Investeringsstøbning
kontakt virksomheder
udfyld nedenstående formular for at indsende en anmodning om tilbud til et af følgende virksomheder, der er noteret på
få din virksomhed noteret på denne Strømside
introduktion
denne artikel tager et dybtgående kig på investeringsstøbning.
du vil lære mere om emner som:
- Hvad er investment casting?
- processen med investeringsstøbning
- typer af investeringsstøbning
- metaller, der kan støbes ved hjælp af investeringsstøbning
- og meget mere…
Kapitel et – Hvad er Investeringsstøbning?
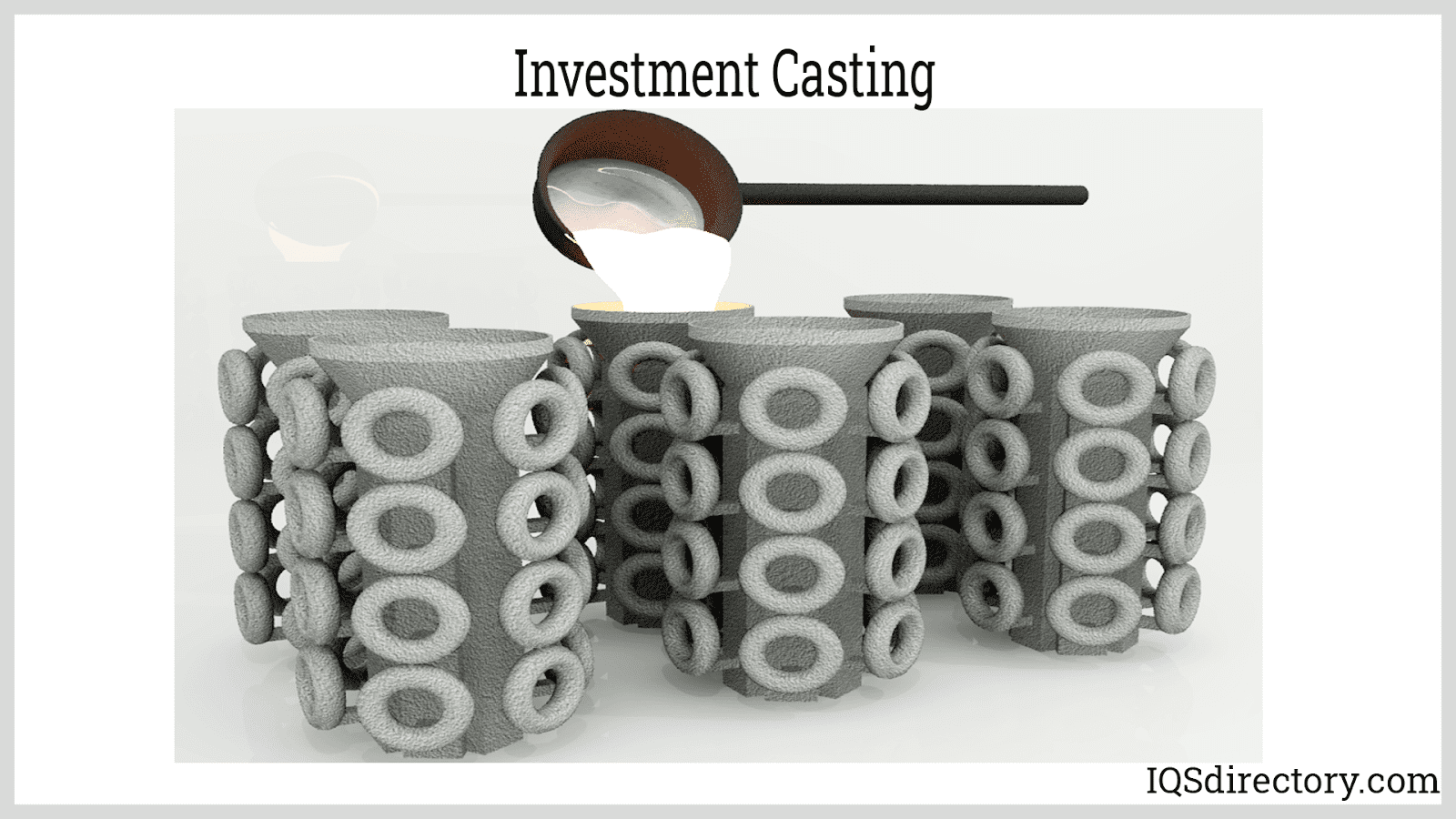
Investeringsstøbning er en metalbearbejdningsproces, der bruger en keramisk skal bygget over et voksmønster til at producere dele med ekstraordinært ensartede og glatte overflader. Voksmønsteret er fremstillet af en aluminiumsdyse.De endelige produkter af investeringsstøbning er uden skillelinjer, form halvmærker eller andre deformiteter. Hver del er problemfri og fejlfri med en usædvanlig fin finish.
processen med investeringsstøbning producerer dele, komponenter og stykker med minimalt affald, brug af energi eller behov for efter støbning. Det mest karakteristiske træk ved investeringsstøbning er nøjagtigheden og ekstraordinære tolerancer for de færdige dele.
Kapitel To – Investeringsstøbningsprocessen
Investeringsstøbning, også kendt som den mistede voksproces eller cire perdue på fransk, er blevet brugt som en metalbearbejdningsmetode i tusinder af år. Det stammer fra Kina og blev ignoreret af den moderne industri indtil det 20.århundrede, da teknologien, der gjorde det lettere at fjerne voks fra støbningen, blev udviklet.
under Anden Verdenskrig så investeringsstøbning hurtig vækst som et middel til at levere usædvanligt præcise og fejlfri dele, der ikke kunne formes ved hjælp af traditionelle metoder. Efter krigen blev det den mest anvendte proces til industrielle applikationer, der krævede komplekse og indviklede designs.
Investeringsstøbningsprocessen
værktøj
værktøj til investeringsstøbning henviser til de voksinjektionsdyser, der bruges til at skabe de voksmønstre, der danner grundlaget for processen. Den kritiske faktor i værktøjet er den krævede del, der skal produceres, en sondring, der bestemmes af brugeren. Værktøj er en del af designfunktionen og inkluderer avanceret Produktkvalitetsplanlægning, en metode til designplanlægning udviklet i 1980 ‘ erne.
i centrum af APK er en undersøgelse af produktion og vurdering af hvert af dets faser for at forhindre fejl og unødvendige gentagelser. Hvert aspekt af slutproduktet evalueres, konstrueres og diskuteres således, at værktøjet, som omfatter mønstre og kerner, er præcisionsdesignet.
