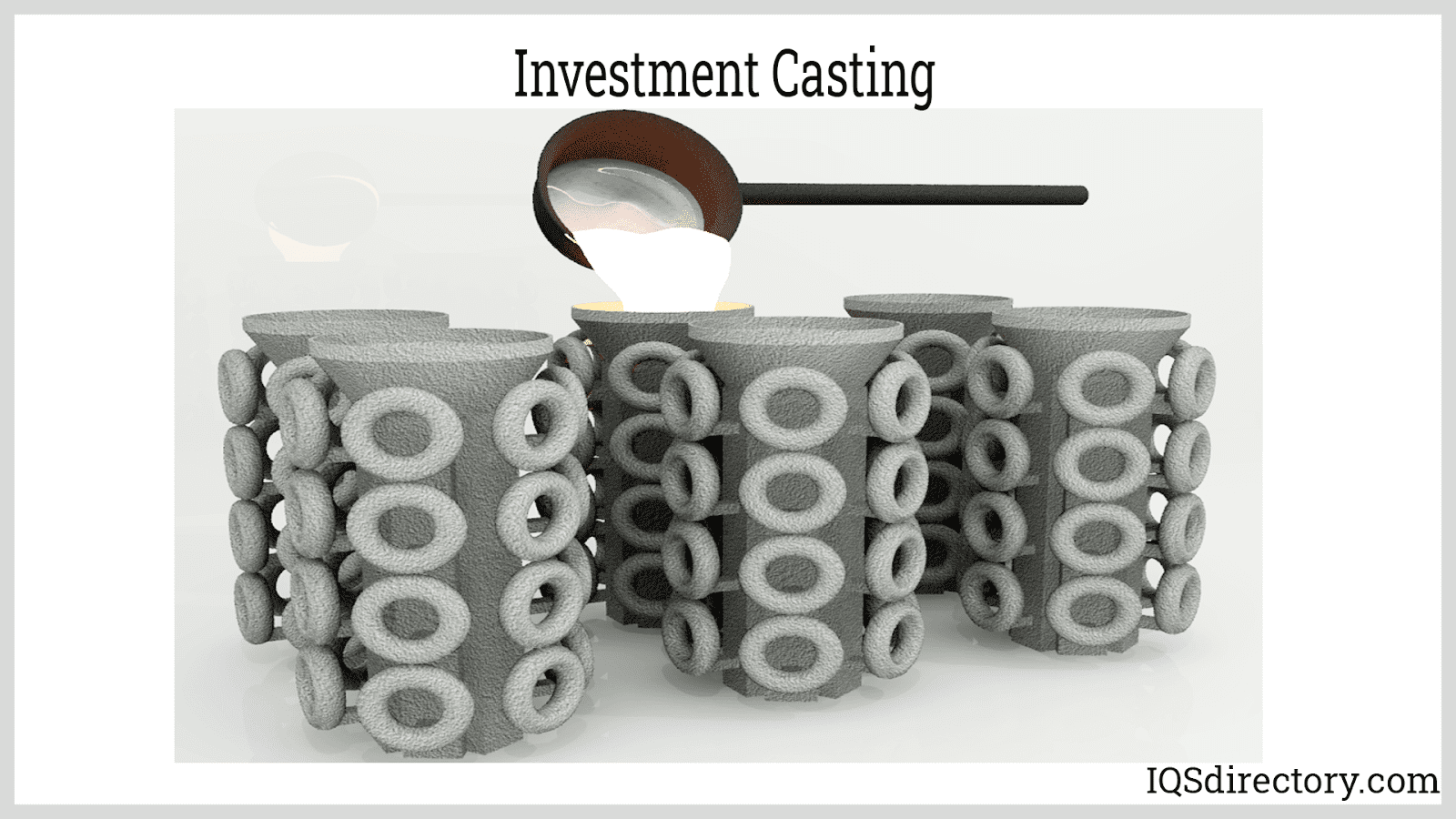
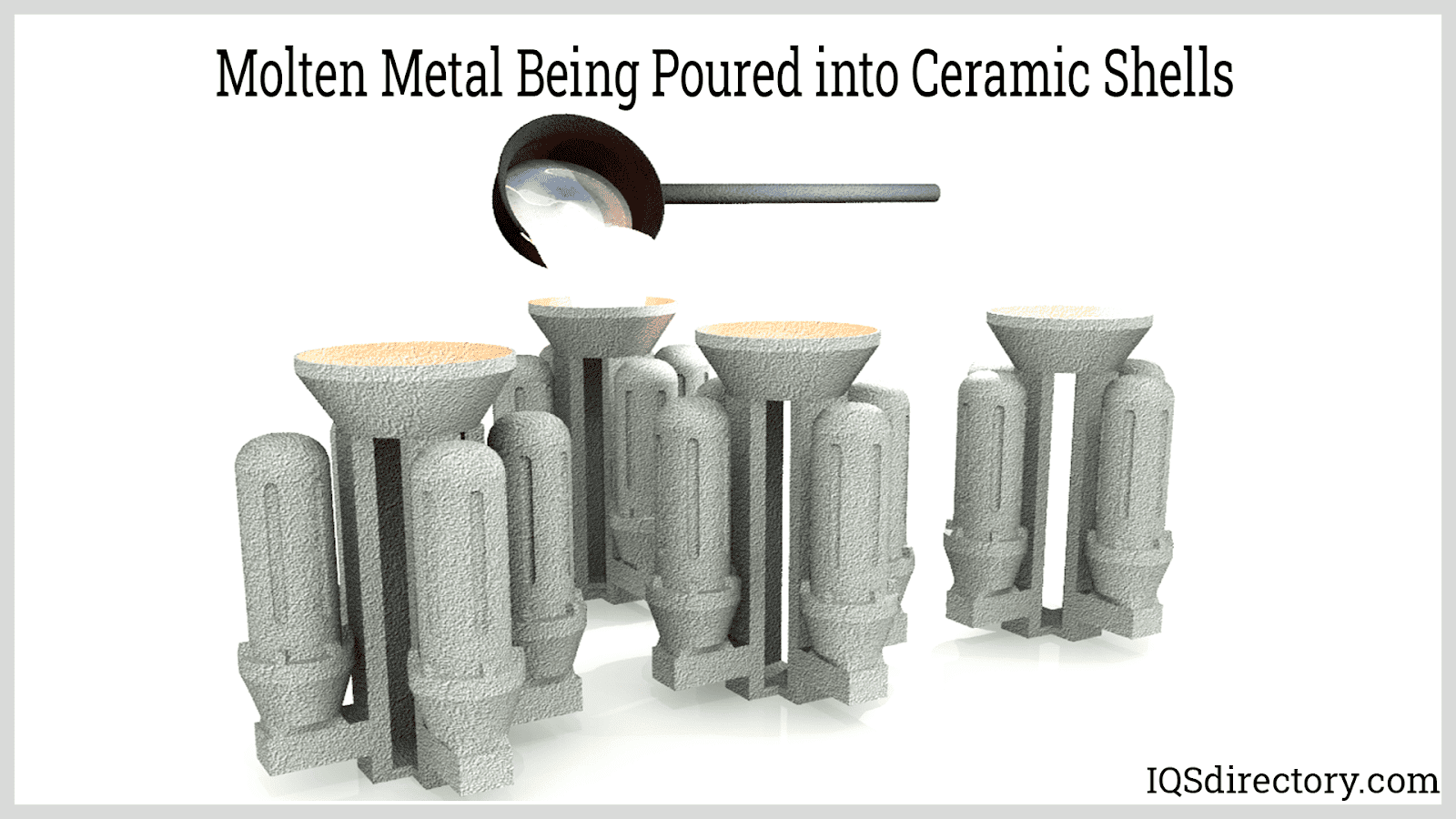
öntés
az öntés magában foglalja az olvadt fém öntését az előmelegített penészüregekbe. Ebben a szakaszban az öntés minőségének kulcsa az idő és a hőmérséklet. Az olvadt fém öntése után egy vibráló gép óvatosan rázza meg a kerámia héjat öt-hét másodpercig. A rúdból származó fém olvadt állapotba olvadt. Miután a héj megtelt, hagyjuk szobahőmérsékleten lehűlni.
