ovatko 3D-tulostetut osat vahvoja?
3D-tulostimet luovat objekteja additiivisesti, jolloin osa on yhtä vahva kuin sen heikoin kerros. Ne ovat yleensä heikompia kuin useimmat muut tekniikat, kuten jyrsintätekniikat, ruiskuvalu tai hartsin kaatotekniikat.
on monia sovelluksia, joissa on otettava huomioon rakenteellinen lujuus. Johtuen tavasta, jolla sulatettu laskeuman mallinnus (FDM) tekniikka toimii, osat, jotka saamme eivät ole yhtä vahvoja kuin niiden ruiskuvalu kollegansa.
Älkää kuitenkaan vaipuko epätoivoon, on olemassa useita näkökohtia, jotka voimme sisällyttää suunnitteluihimme ja kokoonpanoihimme lieventääksemme tätä epäkohtaa.
voimme vähentää näitä heikkouksia asettamalla oikean ekstruusiolämpötilan, asettamalla suuremman täyttöprosentin, rakentamalla paksummat seinät, valitsemalla oikean materiaalin ja suuntaamalla osan oikein rakennuslevylle.
miksi 3D-tulostetut osat ovat heikompia?
lisäainetekniikalla, jolla 3D-tulostin luo esineitä, on luontainen taipumus tuottaa heikompia osia verrattuna muihin valmistusprosesseihin, koska se tallettaa yhden muovikerroksen päällekkäin, jotka kiinnittyvät toisiinsa.
jos emme ota aikaa määrittää oikein Asetukset meidän tulosta, olemme vapaaehtoisesti altistaa itsemme luoda osia, joilla on heikko kerros tarttuvuus.
matalat lämpötilat, hyvin erilaiset lämpötilat kunkin kerroksen ja edellisen sekä muiden tekijöiden välillä, voivat johtaa erittäin huonoon tarttuvuuteen ja yleisesti heikkoihin osiin.
Subtraktiivisessa valmistuksessa, kuten esimerkiksi jyrsinnässä, ei ole tätä ongelmaa, koska ne alkavat kiinteästä raaka-aineesta, joka on veistetty haluttuun 3D-muotoon.
voimme myös luoda esineen ruiskuvalun avulla. Tällä tekniikalla sula materiaali ruiskutetaan muottiin, jossa se jäähtyy ja kovettuu ontelon muotoon. Tämä prosessi tuottaa kiinteitä ja vahvoja osia.
nyt kun tiedät 3D-tulostimen luontaisesta heikkoudesta, saatat tuntea halua heittää juuri hankkimasi laitteen roskiin. Ennen kuin teet sen, haluaisin erittäin suositella lukea loput artikkelin ja oppia joitakin helppoja tapoja tehdä osia vahvempi.
on myös otettava huomioon, että suurinta osaa osistamme ei käytetä SpaceX: n uusimman raketin rakentamiseen. Meillä on varaa painaa hieman heikompi vauva Yoda kuitenkin.

oikealla: Baby Yoda. Vaikka se on söpö, se saattaa täyttää kansainväliset laatustandardit.
miten voimme parantaa 3D-tulostetun osan lujuutta?
kuten aiemmin mainittiin, on paljon pieniä kokoonpanomuutoksia, joiden avulla voimme tehdä osastamme vahvemman yleisesti. Niistä tärkeimpiä ovat täydennysrakentamisen prosenttiosuus, ekstruusiolämpötila, ulkoseinän paksuus, oikean hehkulangan tyypin valitseminen ja oikein suuntaamalla suunnittelumme.
Tarkastellaanpa lyhyesti jokaista niistä ja katsotaan, miten ja miksi ne vaikuttavat painokseemme!
Täydennysrakentamisprosentti
täydennysrakentaminen koostuu säännöllisestä kuviosta, joka on painettu kohteen sisään ja korvaa sen, mikä muutoin olisi tyhjää tilaa. Se toimii painatuksen sisäisenä tukena, joka ei ainoastaan estä yläosaa romahtamasta, vaan myös pitää ulkokuoren koossa.