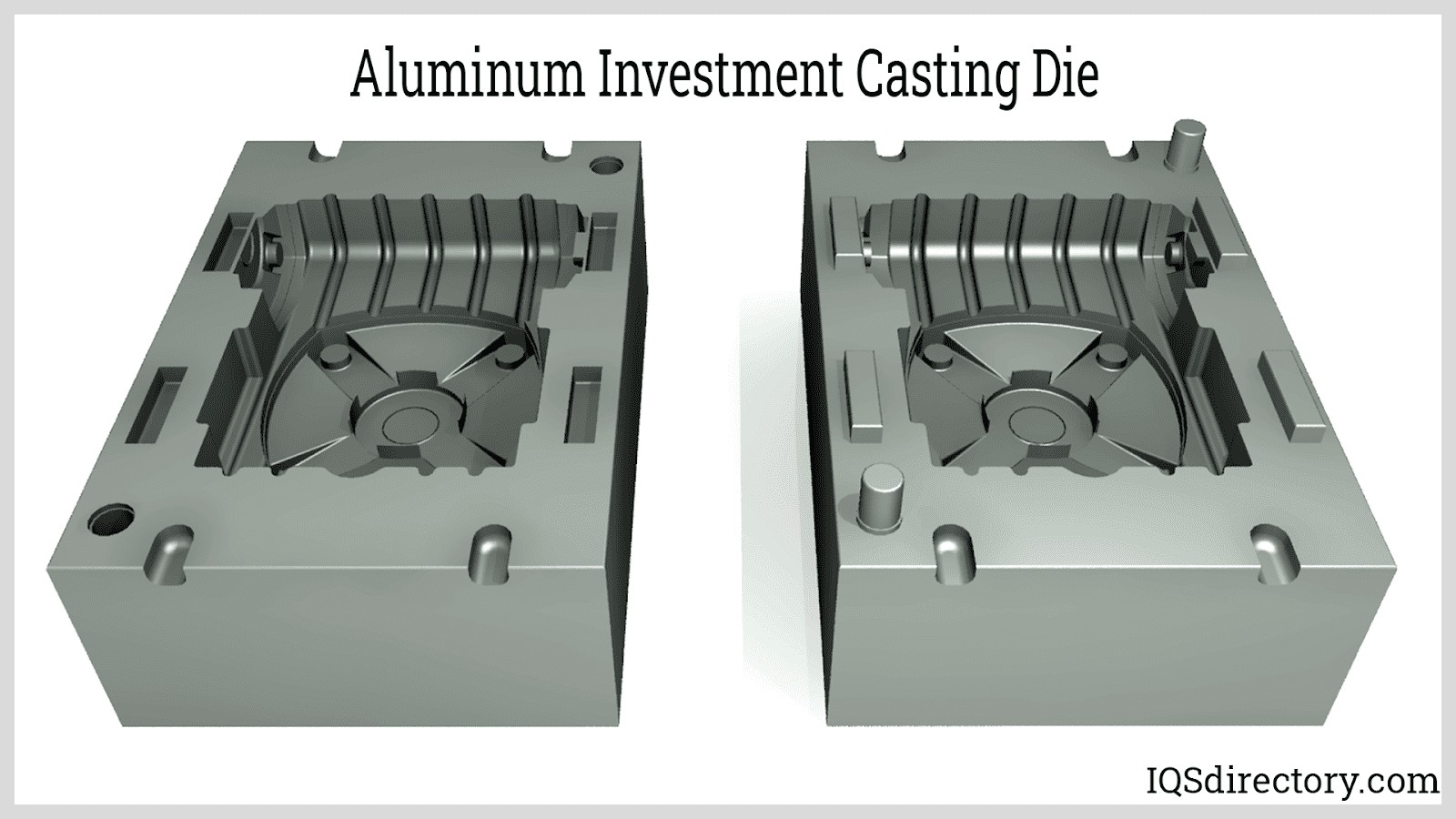
Die
matricen er resultatet af APK-processen. Voksinjektionsdyser er lavet af aluminium på grund af aluminiums termiske egenskaber, der hurtigt spreder varmen og reducerer cyklustider. Da aluminium er formbart og bøjeligt, kan det let formes og formes. Dørhulrummene i aluminium lider ikke slid fra voksinjektionsprocessen; dette øger deres levetid.
når matricen er fremstillet, kontrolleres den for lækager, revner, huller eller andre ufuldkommenheder, der kan påvirke kvaliteten af den sidste del. Gamle matricer opbevares i plastikposer i et fugtighedsreguleret miljø og kontrolleres, inden de genbruges.
voks anvendt i Investeringsstøbning
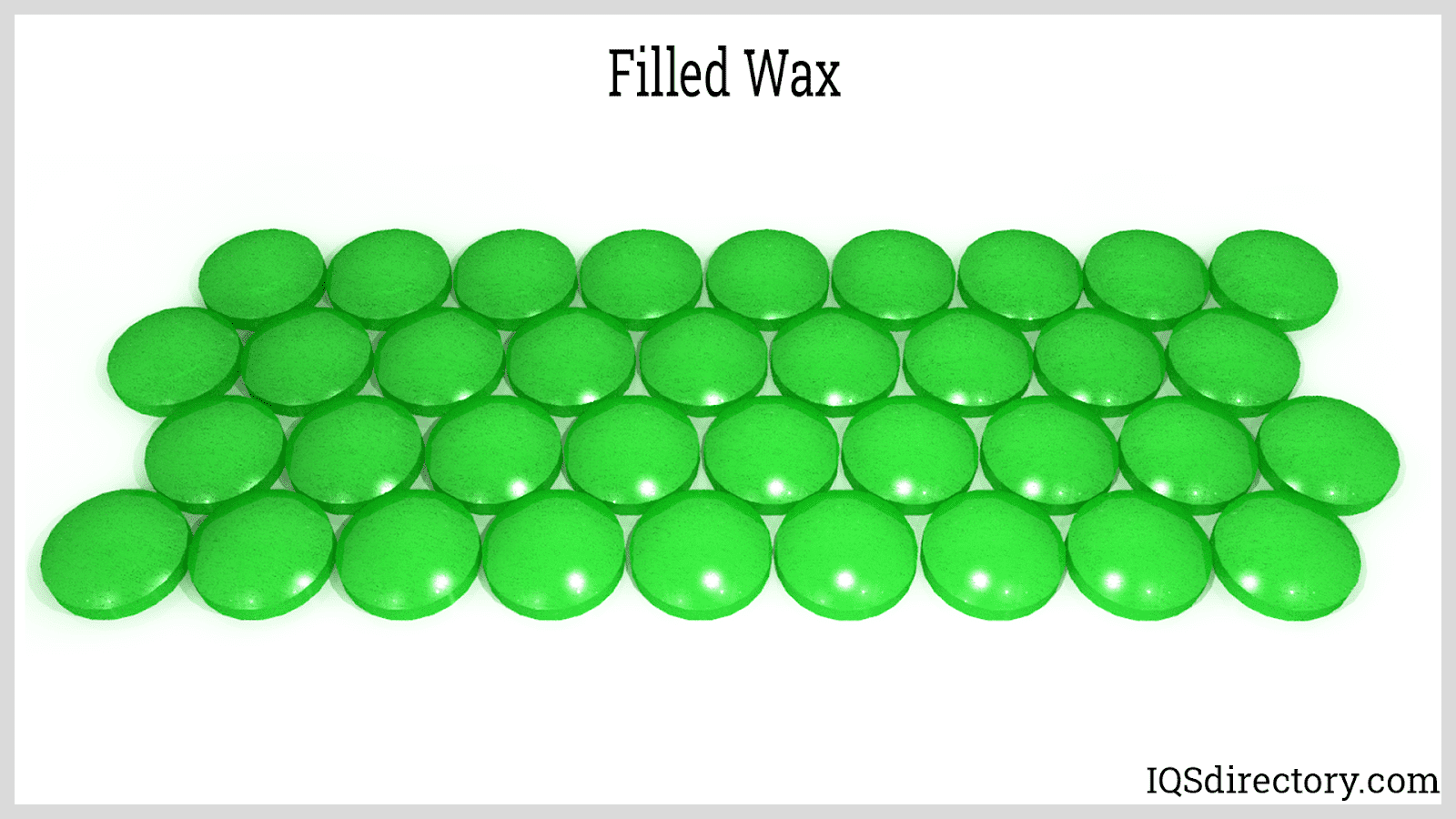
flere typer voks bruges til at skabe voksmønsteret. Den valgte type afhænger af flere faktorer, såsom strømningsegenskaber, om den kan genvindes, dimensionelle konsistenser, overfladefinish og applikationens behov. Almindelige voksarter, der bruges, inkluderer fyldt mønster, ikke-fyldt mønster, løber, vandopløselig og klæbrig.
fyldt mønster
fyldt mønster voks har fyldstoffer tilføjet, der tilføjer egenskaber til støbningen, der sikrer styrke, dimensionsstabilitet, lavere termisk ekspansion og begrænset krympning. Fyldstoffer omfatter bisphenol, organiske stoffer, terephthalsyre og tværbundet polystyren.
ikke-fyldt
ikke-fyldt voks indeholder fyldstoffer, men ikke så meget som fyldt voks. De giver ekstraordinære mekaniske egenskaber og termisk ydeevne. Ikke-fyldte voks anvendes til komplekse geometrier og definerede mønstre.
Runner
Runner voks anvendes til støbegods, der kræver fremragende mekanisk styrke med lavere viskositet. De har et lavt smeltepunkt og drænes hurtigt fra den keramiske form.
vandopløselig
vandopløselig voks anvendes, når en del har komplekse og indviklede interne mønstre eller mønstre, hvor en indviklet kerne er placeret inde i mønsteret. Når kernen er afsluttet, placeres det vandopløselige mønster indeni. Når mønsteret afkøles, opløses voksen.
Sticky
klæbrige voksbindinger mønster vokser sammen under mønstersamling og skaber en lang vedhæftning for at forhindre fejl under konstant håndtering.