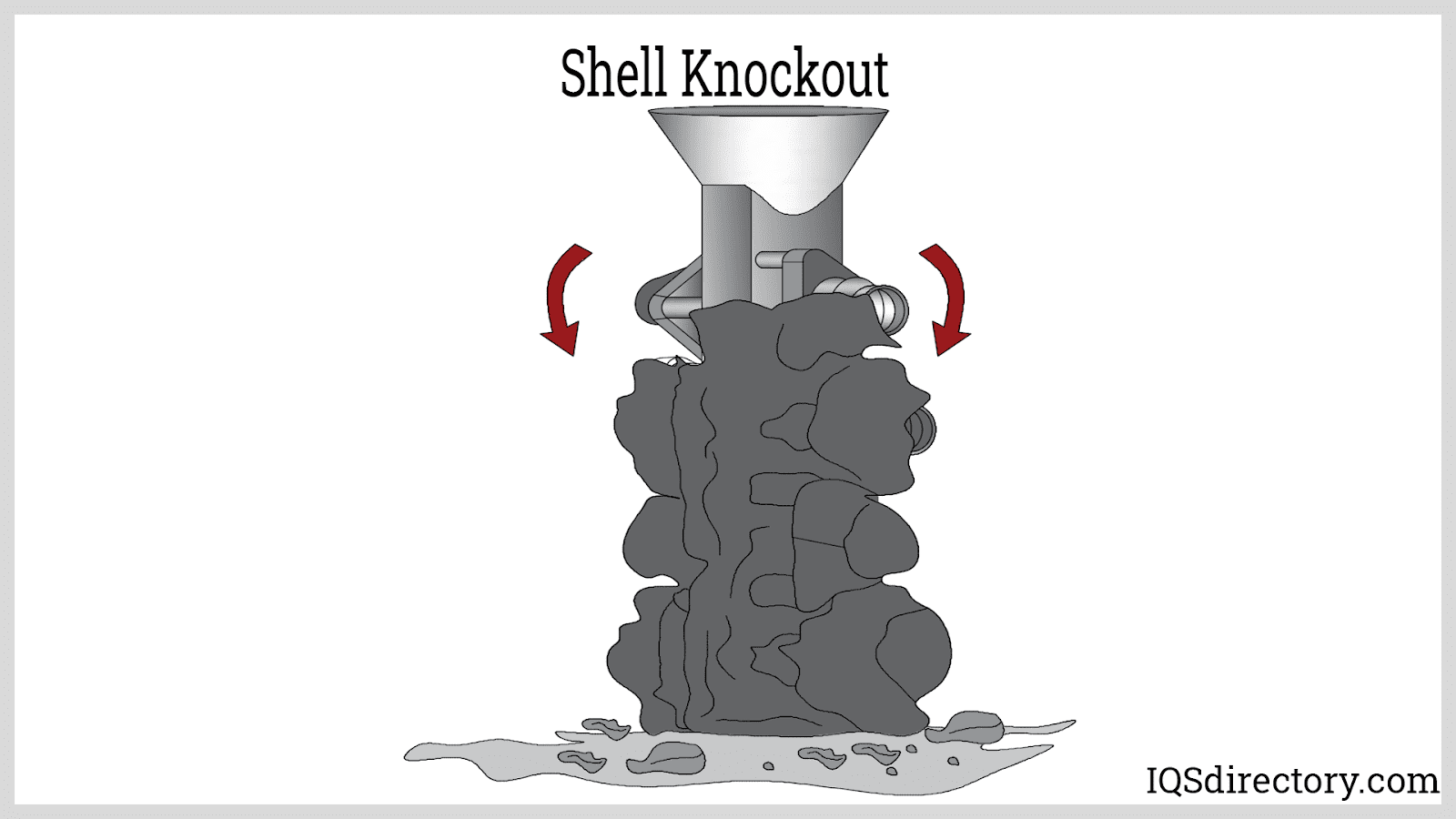
a héj kiütése vagy eltávolítása
miután a héj lehűlt és a fém megszilárdult, a héj anyagát eltávolítják. A héj eltávolítására különféle módszereket alkalmaznak, beleértve a kalapácsot, a nagynyomású vízrobbanásokat, a vibrációs asztalt, a vegyszereket vagy a speciálisan tervezett kiütőgépeket. A knockout folyamat során a héjat szorosan rögzítik és tartják a helyzetben, hogy biztosítsák a folyamat egységességét.
a kiesési folyamat különösen nehéz lehet, különösen olyan alkatrészek esetében, amelyek bonyolult és összetett szakaszokkal rendelkeznek.
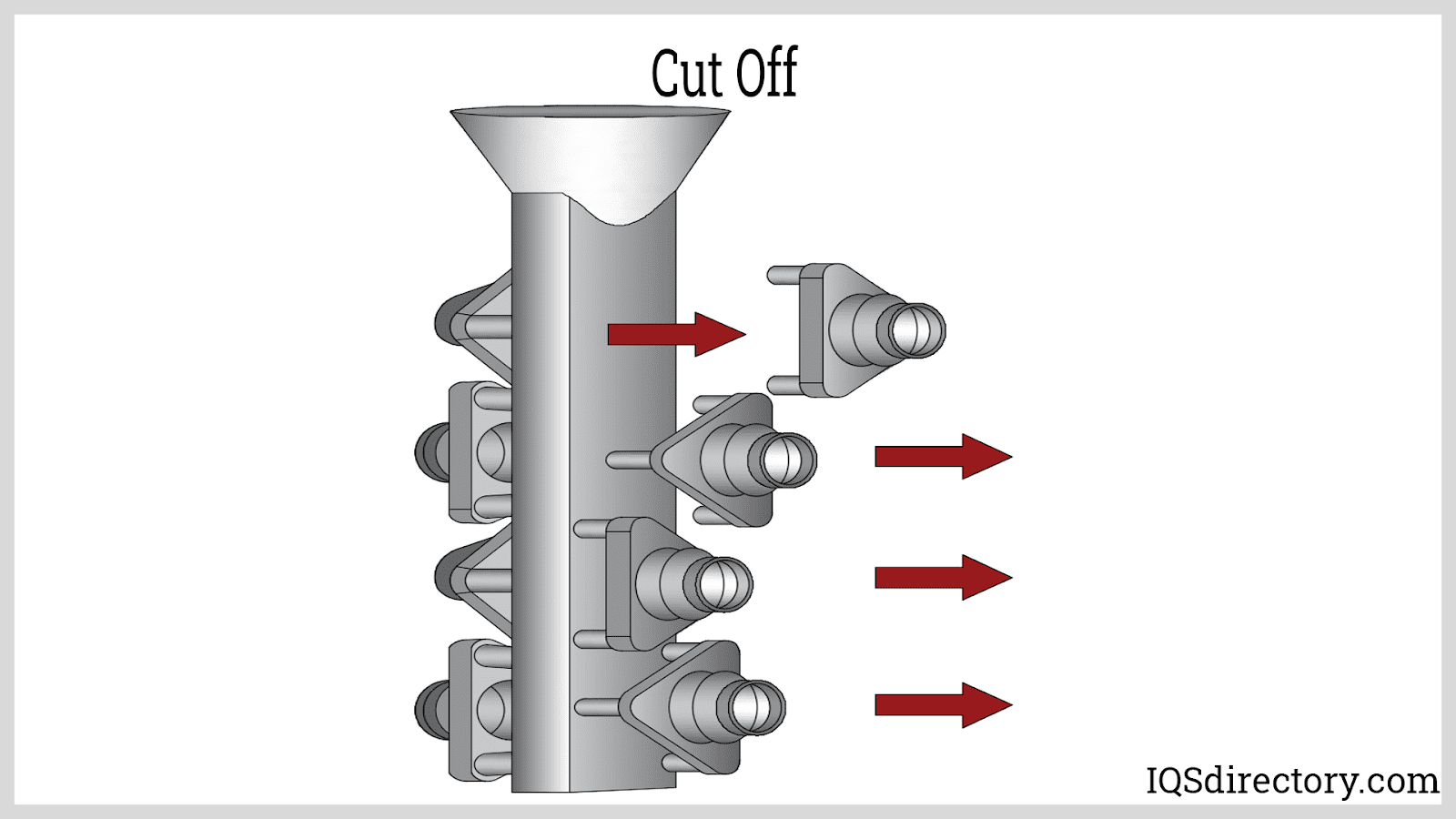
Cut Off
a Cut off magában foglalja az egyes részek eltávolítását a rugóból vagy a futóból. Miután az alkatrészt leválasztották a futóról, a kapuk fennmaradó részeit ledarálják. Különböző módszerek vannak az alkatrészek eltávolítására a sprue-ból, beleértve a vágófűrész, fáklya vagy lézer használatát. Rendkívül MŰSZAKI vagy magas gyártási műveletek során az alkatrészeket programozható vágófűrész segítségével lehet levágni.
hőkezelés
a hőkezelés célja az alkatrész mechanikai jellemzőinek és tulajdonságainak javítása. Az öntési folyamat csökkenti a fém szilárdságát, tartósságát és szívósságát. A hőkezelések kiküszöbölik a belső stresszt. A befektetési öntéshez használt hőkezelések típusai közé tartozik a vákuumoldat lágyítása, keményítése, temperálása és csapadékkeményedése.
Vákuumoldat lágyítás
a vákuumoldat lágyításának célja a kicsapódó anyag eltávolítása és a munkadarab egyfázisú szerkezetre történő cseréje. A lágyítás befejezése után a munkadarab puha és rugalmas, készen áll a keményítésre. Ebben a szakaszban a munkadarab működőképes, megmunkálható, hegeszthető, méretstabilitással rendelkezik.
keményedés
a keményedés magában foglalja a fém melegítését, amíg el nem éri az ausztenites kristályfázisát. Ezt követően nagyon gyorsan lehűl. A folyamat növeli a munkadarab szilárdságát és hordhatóságát.
temperálás
a temperálás a munkadarabot közvetlenül a kritikus tartomány alá melegíti, ott tartja, majd lehűti. A temperálás folyamata csökkenti a törékenységet, és pontos ellenőrzést igényel, így nem befolyásolja a keménységet.
Csapadékkeményedés
a Csapadékkeményedés, vagy korkeményedés megnehezíti a munkadarabot, és vákuumban, 900 (482) és 1150 (621) közötti hőmérsékleten hajtják végre. A folyamat magában foglalja a munkadarab melegítését, oldattal történő kezelését, hűtését, majd a gyors hűtés előtt ismét melegítését.
Befejezés
a befektetési öntési folyamat utolsó lépése a befejezés, amely az alkatrész kialakításának követelményeitől és specifikációitól függően sokféle formát ölthet. Egy tipikus befejező folyamat az őrlés, amelyet a kapu deformációinak vagy maradványainak további eltávolítására használnak. Bár az alkatrész felülete nagyon sima, további polírozásra lehet szükség annak javításához és tökéletesítéséhez.