ennen kuin seikkailemme tähän sielua kuohuttavaan aiheeseen, katso miltä erilaiset täydennysrakentamisprosentit näyttävät:
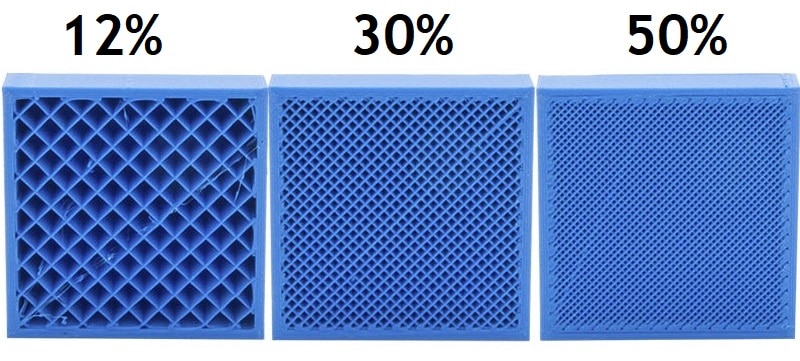
nyrkkisääntönä voidaan sanoa, että 50%: n täydennysrakentaminen parantaa tulostuslaatua ja lujuutta huomattavasti. Suurempi täydennysrakentamisen prosenttiosuudet osoittavat vain marginaalinen vahvuus kasvaa, mutta suuresti lisätä hehkulangan kulutusta ja tulostusaika.
 report this adYou should also know we could configure our infill to follow different patterns, as rectilinear, grid, Triangle, wiggle*, fast honeycomb, full honeycomb and other experimental. Edut ja haitat kunkin kuvion on soveltamisalan ulkopuolella tämän artikkelin, mutta voit enimmäkseen olla kunnossa käyttämällä suoraviivainen tai ruudukon täydennysrakentamisen.
report this adYou should also know we could configure our infill to follow different patterns, as rectilinear, grid, Triangle, wiggle*, fast honeycomb, full honeycomb and other experimental. Edut ja haitat kunkin kuvion on soveltamisalan ulkopuolella tämän artikkelin, mutta voit enimmäkseen olla kunnossa käyttämällä suoraviivainen tai ruudukon täydennysrakentamisen.
* toistaiseksi en vieläkään keksi, mitä hyötyä kiemurakuviosta olisi. Kai siellä joskus oli kehittäjä, jolla oli vapaa-aikaa ja mieltymys suboptimaalisiin muotoihin.
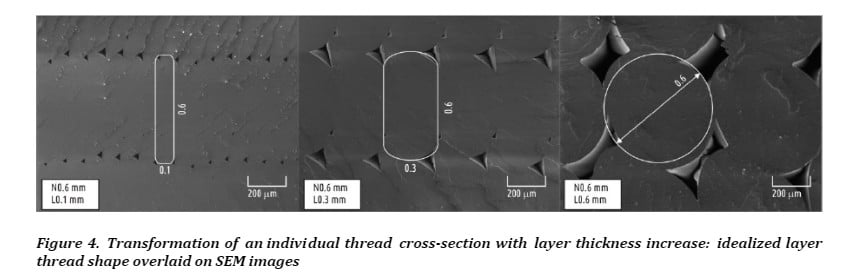
seinäpaksuus
seinäpaksuus on kuviomme uloimman kuoren leveys ja määrittää useimmiten sen kokonaislujuuden
monet filamenttivalmistajat toteavat, että 0,8 mm: n ulkokuorilla painaminen riittää vahvaan painatukseen, mutta huomasin, että tällaiset ohuet seinät tuottavat yleensä heikkoja tulosteita. Jotta saataisiin kestävä vauva Yoda, suosittelen kaksinkertaistamaan leveyden 1,6 mm: iin.yleisen laadun paraneminen on hyvin havaittavissa.
riippumatta siitä, minkä seinämäpaksuuden valitset, sinun tulee aina käyttää suuttimen halkaisijan kerrannaista. Mainitsin 0,8 mm ja 1,6 mm koska useimmat tulostimet tulevat 0,4 mm suutin. Akuutti ja terävä matematiikan tohtori on tietoinen uskomattomasta laskutoimituksesta, jonka suoritin edellä!
oikean lämpötilan asettaminen
vaikka useimmat 3D-tulostuksessa käytetyt filamentit ovat jonkinlaisia termoplastisia, niiden kemiallinen koostumus on erilainen. Siksi niillä jokaisella on erilaiset optimilämpötilat.
nyrkkisääntönä on, että PLA: n on oltava 180-220° C, ABS: n 210-250°, PETG: n 220-250° ja nailonin 240-260° C.
jos olet ostanut toisen hehkulangan, katso sen pakkausta ja löydät todennäköisesti valmistajan suositteleman lämpötilan. Itse asiassa, unohda alueet kerroin Sinulle ja aina katsoa valmistajien suositellut valikoima varmuuden vuoksi.
3D-tulostimelle ja hehkulangalle pitäisi aina löytyä täydellinen lämpötila, sillä se määrittää kerroksen tarttuvuuden laadun.
alhaiset ekstruusiolämpötilat johtavat huonoon tarttuvuuteen kerrosten välillä. Saatat olla kiusaus mennä toiseen suuntaan ja kuumentaa hehkulanka niin kuuma kuin mahdollista, mutta se saa sinut kaikenlaisia uusia ongelmia, että voit google! Spoilerivaroitus: sotkuiset jäljet, huonot ylitykset ja yleinen heikkolaatu.
mutta yleisesti ottaen, jos haluat parantaa tulostuksen lujuutta, lämpötilan asettaminen hieman korkeammalle tekee siitä niin, että uusi puristetun muovin kerros sitoutuu paljon paremmin edelliseen.