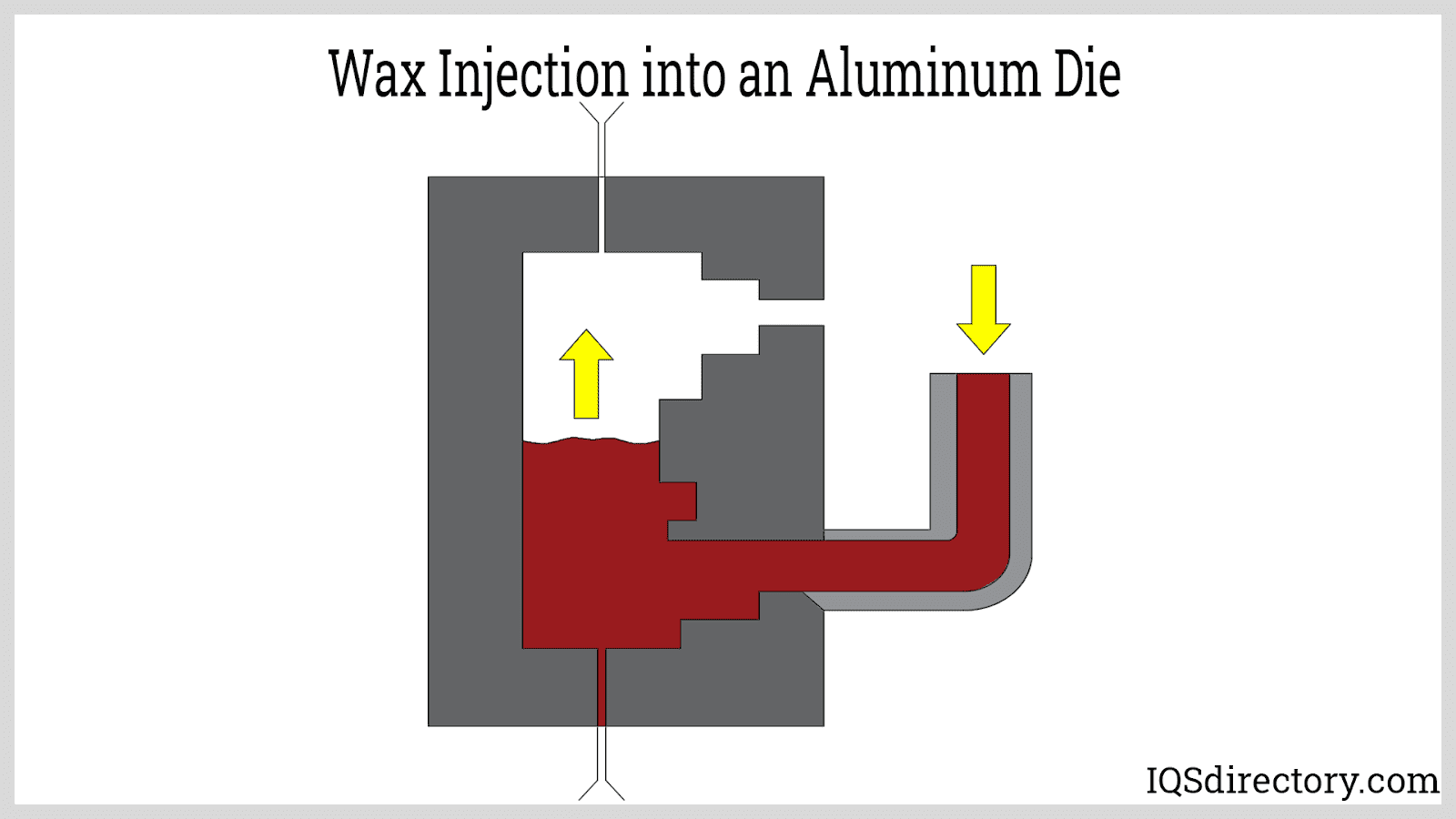
Voksinjektion
voks injiceres i matricen eller formen for at skabe mønsteret. Dimensionerne på voksmønsteret er lidt større end den sidste del for at tage højde for den sammentrækning, der finder sted i den keramiske form. Matricen er fastspændt lukket, og en indsprøjtningsdyse er på linje med matrisens sprue. Sprue er den sti, voksen følger, når den kommer ind i matricehulen.
Vokspellets smeltes i en holdetank, der er forbundet med injektionspressen. Holdetanken omrøres konstant for at holde blandingen homogen. En hydraulisk drevet cylinder skubber voksen gennem en opvarmet slange ind i spruen og fylder matricehulen.
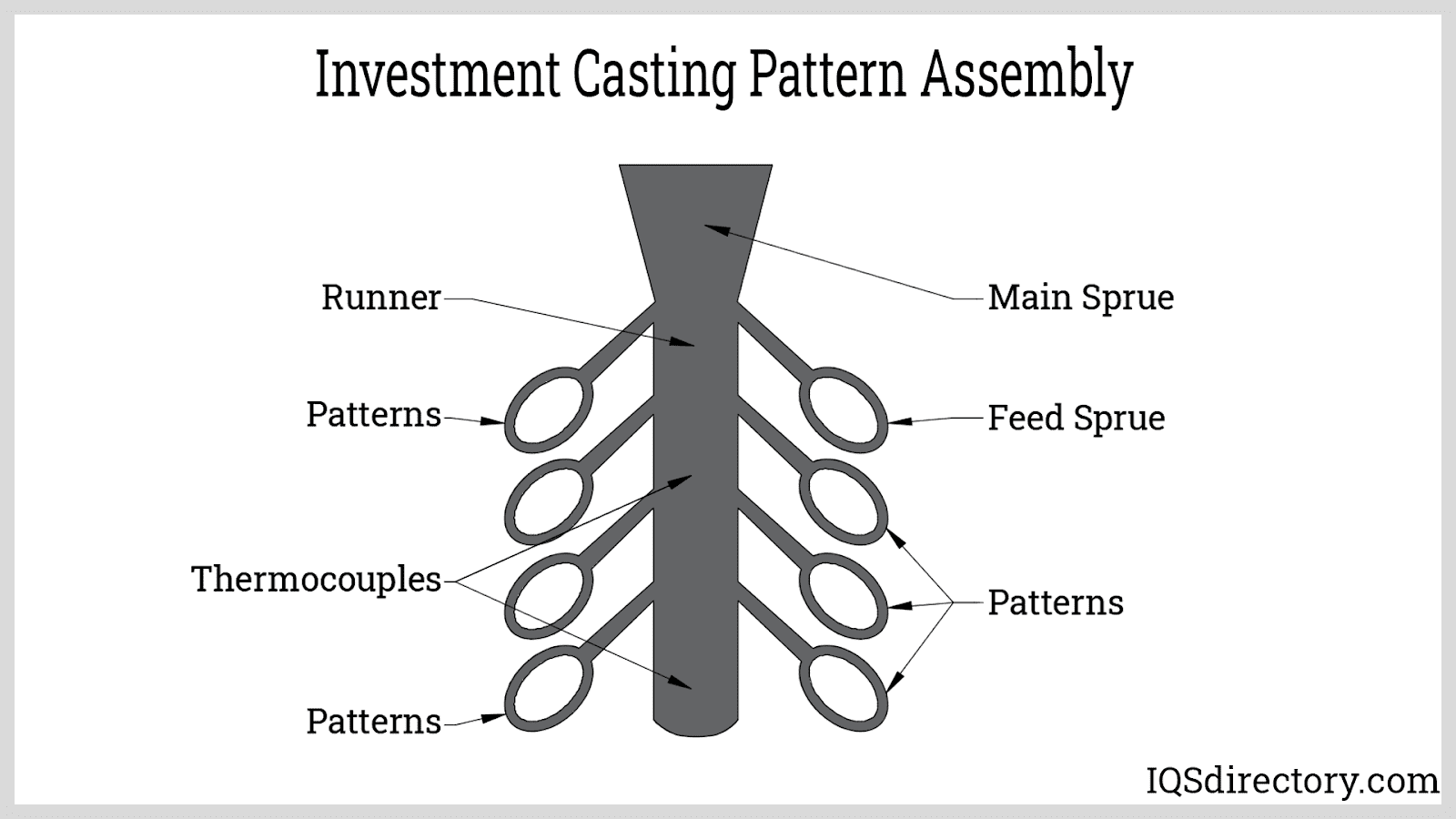
Mønstermontering
Investeringsstøbning producerer høj præcision og færdige dele i store mængder ved at samle de enkelte mønstre på en voksløber, som mønstrene er fastgjort til. Bortset fra dens funktion som en metode til at holde mønstrene, fungerer voksløberen som metalfodringssystemet eller røret, gennem hvilket de enkelte dele vil blive fodret smeltet metal under støbning.
Voksløbere oprettes med nøjagtig den samme metode, der bruges til at fremstille mønstrene. Et metalelement er placeret i enden af løberen, omkring hvilken voksen injiceres. En stift forbundet til metalelementet stikker ud og vil blive forbundet til en bøjleplade senere i processen. En keramisk kop tilsættes også for at fungere som en tragt, når det smeltede metal hældes i løberen og mønstrene.
mønsterets porte er forbundet med løberen ved at smelte dens ende på overfladen, dyppe den i en smelteklæbende voks, såsom den klæbrige voks, og trykke den på løberen. Når den smeltede voks afkøles, låses den til løberen og svejses af en lille fakkel for at udjævne forbindelsen.