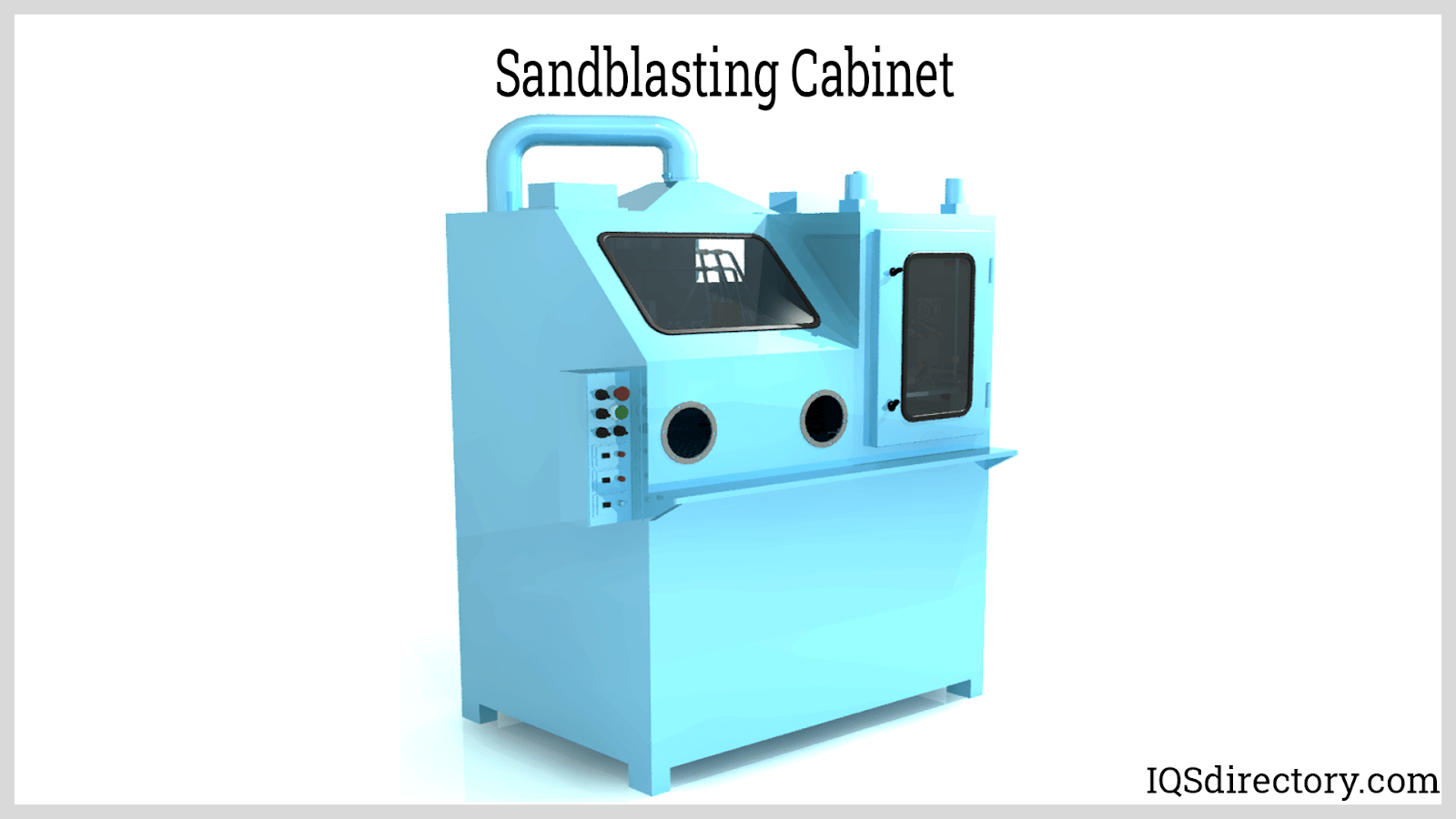
a Befejezés homokfúvással, szemcseszórással vagy más megmunkálási módszerekkel fejezhető be.
Felületkezelés befejezi
a befektetési öntött termékek felületkezelésének köre magában foglalja a rozsdavédelmet és a korrózióállóságot fokozó polírozást és kémiai kezeléseket. A befektetési öntött rész felülete az ötvözet és a termék minőségétől függően változhat. A kezelések típusai a következők:
- eloxálás
- elektropolírozás
- Vibro polírozás
- passziválás
- tiszta kémiai filmbevonat
- cink bevonat
- hordó dübörgő
- porbevonat
- Electroless nikkel bevonat
- festés
Szerezd meg a cég alább felsorolt
vezető gyártók és beszállítók
fejezet három – típusú befektetési Casting
bár befektetési casting, vagy elveszett viasz öntés, már évezredek óta használják, már innovációk, amelyek növelték a folyamat hatékonyságát. A variációkat úgy tervezték, hogy javítsák a minta kidolgozásának módszerét és a viasz használatának kezelését. Az elveszett viaszöntéshez használt általános kifejezés a párolgási minta öntése, mivel a minta létrehozásához használt anyagot eltávolítják vagy elpárologtatják.
bár ezek az alternatív módszerek alternatív módon hoznak létre mintákat, hasonlóak a befektetési öntéshez, és utódoknak vagy variációknak tekinthetők. A variációk fő különbségei a minta létrehozásához vagy a minta kialakításához használt anyagok.
a befektetési öntés típusai
Elveszett Haböntés
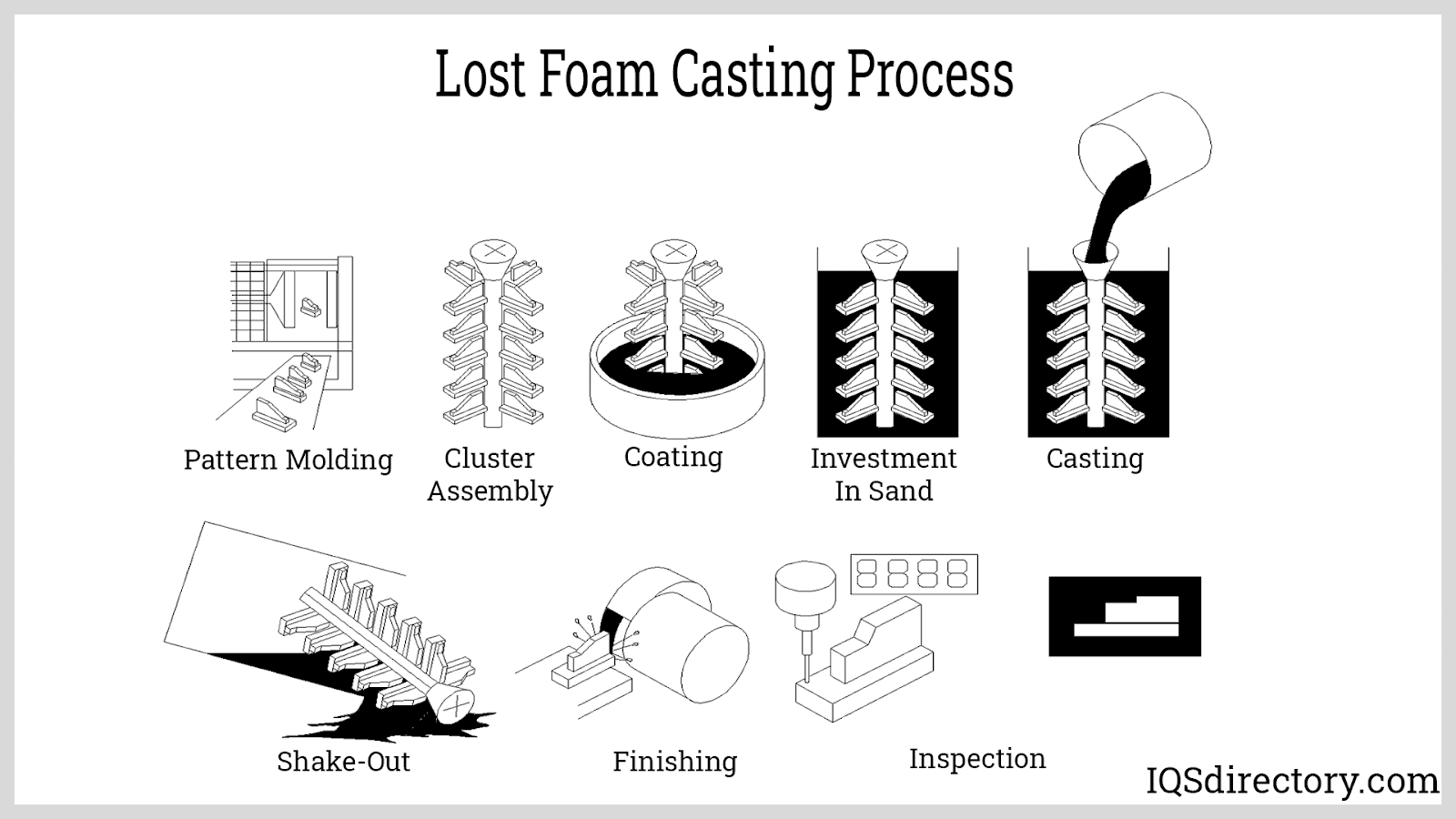
az elveszett haböntés népszerűvé vált a befektetési öntés helyettesítőjeként, mivel képes a tömeggyártásba és az automatizált folyamatokba illeszkedni. Az elveszett haböntés módszere a párolgási öntés legújabb kiegészítése. H. F. Shroyer fejlesztette ki 1958-ban, mint olyan eljárást, amely polisztirol habot használ öntő homokba helyezve.
a befektetési öntéshez hasonlóan alumínium szerszámot is használnak a minta létrehozásához. A polisztirol gyöngyöket az öntőformába vagy a szerszámba helyezik, és gőzzel melegítik; ez okozza a gyöngyök megolvadását és a forma alakját. Ahogy a gyöngyök felmelegednek, kibővülnek és feltételezik a szerszám kontúrjait és méreteit.
az egyes mintákat egy rugóhoz vagy futóhoz rögzítik, és kerámia anyagból készült tűzálló bevonattal permetezik. A bevont formát egy szellőztetett tartályba helyezzük, amely homokkal van csomagolva, hogy a helyén maradjon. Amint az olvadt fémet a tartályba öntik, a polisztirol elpárolog, helyet adva az olvadt fémnek.
egyes esetekben a mintákat nem kell formázni egy szerszámban, hanem kézzel lehet faragni. Gép vagy alakformáló szerszám segítségével a polisztirol vágható, formázható és konfigurálható a munkadarab kívánt méreteihez. Ezt a típusú mintakészítést egyszeri alkatrészekhez vagy prototípusokhoz használják.
az elveszett haböntés egy olyan gyártási folyamat, amelyet díszes, dekoratív és összetett fémkonfigurációk, formák és tervek készítésére használnak, és a mérnökök felhasználhatják a koncepciójuk háromdimenziós megjelenítését.
közvetlen befektetési öntés
a közvetlen befektetési öntés különbözik a hagyományos befektetési öntéstől, amelyet közvetett befektetési öntésnek neveznek, a minta létrehozásának módjától. Közvetett öntéssel a minta egy szerszámban van kialakítva, hogy viaszábrázolást hozzon létre. Számos viaszmásolatot rögzítenek egy sprue-hoz vagy futóhoz, kerámia oldatba mártva, stukkóba mártva, viaszmentesítve, hogy a mintát olvadt fémmel töltsék meg, hogy az alkatrész több változatát képezzék.
a közvetlen öntés a minta kialakításának és előkészítésének módjában változik, különféle technikák alkalmazásával. Az első ilyen technikák faragás a minta kézzel vagy géppel, hogy hozzon létre egy up változat, amely a feldolgozott Elveszett viasz módszer. Ezt a folyamatot prototípus előállítására, méretek értékelésére vagy a kész alkatrészek rövid futtatására használják.