Osasuuntaus
on aina tärkeää pitää mielessä, että 3D-tulostetut osat tulevat olemaan vahvimpia painosängyn suuntaisessa tasossa ja heikompia pystytasossa. Kun asetat suunnittelusi leikkuriin, Kysy aina itseltäsi, mihin suuntiin se otetaan yhteyttä ja mitä voimia se altistuu.
jos et ole varma vastauksesta, harkitse tylsän ja todennäköisesti hyödyttömän onton sylinterin tapausta*.
jos sen tulostaa pystysuunnassa, objekti on sarja ympyröitä, jotka on kerrostettu päällekkäin. Jos tartut siihen jokaisessa ääripäässä ja yrität taivuttaa sitä, sylinteri on melko helppo murtaa.
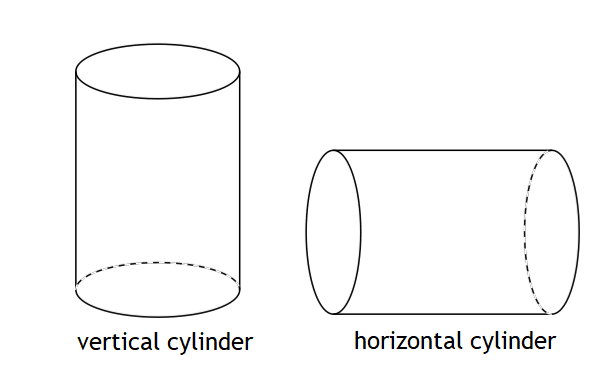
*lienee syytä mainita, että sylinterit ovat kautta historian selvästi osoittautuneet käyttökelpoisiksi. Tämä ei selvästikään kuulu tämänpäiväisen artikkelin soveltamisalaan, joten jätän todisteen lukijalle.
saatat tuntea kiusausta ajatella, että olet uskomattoman vahva, ja ehkä oletkin, mutta sinun pitäisi myös olla tietoinen siitä, että painoit erittäin heikon sylinterin.
jos sinulla on vielä varahehkulankaa ja haluat tulostaa sen vaakasuorassa suunnassa, huomaat, että osa on vaikeampi murtaa, koska hehkulangan viivat on puristettu.
tämän sijoittelun haittapuolena on se, että voit joutua lisäämään tulostukseen tukia tämän sijoittelun luomien kulmien vuoksi.
miksi kaiken pitää olla vaihtokauppaa 3D-tulostuksessa? Tässä harrastuksessa ei ole ilmaista lounasta!
käytä vahvempaa hehkulankaa
, vaikka tämä voi tuntua itsestään selvältä, erityyppisten hehkulankojen käyttäminen voi tehdä ihmeitä kokonaisvahvuuden kannalta.
kaikki tulostimet eivät kuitenkaan pysty tulostamaan kaikilla olemassa olevilla filamenteilla, mutta on varmasti olemassa joitakin vaihtoehtoja, joita voit käyttää myös edullisissa tulostimissa, kuten Ender 3.
polykarbonaattia ja nailonia pidetään vahvimpina tällä hetkellä saatavilla olevina filamentteina, ja jos tulostimesi pystyy käsittelemään niitä ja tarvitset erittäin vahvan tulostuksen, tulosta esineesi niillä.
jos painat PLA: lla, kokeile PETG: tä, sillä se on helppo työstää ja se on myös hieman joustavampi sekä paljon kuumuutta kestävämpi.
kuinka 3D-tulostetuista osista saadaan vahvempia
tässä nopea yhteenveto siitä, miten malli tulostetaan siten, että sen vahvuus kasvaa:
- valitse vahva täydennysrakentamisen kuvio (yleensä hunajakenno).
- täydennysrakentamisprosentin nostaminen (yli 50 prosentin tuotto alkaa laskea merkittävästi).
- lisää seinän tai ulkokuoren paksuutta.
- nosta painolämpötilaa 5°C: n välein, kunnes löydät parhaan.
- muuta tulosteen suuntaa niin, että kerrosviivat ovat samansuuntaisia siihen kohdistuvien voimien kanssa.
johtopäätös
kuten näette, on paljon asioita, joita voimme tehdä parantaaksemme objektejemme yleistä vahvuutta ja voittaaksemme valitsemamme teknologian luontaisen heikkouden.
jos maailman tulevaisuus riippuu siitä, pystytkö painamaan vahvan Benchyn, mutta et ehdi lukea koko artikkelia, toimi vain seuraavasti.
hyvää tulostusta!