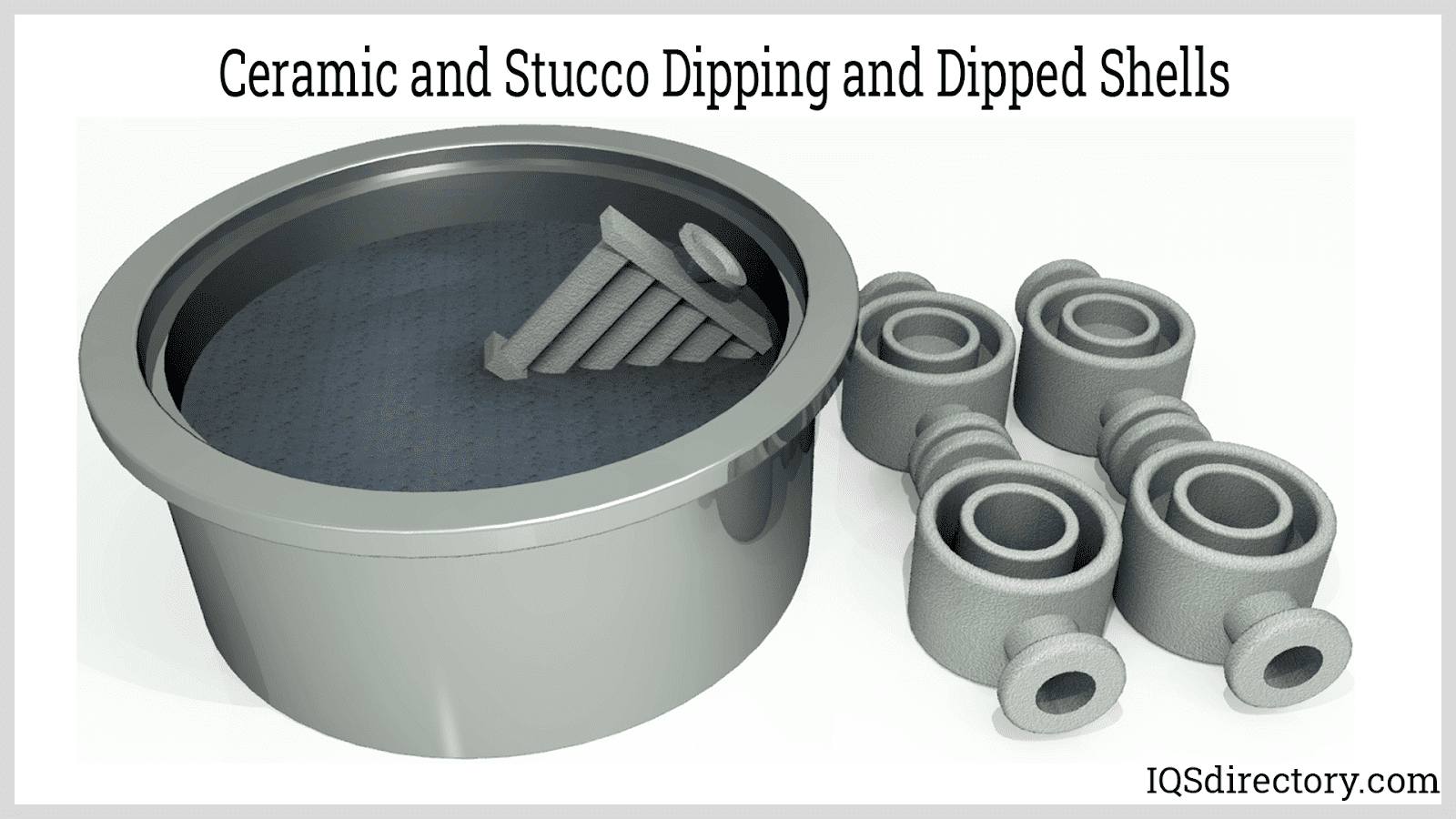
Shell Coating
når støbemønsteret er samlet og indstillet, påføres opslæmningen ved at blive dyppet i opslæmningen, der består af finkornet silica, vand og en eller anden form for bindemiddel. Kombinationen af disse elementer skaber en keramisk belægning, der påføres flere gange for at opnå den ønskede tykkelse.
efter neddypning af opslæmningen er mønsteraggregatet belagt med stuk, som blev bestemt under opslæmningen. Stukkeprocessen starter med en tynd belægning og bliver gradvist grovere med hver applikation.
skalbelægningen er en væsentlig del af processen. Skalens styrke skal være tilstrækkelig til at udholde alle støbeprocedurerne. De mange dippings og stucco belægning er nødvendige for at sikre shell stabilitet og permanens.
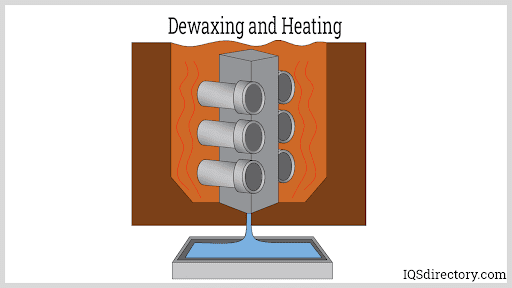
afvoksning og opvarmning
der er forskellige former for opvarmning, der bruges til at fjerne voks fra den hærdede skal. En almindelig moderne praksis er brugen af en autoklave—en dampvarmeanordning. Autoklavens temperatur skal være tilstrækkelig til at smelte voks og forvarme formen til støbning.
typisk fyres investeringsstøbeforme til 1800 liter f (982 liter C). Dampen i autoklaven fjerner potentielt flygtige materialer. Når formene er tilstrækkeligt ryddet og opvarmet, er de klar til hældning af metallet.
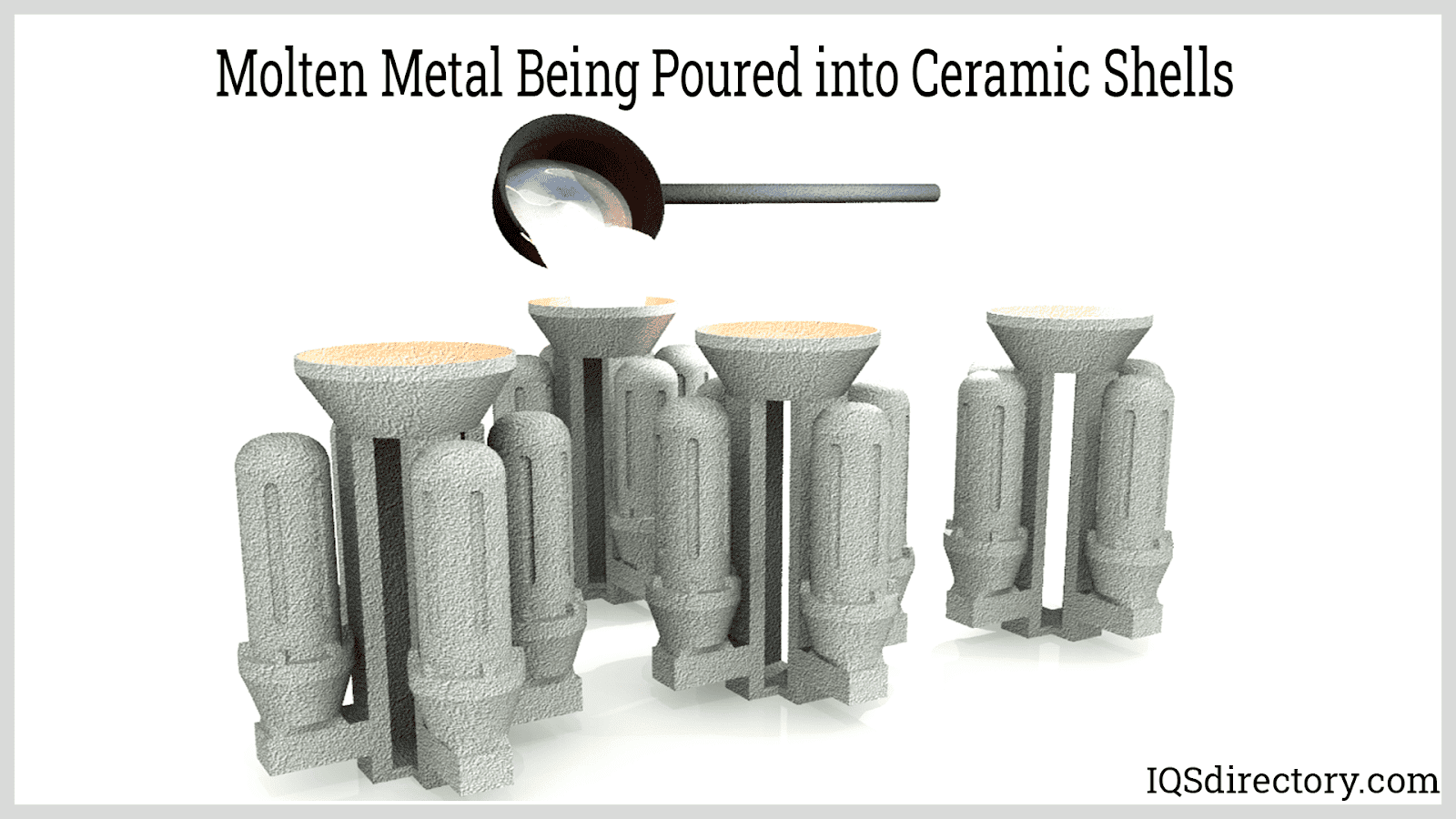
støbning
støbning involverer hældning af smeltet metal i de forvarmede formhulrum. På dette stadium hviler nøglen til kvaliteten af støbningen i tid og temperatur. Efter at det smeltede metal er hældt, ryster en vibrerende maskine forsigtigt den keramiske skal i fem til syv sekunder. Metallet fra ingots er smeltet til smeltet tilstand. Når skallen er fyldt, får den lov til at afkøle ved stuetemperatur.