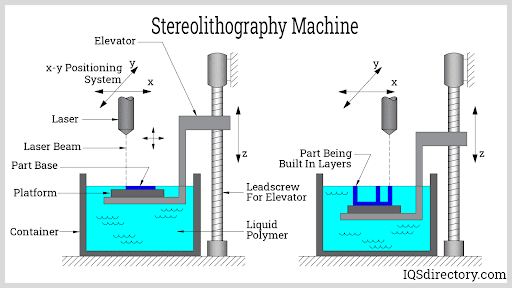
a számítógépes szövegezés (CAD) bevezetése technológiai módszerhez vezetett a minta létrehozásához. A CAD használatával megtervezik és megtervezik a munkadarab háromdimenziós ábrázolását. Hasonlóan a CNC géphez, a kialakítást egy sztereolitográfiás (STL) optikai gyártógépbe programozzák, amely a minta háromdimenziós ábrázolását hozza létre a bemeneti adatok felhasználásával.
lényegében az STL egy módszer szilárd alakzat előállítására fényérzékeny folyékony polimer és irányított lézersugár felhasználásával. A gyártás rétegekben történik, az egyik réteg hozzáadódik az előző réteghez, hogy fokozatosan és lassan felépítse és formálja a háromdimenziós geometriai kialakítást. Az STL ábrázolása az alábbi ábrán látható.
vízüveg befektetési öntés
vízüveg befektetési öntés egy olyan folyamat, amelyet Kínában általánosan használnak. A vízüveg befektetési öntésében az etil-szilikát helyett a héj kötőanyagaként vízüveget használnak. A folyamat Oroszországból származik az 1950-es években, és az anyagköltségek és a termelési ciklus előnyei vannak.
a vízüveg befektetési öntés felületkezelése összehasonlítható a szilícium-dioxid-öntési technológiát használó öntéssel, mivel elkerüli a hagyományos héjtechnológiában található hibákat. A folyamat, a művelet és a paraméterek a víz üveg befektetési öntés kevésbé bonyolult, és be lehet fejezni képzetlen, általános dolgozók; ez javítja a termelést és a hatékonyságot.
negyedik fejezet – a befektetési öntésben használt fémek
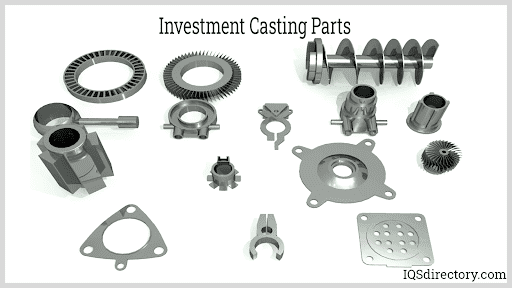
a befektetési öntés nagyon sokoldalú fémmegmunkálási folyamat, amelyet csőszerelvények, autóipari alkatrészek, tengeri hardverek és élelmiszeripari gépek alakítására használnak. A befektetési öntéshez felhasználható fémek széles választéka létezik, amelyek eltérő tulajdonságokkal rendelkeznek, hogy sokféle alkalmazást élvezhessenek.
minden vas-és színesfém alakítható és konfigurálható befektetési öntéssel. A vasfémek fajtái közül a gömbgrafitos vasat, a szén-és ötvözött acélokat, valamint a kiválasztott rozsdamentes acélfajtákat használják a leggyakrabban. Színesfémek, például rézötvözetek, magnézium és alumínium használhatók, az alumínium a legnépszerűbb.
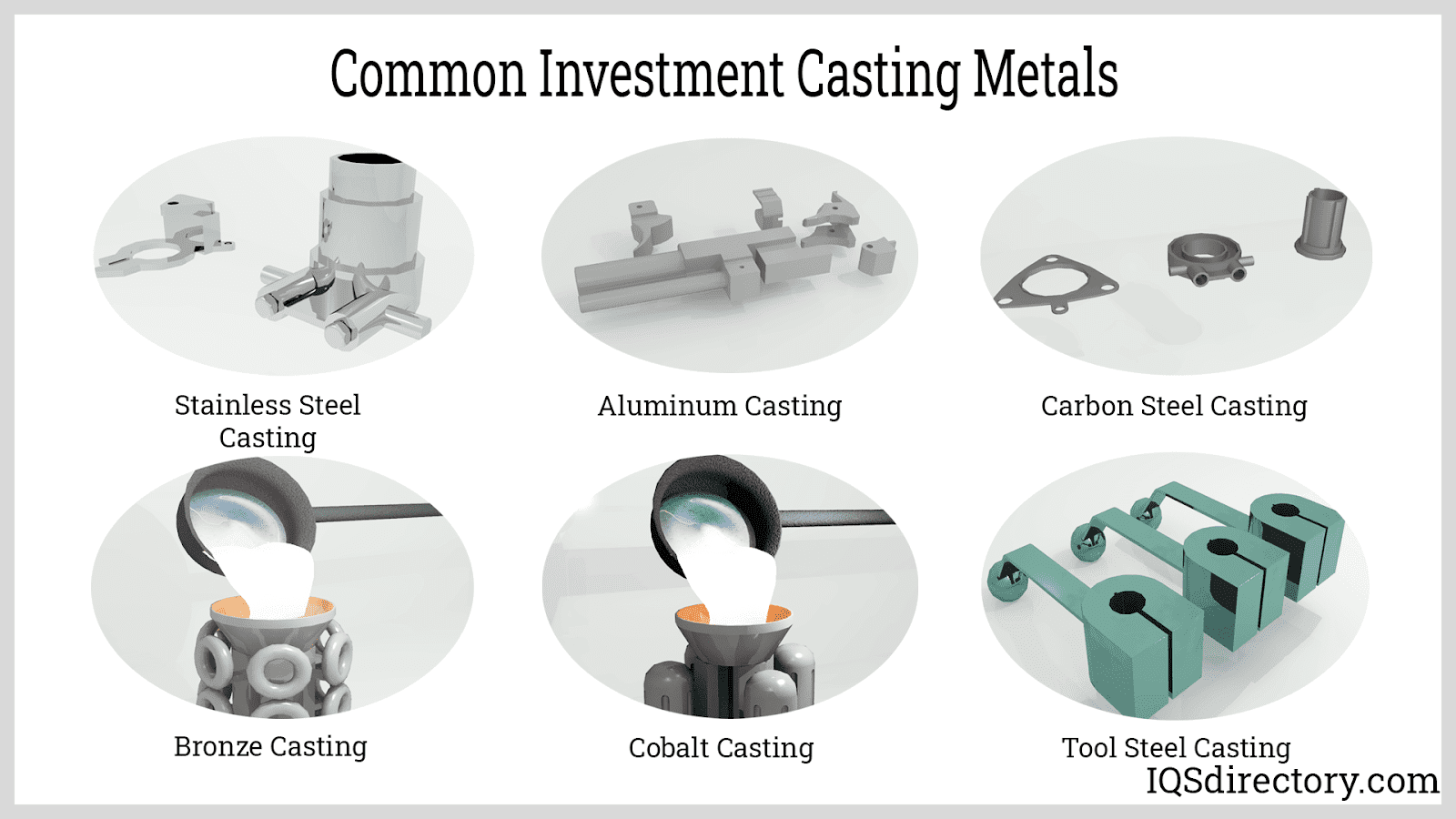
a befektetési öntéshez használt fémek
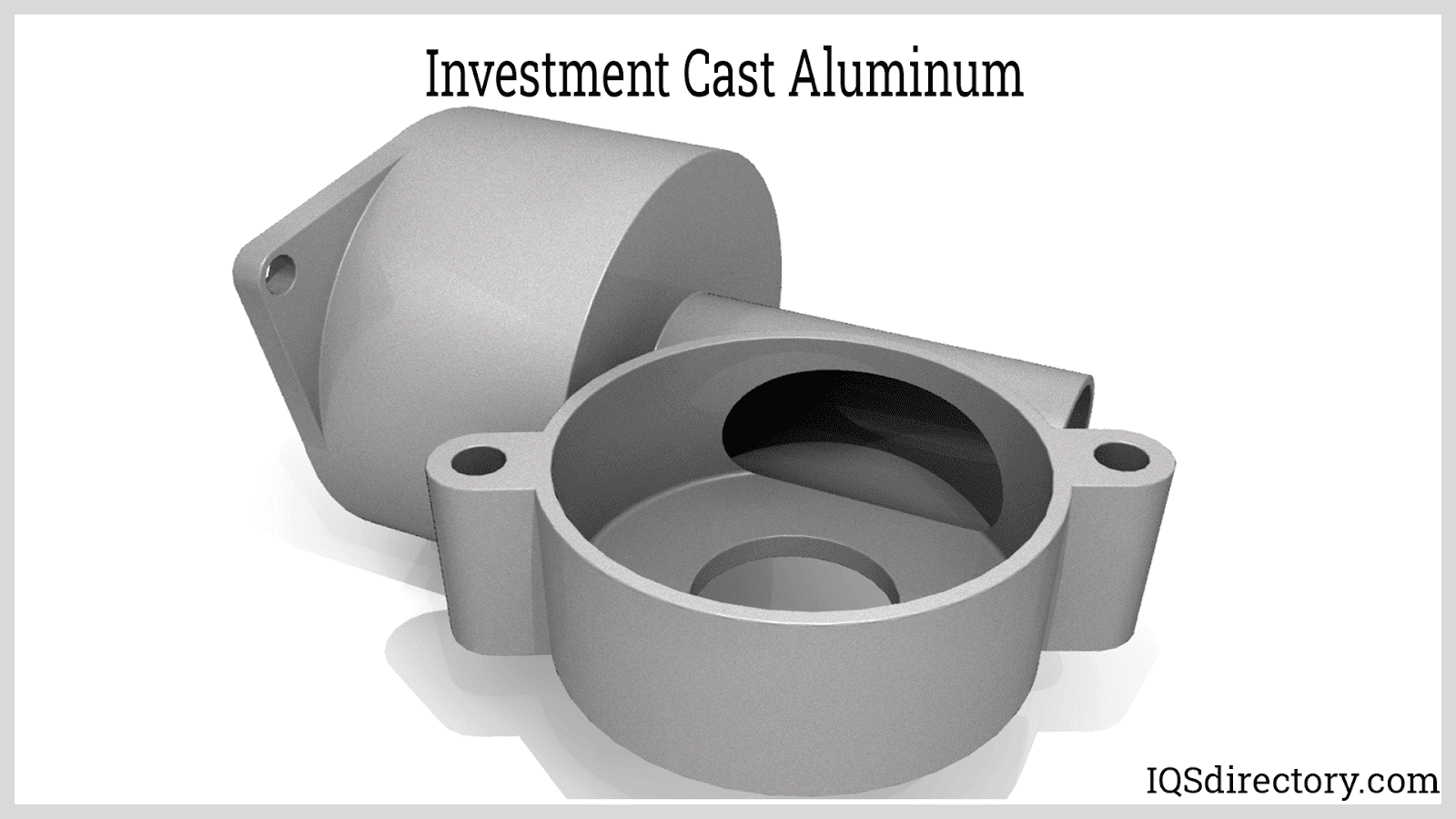
alumíniumötvözetek
a befektetési öntéshez használt alumíniumötvözetek sűrűsége 2,7 g/cm3 vagy valamivel magasabb. A befektetési öntésből származó alumínium alkatrészek típusai közé tartoznak a repülőgépek és a motoralkatrészek. A leggyakrabban használt ötvözetek az a-356, a-357, C-355 és F-357 alumíniumötvözetek, amelyek szilíciumot, magnéziumot, vasat és cinket tartalmaznak. Az alumíniumból készült alkatrészek korrózióállósággal és hegeszthetőséggel rendelkeznek, és néhányuk kivételes szilárdsággal rendelkezik.
rozsdamentes acél
a rozsdamentes acél krómot tartalmazó vasfém, amely további védelmet nyújt a foltok és a korrózió ellen. Többféle rozsdamentes acél létezik, mindegyik típus vagy fokozat előnyös tulajdonságokkal rendelkezik. A rozsdamentes acél variációi az ötvözetek kémiai összetételének köszönhetők. A rozsdamentes acél ideális fém olyan alkatrészekhez, amelyek magas hőmérsékletnek vagy folyadéknak vannak kitéve.
a befektetési öntéshez használt rozsdamentes acél fő osztályai a 300 és 400 sorozat. Az ausztenites 300 sorozatú rozsdamentes acél kiváló korrózióállósággal rendelkezik, de hőkezeléssel nem nyer erőt. A martenzites 400-as sorozatú rozsdamentes acél kivételes szilárdsággal és megmunkálhatósággal rendelkezik, és a kioltás és a temperálás révén keményíthető, ami szintén növeli erejét.
szénacél
a szénacél az egyik jobb választás a befektetési öntési termékek számára, mivel nagy nyomású körülmények között működhet, kopásálló, és kivételes szilárdsággal, szívóssággal és keménységgel rendelkezik. A szénacél tulajdonságait a benne lévő szén mennyisége határozza meg, amely növeli keménységét és szilárdságát a hőkezelés során.
közepes és alacsony széntartalmú acélok azok a típusok, amelyeket leginkább használnak a befektetési öntéshez. A közepes szénacél rugalmassággal, szilárdsággal és kopásállósággal rendelkezik, és hőkezeléssel edzett és edzett. Az alacsony széntartalmú acél könnyen formázható, de hőkezeléssel nem erősíthető meg.
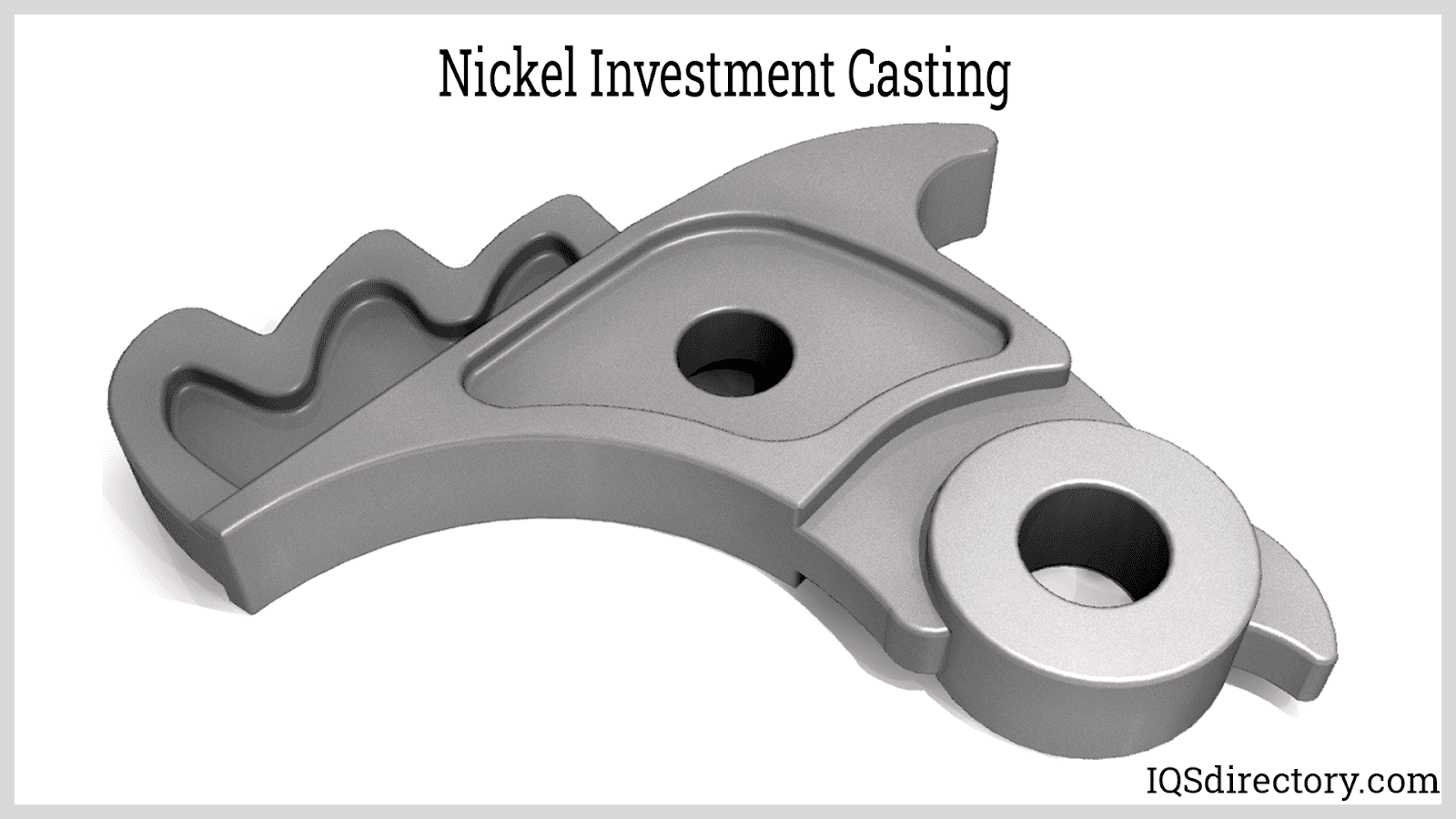
nikkelötvözetek
a nikkelötvözetek nagy szilárdságúak és ellenállnak a hőnek, a korróziónak és a kopásnak. Hegeszthetők és gyárthatók, és ellenállnak a repedéseknek vagy a stresszkorróziónak. A nikkelötvözet befektetési öntvények fő felhasználása olyan körülmények között történik, ahol magas hőmérséklet és korrozív elemek vannak.
a nikkelötvözet befektetési öntvények népszerűsége a szűk tűréshatároknak és a kivételesen sima felületeknek, valamint az összetett és bonyolult formák feldolgozásának köszönhető. A különböző befektetési öntőfémek közül a nikkelötvözetek költséghatékony megoldást jelentenek.
rézötvözetek
a rézötvözetek korrózióállósággal, hővezető képességgel és szívóssággal rendelkeznek. Ezeket használják a befektetési öntés miatt könnyű castability. A rézötvözetek kiváló mechanikai tulajdonságokkal, valamint súrlódási és kopásállósággal megmunkálhatók. A befektetési öntéshez használt rézötvözetek típusai közé tartozik a C-84500, C-85800, C-86000, C-87000, C-90000 és C-95000 sorozat. Az ötvözetek széles választéka elegendő választékot biztosít a megfelelő ötvözet kiválasztásához bármilyen alkalmazáshoz.