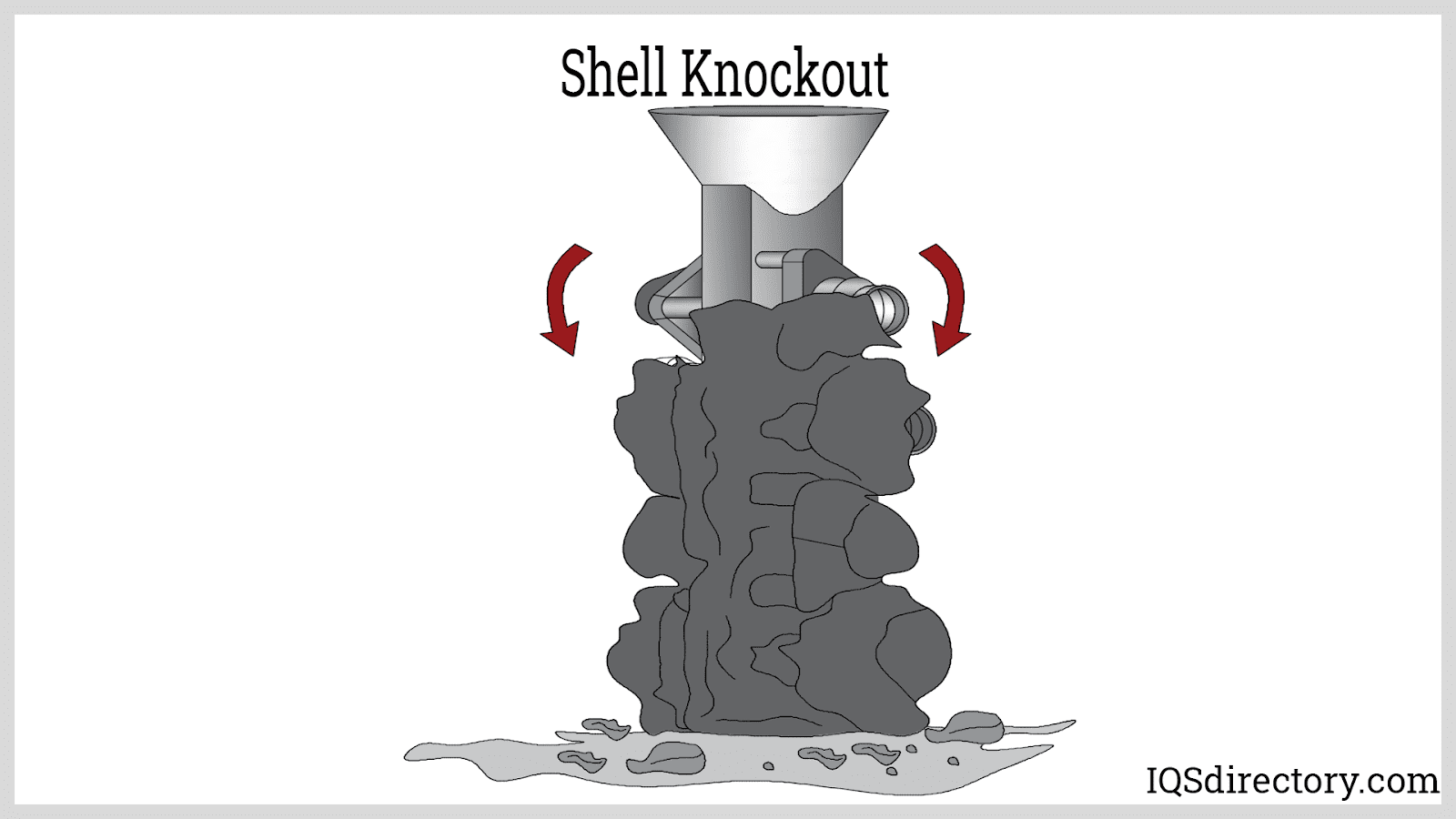
Shell Knockout eller fjernelse
når skallen er afkølet, og metallet er sat, fjernes skalmaterialet. Der er forskellige metoder, der bruges til at fjerne skallen, herunder en hammer, højtryksvandsprængninger, et vibrationsbord, kemikalier eller en specielt designet knockout-maskine. Under knockout-processen er skallen tæt fastspændt og holdt i position for at sikre ensartethed i processen.
knockout-processen kan være særlig vanskelig, især for dele, der har indviklede og komplekse sektioner.
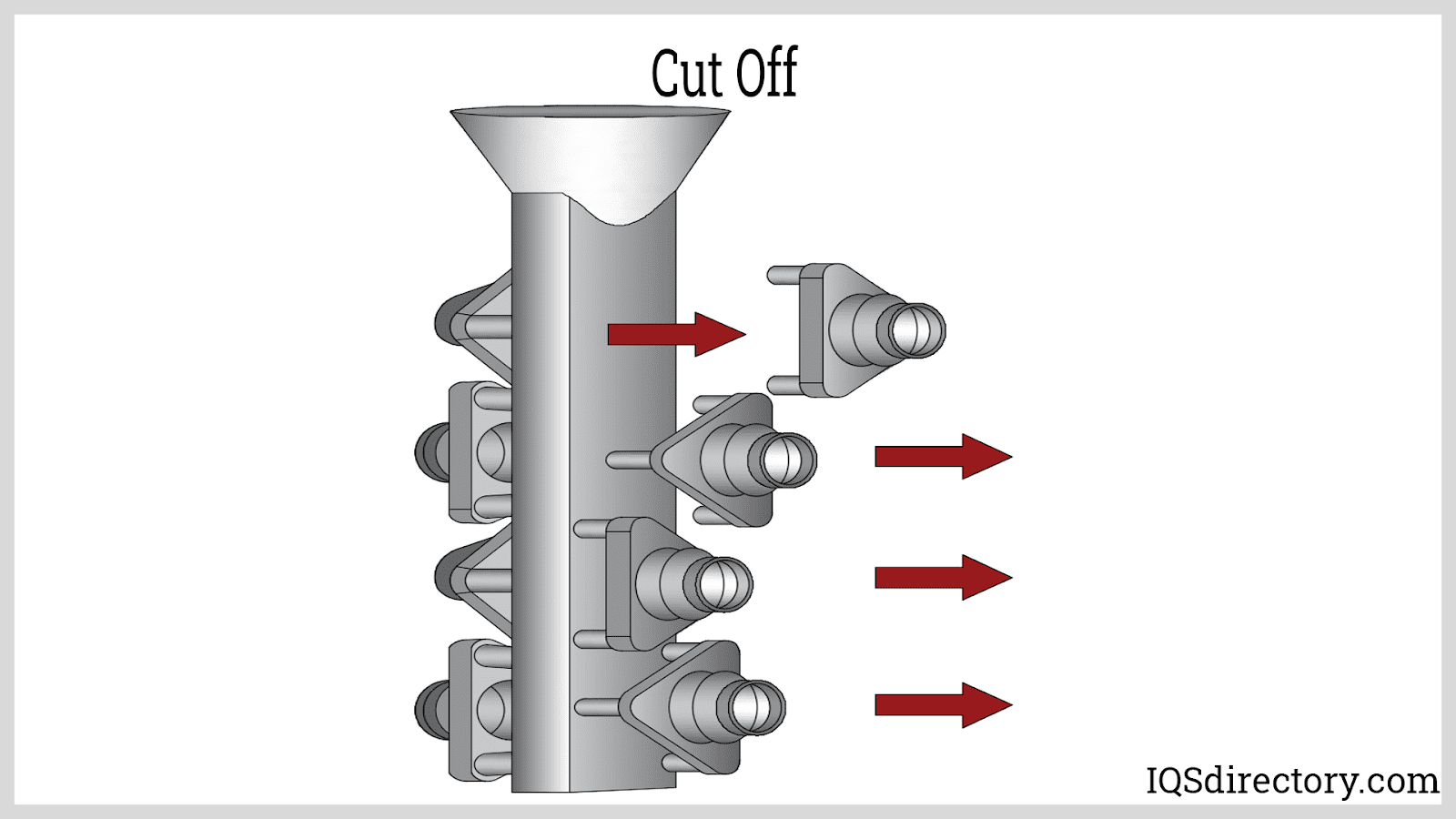
Cut Off
Cut off indebærer at fjerne de enkelte dele fra sprue eller runner. Når delen er afbrudt fra løberen, slibes de resterende dele af portene væk. Der er forskellige metoder til at fjerne delene fra granen, herunder brugen af en hakesav, fakkel eller laser. I meget tekniske eller høje produktionsoperationer kan dele afskæres ved hjælp af en programmerbar skæresav.