Kobaltötvözetek
a Kobaltötvözetek nagy szilárdsággal és hő-és kopásállósággal rendelkeznek. Természetes ellenállóképességük van az oxidációval szemben, kivételesen magas olvadásponttal, ami ideálissá teszi őket korrozív és kémiailag feltöltött környezetben. A kobaltötvözetek kúszási ellenállással és hőfáradással szembeni ellenállással rendelkeznek magas hőmérsékletű alkalmazásokhoz.
a különböző kobaltötvözetek króm, nikkel, volfrám és molibdén kombinációit tartalmazzák; ez megváltoztatja tulajdonságait és az ellenállás típusát. A befektetési öntéshez használt kobaltötvözetek a 6., 21., 25., 31. és 93. számot tartalmazzák.
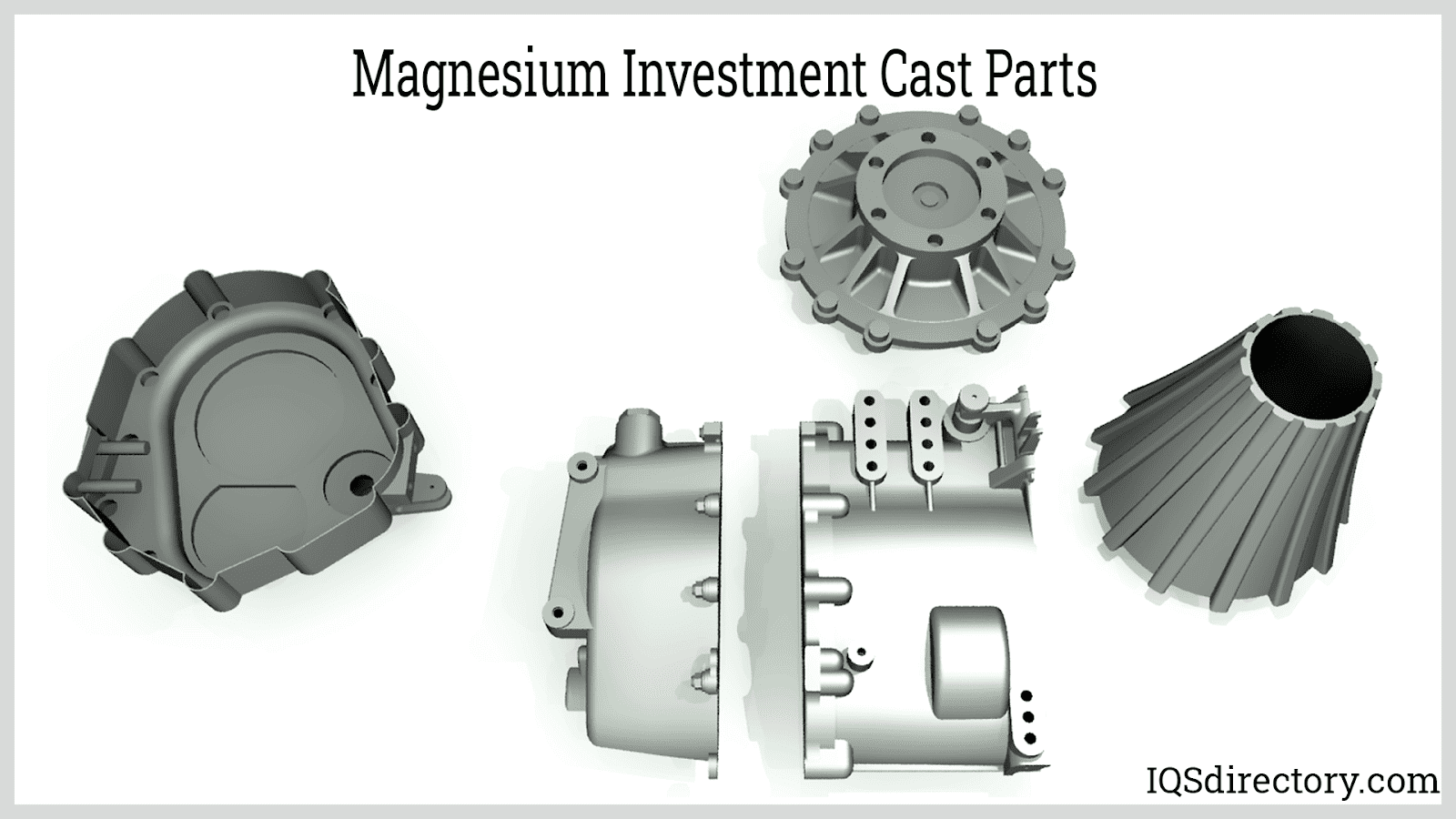
magnézium
több éven át nehéz volt magnéziumot önteni befektetési öntéssel, mivel az olvadt magnézium reagál a szilícium-dioxid penészhéjjal. Nemrégiben egy inhibitort vezettek be; ez lehetővé teszi a magnézium felhasználását a befektetési öntésben.
a magnézium könnyű és kiváló szilárdság / tömeg arány. Sokoldalú és az ötvözetek széles választékában kapható, beleértve az az91d és az AM60B ötvözeteket az81, AM50A AM20, AE42 és AS41B ötvözetekkel, amelyeket kúszásállóságukhoz és magas hőmérsékletű alkalmazásukhoz használnak.
ötödik fejezet-befektetési öntésből készült termékek
a befektetési öntés rendkívül népszerű módszer az alkatrészek és alkatrészek széles körének gyártására. A befektetési öntés folyamata lehetővé teszi a tervezési rugalmasságot a bonyolult és összetett alkatrészek létrehozásához a fémek és ötvözetek hatalmas választékából.
a befektetési öntés egyszerűsége lehetővé teszi a magas gyártási futásokat, kivételesen pontos dimenziós konzisztenciával. Az eredeti ok, amiért a befektetési öntést a sötét középkorból a 20.századba húzták, a sugárhajtómű fejlesztése volt az 1940-es években, amely nem tette lehetővé az alkatrészek következetlenségét vagy tökéletlenségét. A befektetési öntésnek ez a szempontja tette a 21.századi gyártás elengedhetetlen részévé.
befektetési öntvényből készült termékek
Aerospace
Az Aerospace volt az első iparág, amely a befektetési öntésre támaszkodott, mint kivételes tűrésű és kivitelű alkatrészek előállítására szolgáló módszer. A repülési alkatrészek gyártásához használt fémek széles választéka áll rendelkezésre, a befektetési öntés pedig biztosítja a szükséges fémválasztékot. Bármilyen fém felhasználásával a befektetési öntés precíziós alkatrészeket eredményez, minimális anyagokkal és korlátozott energiapazarlással.
a repülőgép-alkatrészek ellenállnak a szélsőséges időjárásnak, az ingadozó nyomásnak és a működési kopás különböző formáinak; ez megköveteli, hogy kiváló tartóssággal rendelkezzenek. A befektetési öntés folyamata rendelkezik a szükséges konzisztenciával, pontossággal és szakítószilárdsággal, hogy megfeleljen és meghaladja a követelményeket. Fő előnye a repülőgépipar számára a precizitás, amely lehetővé teszi az összekapcsolt alkatrészek gyors és egyszerű illesztését.
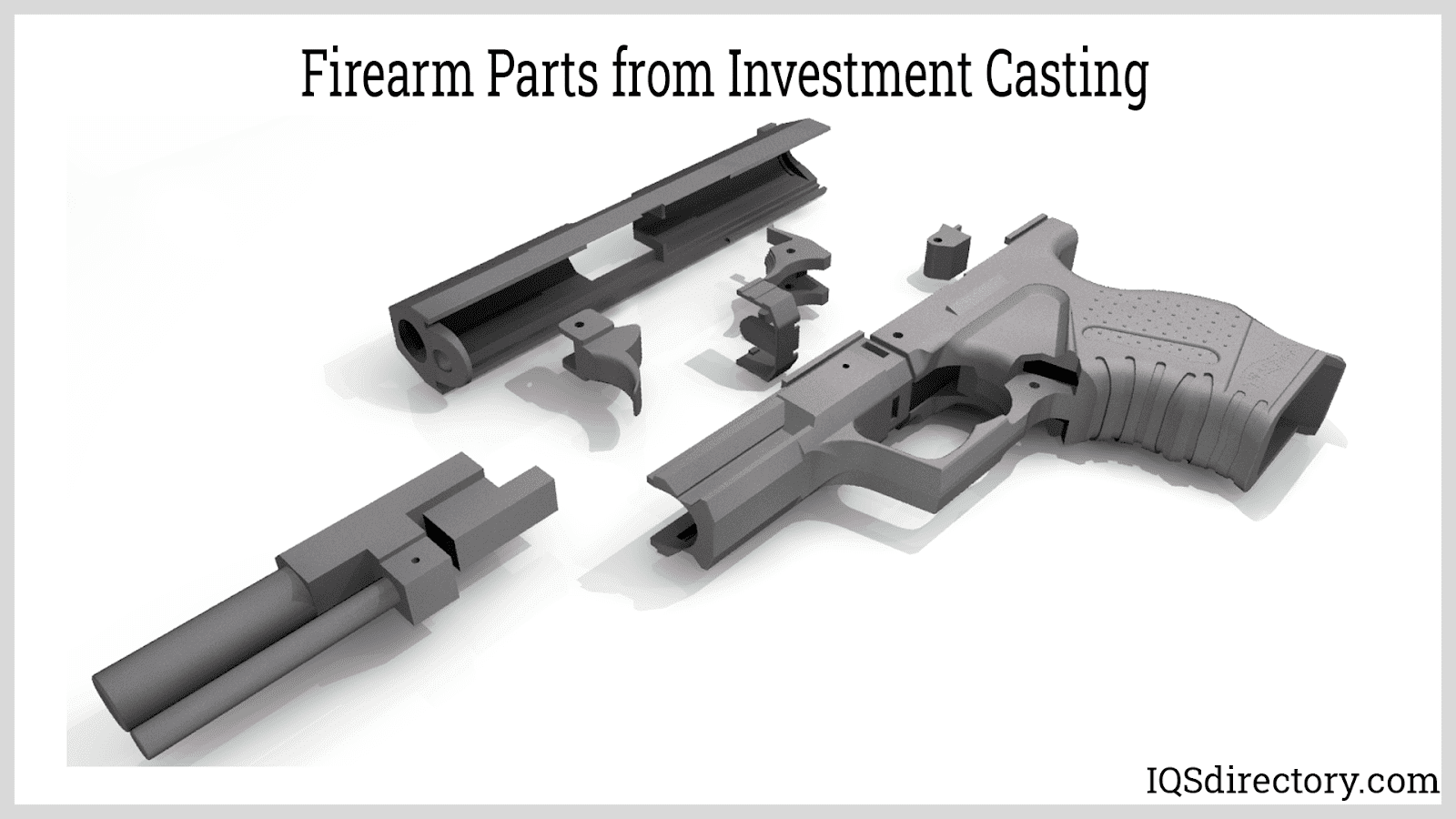
lőfegyverek
a Lőfegyvergyártók a befektetési öntésre támaszkodnak, mivel lehetővé teszi számukra az egyedi tervek kidolgozásának és megvalósításának szabadságát. A lőfegyverek gyártása pontosságot és pontosságot igényel, és a befektetési öntvényalkatrészek biztosítják az ötvözetek választékából előállítható nettó formákat.
a befektetési öntés minimálisra csökkenti a befejező folyamat során eltávolítandó fém mennyiségét. A CNC megmunkálás segítségével a gyártók alacsony költséggel képesek egyenletes alkatrészeket készíteni, kevés variációval.
Medical and Dental
az orvosi és fogászati területeken a legnagyobb pontosságú műszerekre és alkatrészekre van szükség, hogy megfeleljenek a szigorú tűréseknek és méretkövetelményeknek. A sebészeti eszközöket, implantátumokat, gépeket, hordágyakat és kerekesszékeket befektetési öntéssel állítják elő.
a befektetési öntött alkatrészek életmentő potenciálja kritikus fontosságúvá teszi a megfelelő gyártást. Minden berendezésnek a legmagasabb minőségűnek kell lennie.
zárak
a zárak fő követelménye, hogy tartósak és rugalmasak legyenek. Befektetési casting lehetővé teszi a termelés speciális zárak, valamint a hagyományos zárak háztartási használatra. A zárak pontos hálójának szükségessége megköveteli, hogy az öntésük a legapróbb részletekig pontos legyen.
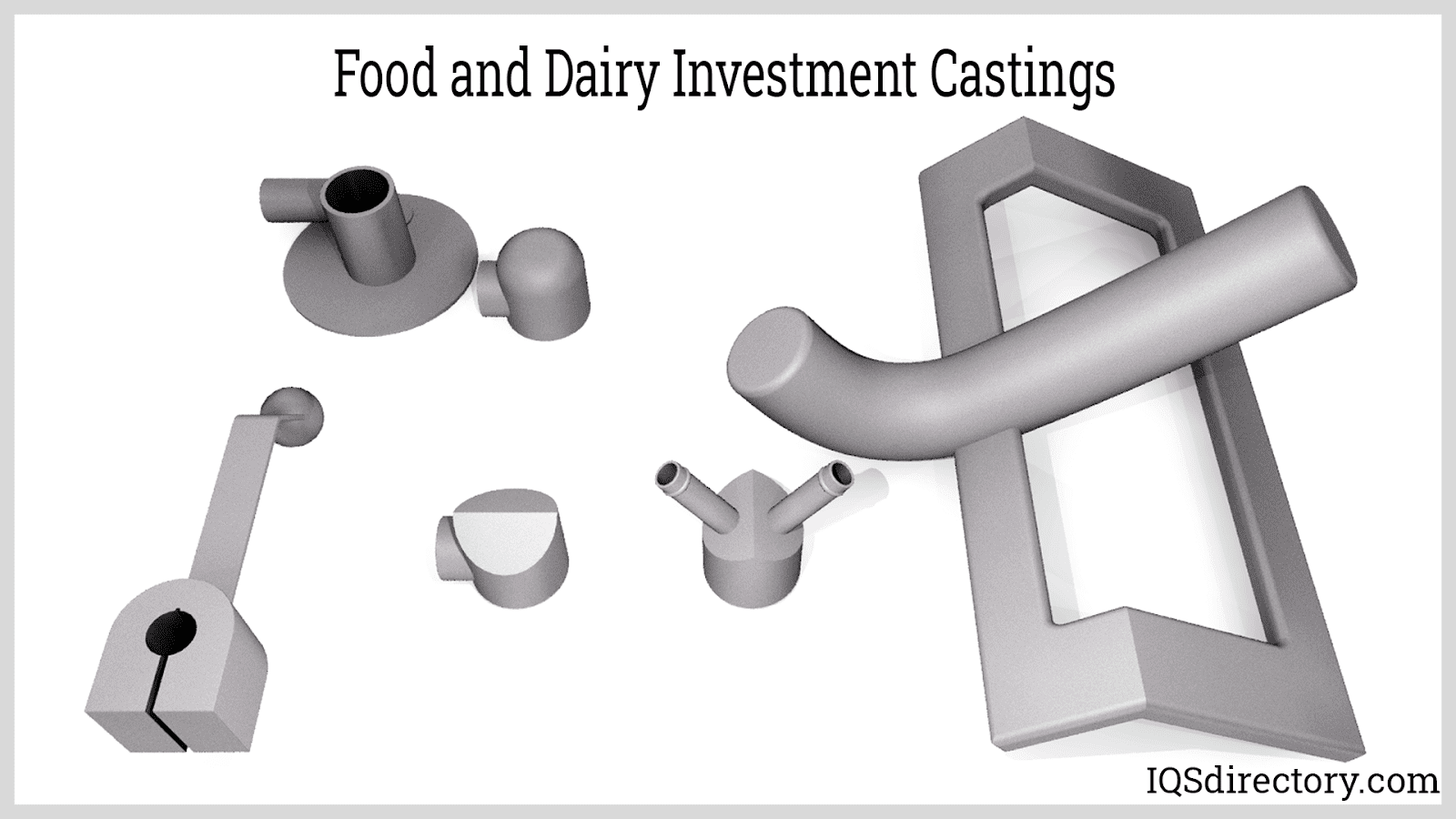
élelmiszer és tejtermékek
a berendezések széles választékát használják az összes élelmiszer előállításához. Ezek a hatalmas gépek befektetési öntvényre támaszkodnak alkatrészeik és alkatrészeik gyártásához. Az élelmiszeripar alkatrészei rozsdamentes acélból vagy speciális ötvözetekből készülnek a pontosság és a tartósság igénye miatt. A húsdarálók, a Baromfifeldolgozó berendezések, a jéggép alkatrészek, valamint a grillek és a melegítő gépek befektetési öntésből készült alkatrészekkel és darabokkal rendelkeznek.
Fluid Power
a Fluid power gázok vagy folyadékok felhasználásával továbbítja az energiát. A folyamat magában foglalja a hidraulikus és pneumatikus berendezések használatát, amelyek az energiát felhasználható formává alakítják. A szükséges alkatrészek típusai közé tartoznak a gömbcsap alkatrészek, a gőzcsapda alkatrészek, a járókerekek, a tűszelepek alkatrészei, a kompresszor alkatrészei és a szivattyú alkatrészei. Az élelmiszer-és tejiparhoz hasonlóan a folyékony energiaipar rozsdamentes acélt, valamint alumíniumot és néhány speciális fémet használ.
Hatodik fejezet – a befektetési öntés előnyei
számos lehetőség van a fém alkatrészek gyártására. Mindegyik választásnak megvannak a maga előnyei a gyártás, a minőség és a pontosság tekintetében. A rendelkezésre álló folyamatok közül a befektetési öntési technológia a kiváló kivitelű precíziós alkatrészek gyártásának választott folyamatává vált. Alacsony költséggel, tervezési szabadsággal és korlátlan mennyiségekkel a befektetési öntés ideális folyamat a modern alkatrészgyártáshoz.
a befektetési öntés számos előnye az ipari és kereskedelmi termékek első számú fémgyártási folyamatává tette.
befektetési öntési előnyök
tervezési rugalmasság
a tervezési szabadság különösen fontos az összetett és bonyolult alkatrészek esetében, amelyek több belső és külső formájúak lehetnek. A befektetési öntést nem korlátozza a méret, a vastagság vagy a konfiguráció. Képes alkalmazkodni és váltani, hogy megfeleljen minden kihívásnak.
szigorúbb tűrések
a befektetési öntés számos előnye közül a szigorúbb tűrések a legfontosabbak. Amikor egy alkatrészt megterveznek, azt úgy kell gyártani, hogy pontosan megfeleljen a tervezés specifikációinak, hogy könnyen integrálható legyen más alkatrészekkel. A befektetési öntvényalkatrészek többsége megfelel az öt vagy hat öntési tűrésnek (CT).