varmebehandling
formålet med varmebehandling er forbedring af komponentens mekaniske egenskaber og egenskaber. Støbeprocessen reducerer styrken, holdbarheden og sejheden af et metal. Varmebehandlinger eliminerer intern stress. De typer varmebehandlinger, der anvendes til investeringsstøbning, inkluderer udglødning af vakuumopløsning, hærdning, temperering og nedbørshærdning.
Vakuumopløsningsglødning
formålet med vakuumopløsningsglødning er at fjerne udfældningsmateriale og ændre emnet til en enkeltfasestruktur. Efter afslutningen af annealing er emnet blødt og duktilt, klar til at blive hærdet. På dette stadium er emnet brugbart, bearbejdeligt, svejsbart og har dimensionel stabilitet.
hærdning
hærdning inkluderer opvarmning af metallet, indtil det når sin austenitiske krystalfase. Herefter afkøles det meget hurtigt. Processen øger arbejdsstykkets styrke og slidstyrke.
temperering
temperering opvarmer emnet til en temperatur lige under dets kritiske område, holder det der og køler det derefter. Hærdningsprocessen reducerer skørhed og kræver præcis kontrol, så det påvirker ikke hårdheden.
Nedbørshærdning
Nedbørshærdning eller aldershærdning gør emnet hårdere og udføres i vakuum ved temperaturer, der ligger mellem 900 liter F (482 liter C) og 1150 liter F (621 liter C). Processen inkluderer opvarmning af emnet, behandling af det med en opløsning, afkøling og opvarmning igen, før det hurtigt afkøles.
efterbehandling
et sidste trin i investeringsstøbningsprocessen er efterbehandling, som kan tage mange former afhængigt af kravene og specifikationerne for delens design. En typisk efterbehandlingsproces er slibning, der bruges til yderligere at fjerne eventuelle deformiteter eller rester af porten. Selvom overfladen af delen er meget glat, kan yderligere polering være nødvendig for at forbedre og perfektionere den.
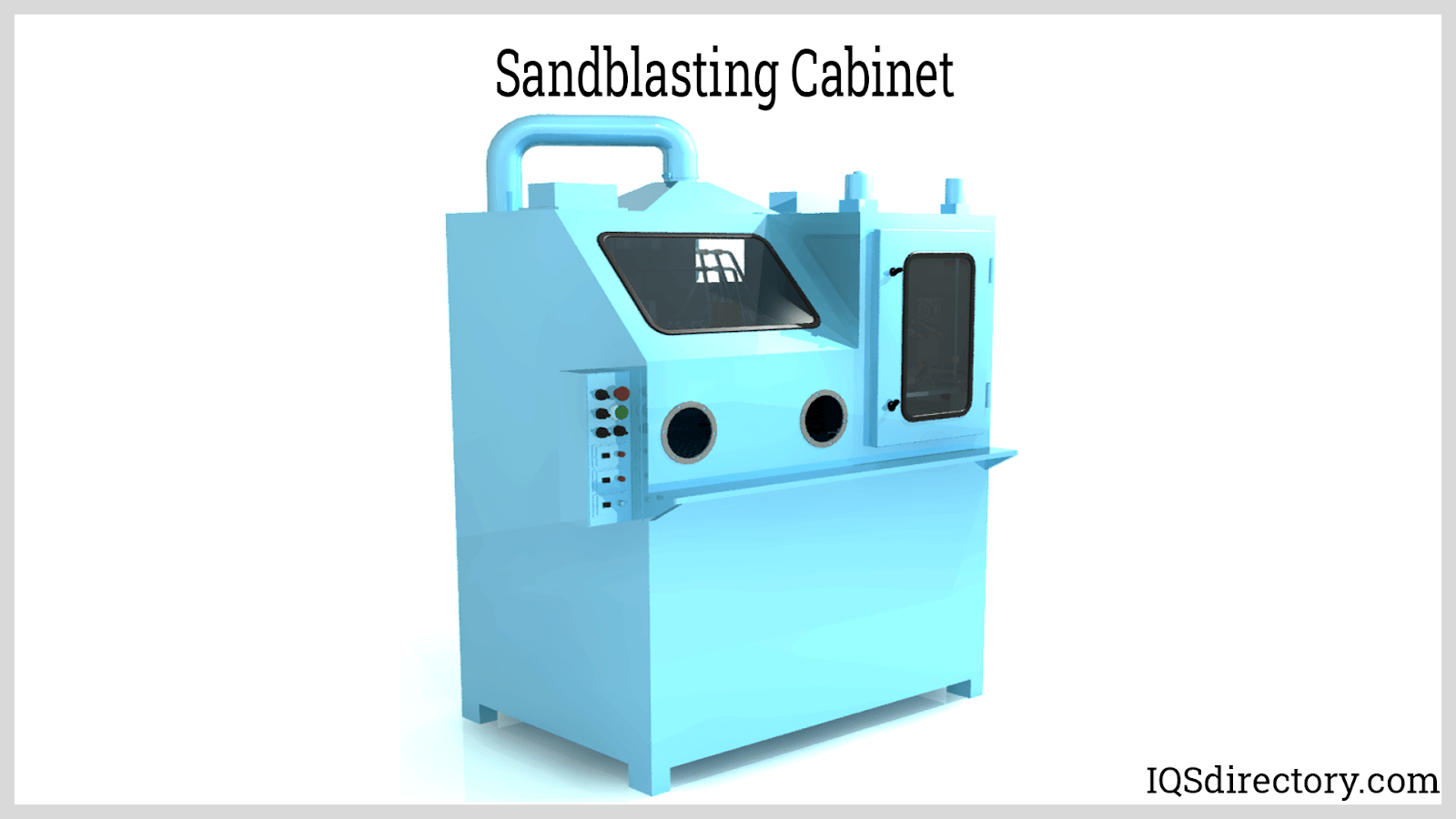
efterbehandling kan afsluttes ved hjælp af sandblæsning, sandblæsning eller andre bearbejdningsmetoder.
Overfladebehandling finish
udvalget af overfladebehandlinger til investeringsstøbte produkter inkluderer rustbeskyttelse og korrosionsbestandighed, der forbedrer polering og kemiske behandlinger. Overfladen på en investeringsstøbt del kan variere afhængigt af legeringens og produktets kvalitet. Typerne af behandlinger inkluderer:
- anodisering
- elektropolering
- Vibro polering
- passivering
- klar kemisk filmovertræk
- galvanisering
- tønde Rumbling
- Pulverlakering
- elektroløs nikkelbelægning
- maleri
få din virksomhed anført nedenfor
førende producenter og leverandører
Kapitel tre – typer af Investeringsstøbning
selvom Investeringsstøbning eller mistet voksstøbning er blevet brugt i tusinder af år, har der været innovationer, der har øget effektiviteten af processen. Variationerne er designet til at forbedre metoden til udvikling af mønsteret og adressering af brugen af voks. Det samlede udtryk, der bruges til mistet voksstøbning, er fordampningsmønsterstøbning, da materialet, der bruges til at skabe mønsteret, fjernes eller fordampes.
selvom disse alternative metoder skaber mønstre på alternative måder, har de ligheder med investeringsstøbning og kan betragtes som offshoots eller variationer. De vigtigste forskelle i variationerne er de materialer, der bruges til at skabe mønsteret eller dannelsen af mønsteret.
typer af Investeringsstøbning
Lost Foam Casting
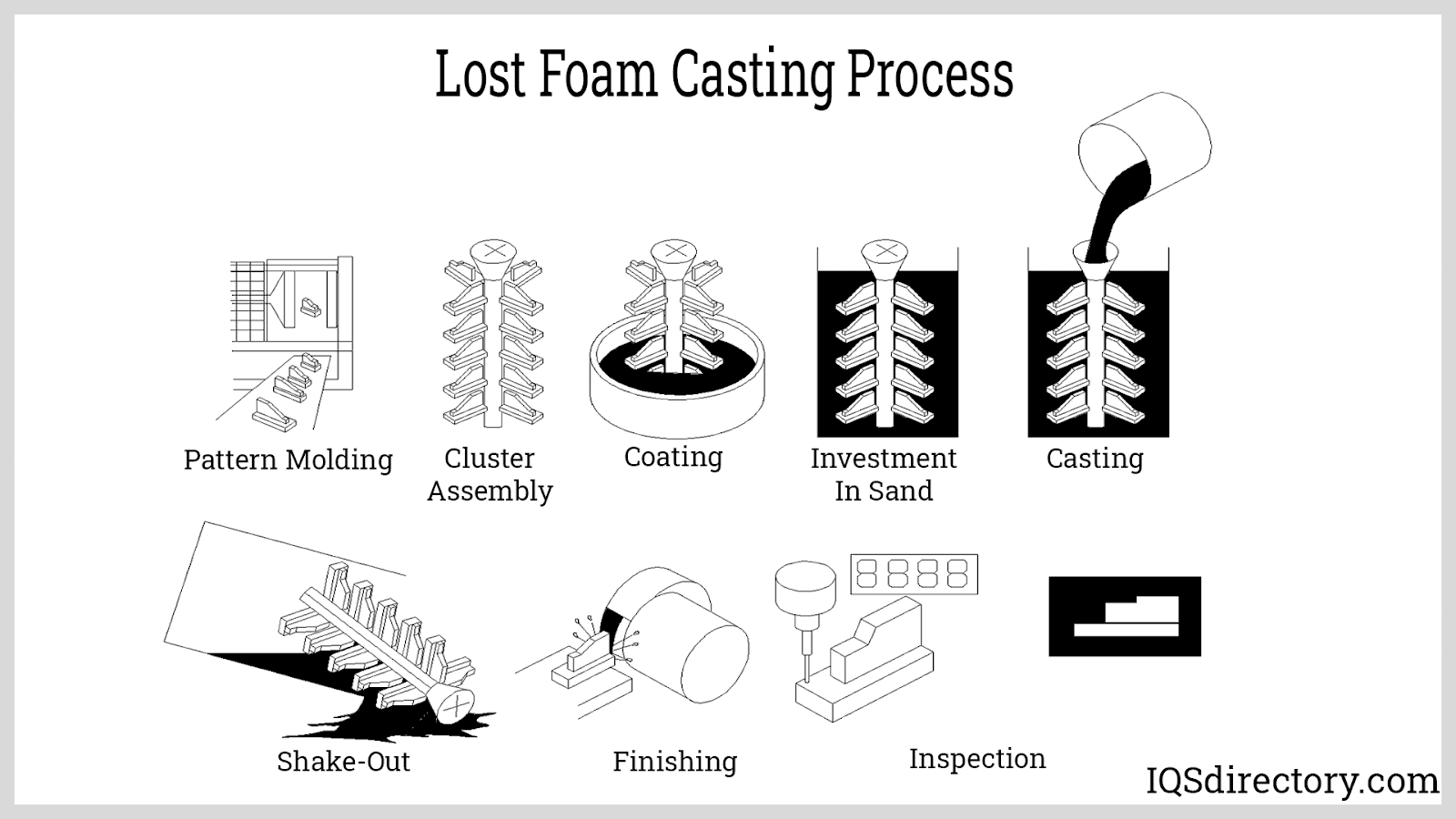
Lost foam casting har vundet popularitet som erstatning for investeringsstøbning på grund af dets evne til at passe ind i masseproduktion og automatiserede processer. Metoden til mistet skumstøbning er en nylig tilføjelse til fordampningsstøbning. Det blev udviklet af H. F. Shroyer i 1958 som en proces, der bruger polystyrenskum placeret i støbesand.
ligesom i investeringsstøbning bruges en aluminiumsdyse til at skabe mønsteret. Polystyrenperler placeres i formen eller dør og opvarmes med damp; dette får perlerne til at smelte og tage form af formen. Når perlerne opvarmes, udvides de og antager konturerne og dimensionerne på matricen.
de enkelte mønstre er fastgjort til en sprue eller løber og sprøjtet med en ildfast belægning af keramisk materiale. Den belagte form placeres i en ventileret beholder, der er pakket med sand for at holde den på plads. Når smeltet metal hældes i beholderen, fordampes polystyren, hvilket giver plads til det smeltede metal.
i nogle tilfælde behøver mønstre ikke at være formet i en matrice, men kan håndskåret. Ved hjælp af en maskine eller formværktøj kan polystyren skæres, formes og konfigureres til de ønskede dimensioner af emnet. Denne type mønsterfremstilling bruges til engangsdele eller prototyper.
mistet skumstøbning er en fremstillingsproces, der bruges til at skabe udsmykkede, dekorative og komplekse metalkonfigurationer, former og design og kan bruges af ingeniører til at skabe tredimensionelle gengivelser af deres konceptualiseringer.
direkte Investeringsstøbning
direkte investeringsstøbning adskiller sig fra traditionel investeringsstøbning, der kaldes indirekte investeringsstøbning, efter hvordan mønsteret oprettes. Ved indirekte støbning dannes mønsteret i en matrice for at skabe en voksrepræsentation. Flere voksduplikater er fastgjort til en sprue eller løber, dyppet i en keramisk opløsning, dyppet i stuk og afvokset, så mønsteret kan fyldes med smeltet metal for at danne flere versioner af komponenten.
direkte støbning varierer i den måde, mønsteret dannes og præformeres ved hjælp af en række forskellige teknikker. Den første af disse teknikker er at udskære mønsteret med hånden eller maskinen for at oprette en en-version, der behandles ved hjælp af den mistede voksmetode. Denne proces bruges til fremstilling af en prototype, vurdering af dimensioner eller til korte kørsler af færdige dele.
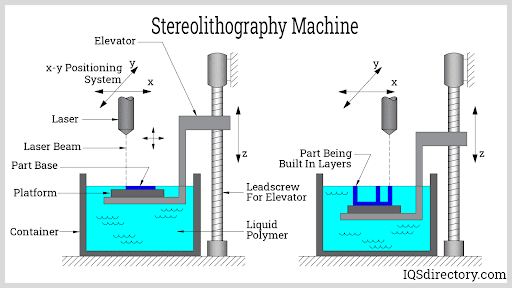
indførelsen af computerassisteret udkast (CAD) har ført til en teknologisk metode til at skabe et mønster. Ved brug af CAD er en tredimensionel repræsentation af emnet konstrueret og designet. Ligesom med en CNC-maskine er designet programmeret til en stereolitografi (STL) optisk fabrikationsmaskine, der skaber en tredimensionel repræsentation af mønsteret ved hjælp af inputdataene.
i det væsentlige er STL en metode til fremstilling af en fastformet form ved anvendelse af en lysfølsom flydende polymer og rettet laserstråle. Fabrikation udføres i lag, med et lag tilføjet på det foregående lag for gradvist og langsomt at opbygge og forme det tredimensionelle geometriske design. En repræsentation af STL kan ses i diagrammet nedenfor.
vand glas investering støbning
vand glas investering støbning er en proces, der er almindeligt anvendt i Kina. I vandglas investeringsstøbning anvendes vandglas som bindemiddel til skallen i stedet for ethylsilicat. Processen opstod i Rusland i 1950 ‘ erne og har fordelene ved materielle omkostninger og produktionscyklus.
overfladebehandlingerne fra vandglasinvesteringsstøbning kan sammenlignes med støbning, der bruger Silica sol-støbningsteknologi, da det undgår defekter, der findes i traditionel skalteknologi. Processen, drift, og parametre for vandglas investeringsstøbning er mindre kompliceret og kan afsluttes af utrænede, generelle arbejdere; dette forbedrer produktion og effektivitet.
Kapitel fire – metaller, der anvendes i Investeringsstøbning
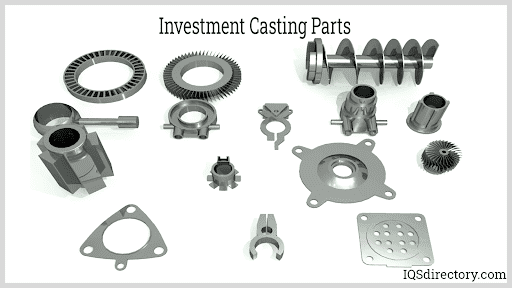
Investeringsstøbning er en meget alsidig metalbearbejdningsproces, der bruges til at forme rørfittings, bildele, marineudstyr og fødevaremaskiner. Der er en bred vifte af metaller, der kan bruges til investeringsstøbning, der har forskellige egenskaber til gavn for et varieret udvalg af applikationer.