Felületkezelés
a befektetési öntés kiváló felületeket eredményez, amelyek a gyártás befejezése után keveset igényelnek. A folyamat által előállított befejezések típusai olyan jellemzők, amelyekről híres. A felületek minősége messze meghaladja a többi öntési folyamat minőségét. Nincs más gyártási módszer, amely megfelelne a befektetési öntés során alkalmazott szűk tűrések és kivételes felületek kombinációjának.
hibák
minden gyártásvezető elmondja, hogy a hibák a termelési késések és a munkaerőköltségek középpontjában állnak. A gyártási folyamat során keletkező hibák hulladékot hoznak létre, extra megmunkálást igényelnek, és lassú gyártási folyamatokat igényelnek. Ezek a hátrányok nem képezik részét a befektetési öntésnek. A folyamat során előállított minden darab hibátlan, és semmilyen másodlagos feldolgozást nem igényel.
amikor egy alkatrészt kivontak a héjból, sima, egyenletes felülettel rendelkezik, és készen áll a csomagolásra és a szállításra.
hulladék
egy másik jelentős költség, amelyet minden gyártási folyamat tartalmaz, a hulladék, a gyártás befejezése után megmaradt anyag. A befektetési öntés nagyon keveset igényel a gyártás befejezése után, ami drasztikusan korlátozza a keletkező hulladék mennyiségét. A hulladék hiányának számos előnye van, beleértve az alacsonyabb termelési költségeket, a munkaerőköltségeket és a gyorsabb fordulatokat.
a hulladék hiánya magában foglalja a speciális berendezések, például sorjázó gépek, nagy teherbírású darálók és különböző vágószerszámok szükségességének megszüntetését. További tényező az alacsonyabb energiaköltségek, a nagyobb hatékonyság és a kivételesen gazdaságos vállalati teljesítmény.
mennyiségek
nincs korlátozás a befektetési öntéssel előállítható alkatrészek mennyiségére. A nagyon kis futásoktól kezdve az ezrekig, a befektetési öntés gyorsan és hibátlanul képes alkatrészeket előállítani. Alkatrészek, amelyek súlya 0.1 kg-ot vagy több száz kilogrammot lehet előállítani és befejezni befektetési öntéssel.
Fémek
a fém és ötvözet minden formája alakítható és feldolgozható befektetési öntéssel. Ez a folyamat egyik jellemzője, amely a berendezés alkatrészeinek gyártásának első számú módszerévé tette. Más öntési módszerekkel ellentétben a befektetési öntés bármilyen olvadt fémmel működhet, hogy megbízható és hasznos alkatrészt hozzon létre.
finom részletek
nehéz olyan öntési eljárást találni, amely apró és miniatűr részletekkel képes alkatrészeket előállítani. A befektetési öntésnek ez a sajátos tulajdonsága az oka annak, hogy a repülőgépipar támogatására választották, és az első sugárhajtású repülőgép kifejlesztésénél használták. Ahogy a társadalom egyre mélyebbre hatol a technológia korában, a hibátlan alkatrészek és a pontos mérettűrések egyre fontosabbá válnak.
a kezdeti mintától a kerámia burkolaton át az alkatrészek levágásáig a befektetési öntési folyamat minden lépését úgy tervezték, hogy bonyolult és pontos részleteket készítsen pontossággal.
környezettudatosság
a modern üzleti élet egyik legfontosabb alapelve a fenntarthatóság. Ez nyilvánvaló előny a befektetési öntési folyamatban. A minták, viasz, kerámia szuszpenzió és stukkó bevonatok újra és újra felhasználhatók hulladék keletkezése nélkül. A folyamatnak ez a szempontja tette ilyen népszerű gyártási módszerré.
Hetedik fejezet – a befektetési öntvények Méretpontosságát befolyásoló tényezők
számos tényező befolyásolja a befektetési öntvények minőségét és pontosságát. A fő szempontok az alkatrész szerkezete, öntőanyag, öntés, héjkészítés, öntés. A folyamat bármely hibája hatással lehet a zsugorodási sebességre, ami a méretek eltéréséhez vezetne.
a folyamat első befolyásos lépése a viaszminta létrehozása; nagy pontossággal és pontossággal kell előállítani.
befolyásolja a Méretpontosságot a befektetési öntési tényezőkben
öntési szerkezet
az öntési szerkezetet az alkatrész falainak vastagsága befolyásolja. Ha túl vastagok, növelhetik a zsugorodás sebességét. Ha a falvastagság túl alacsony, az ellenkező hatás keletkezik. A túl nagy szabad szisztolés sebesség megakadályozhatja a zsugorodást és csökkentheti azt.
Öntőanyag
mint minden öntési formánál, az anyag fontos hatással van az öntés eredményére. Az alacsony széntartalom csökkenti a zsugorodás sebességét.
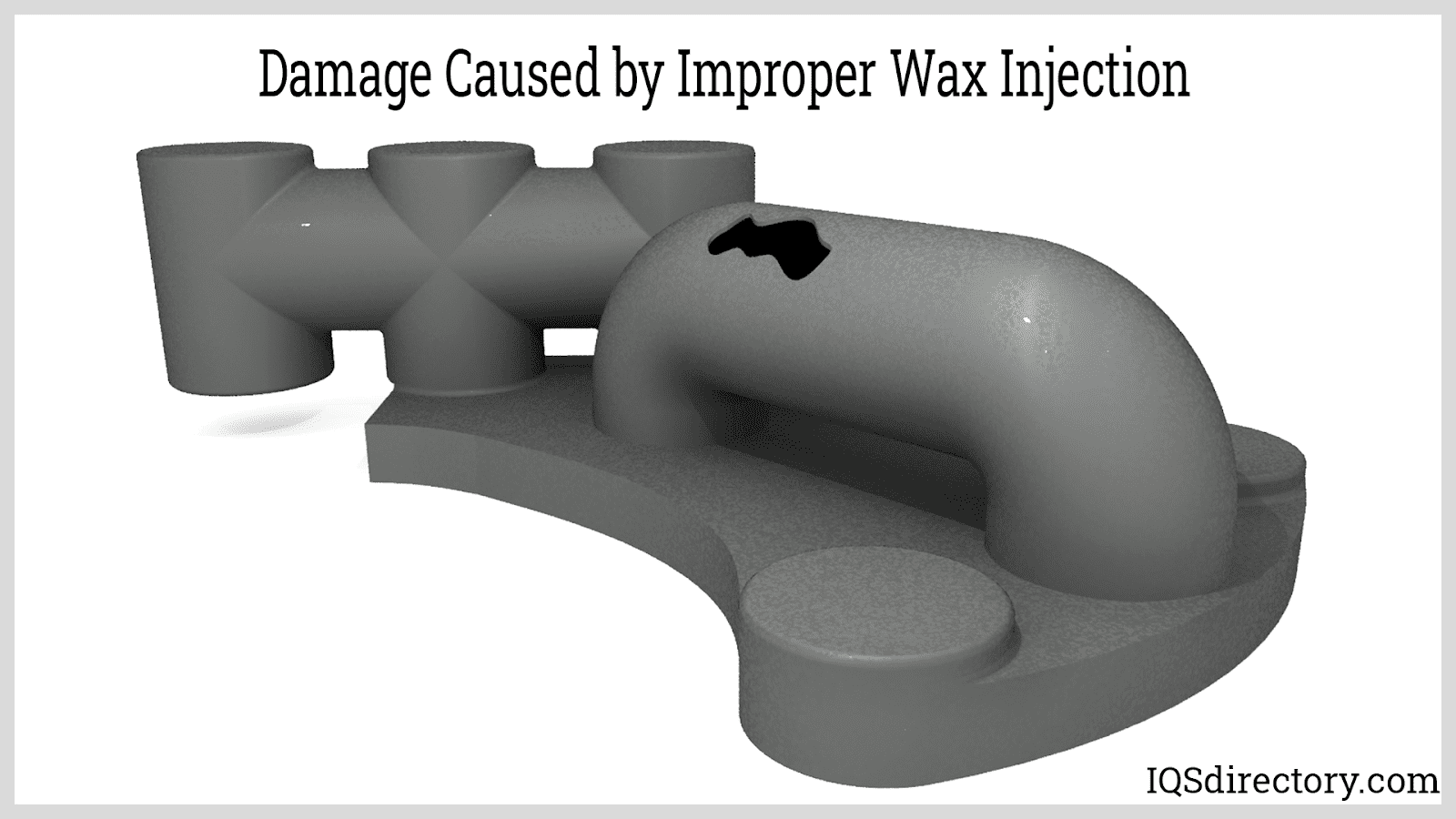
viasz befecskendezési hőmérséklet
a befecskendezési nyomás és a hőmérséklet két nagyon nyilvánvaló tényező, amelyek befolyásolják az öntési folyamat eredményeit.
héj
a héj előállításához kiválasztott anyag típusa befolyásolhatja a zsugorodási sebességet. Bizonyos anyagok, mint például a cirkon homok, kis tágulási együtthatóval rendelkeznek, és ideálisak a folyamathoz.
Héjfűtés
a héj nem megfelelő melegítése negatív hatással lehet, és kis héj tágulást eredményezhet.
öntés
az öntési hőmérséklet az a hőmérséklet, amelyen az olvadt fém belép a kapukba. Ha a hőmérséklet túl magas, akkor olyan hibákat okoz, mint a durva szemcsék a belső szerkezetben. Az alacsony hőmérséklet befolyásolja az olvadt fém folyékonyságát. Az ajánlott hőmérséklet 1650 db C (3002 db F).
a nem megfelelő öntési hőmérséklet fő problémája a zsugorodás. Az öntési hőmérsékletet állandóan kell tartani a zsugorodás csökkentése érdekében. A magasabb hőmérséklet nem igényel több energiát, de pontosabb és pontosabb alkatrészeket eredményez.
következtetés
- a befektetési öntés olyan fémmegmunkálási folyamat, amely alumínium szerszámból előállított viaszmintára épített kerámia héjat használ rendkívül egyenletes és sima felületű alkatrészek előállításához.
- a beruházási öntés folyamata minimális hulladék-és energiafelhasználású alkatrészeket eredményez, és nincs szükség öntés utáni befejezésre.
- befektetési öntés, más néven az elveszett viasz folyamat, vagy Cire perdue Francia, már használják, mint egy fémmegmunkálási módszer több ezer éve.
- bár a befektetési öntést, az elveszett viaszöntést évezredek óta használják, vannak olyan újítások, amelyek növelték a folyamat hatékonyságát.
- a befektetési öntés egy nagyon sokoldalú fémmegmunkálási folyamat, amelyet csőszerelvények, autóipari alkatrészek, tengeri hardverek és élelmiszeripari gépek alakítására használnak.
szerezd meg a cég alább felsorolt