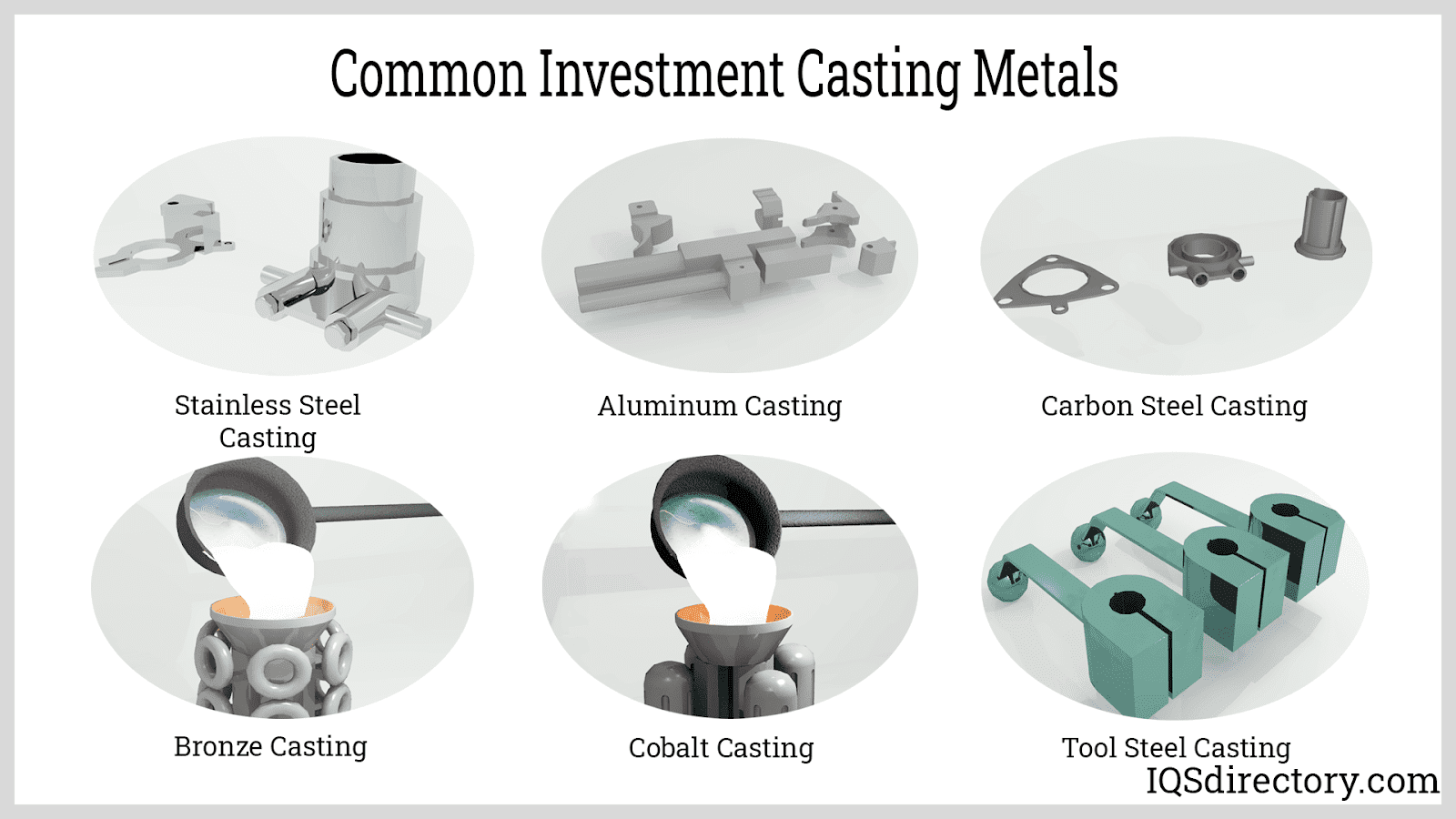
alle jernholdige og ikke-jernholdige metaller kan formes og konfigureres ved hjælp af investeringsstøbning. Af sorterne af jernholdige metaller, duktilt jern, kulstof og legeret stål og udvalgte kvaliteter af rustfrit stål er de mest anvendte. Ikke-jernholdige metaller, såsom kobberlegeringer, magnesium og aluminium, kan bruges, hvor aluminium er det mest populære.
metaller anvendt i Investeringsstøbning
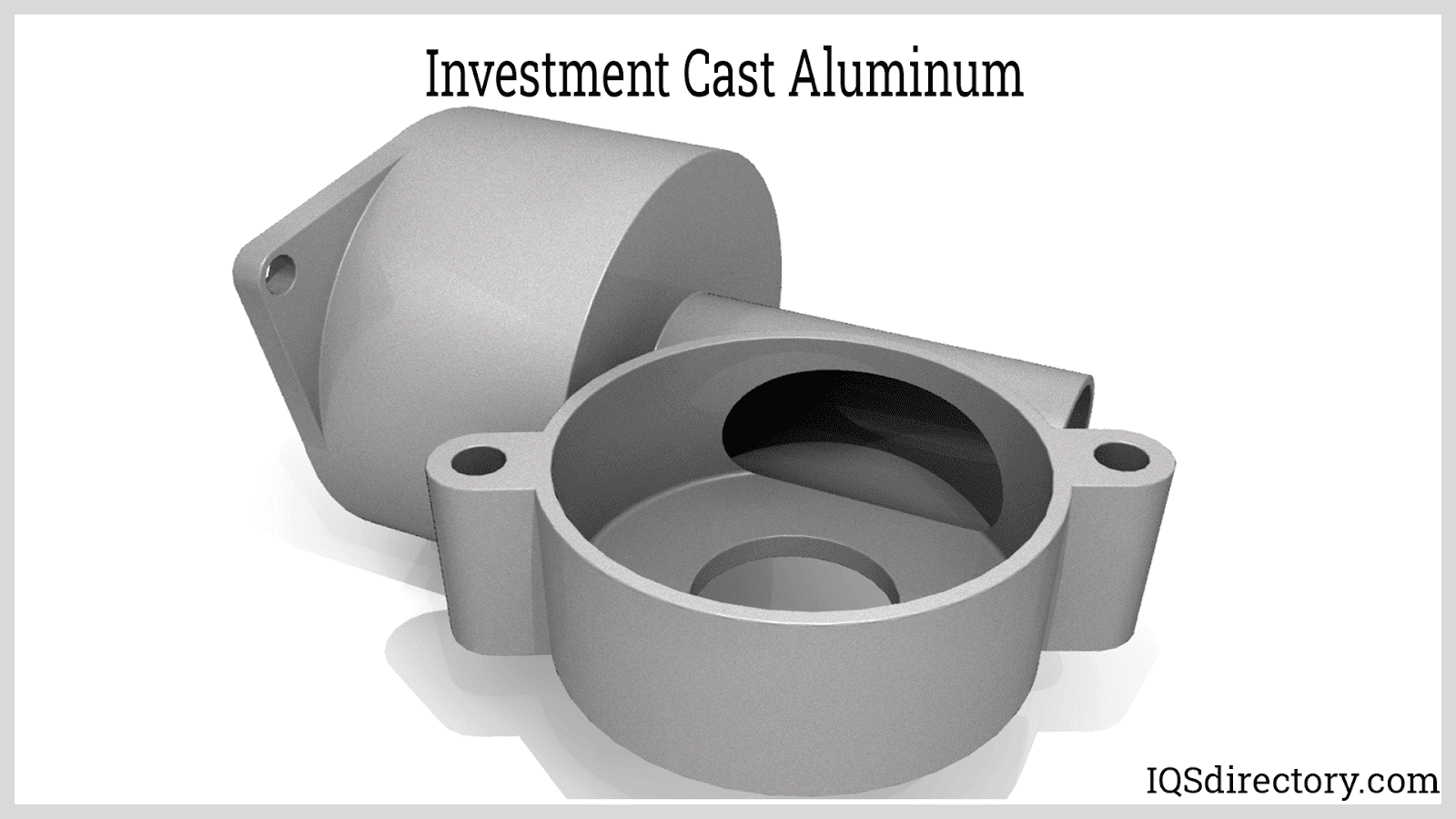
aluminiumlegeringer
aluminiumlegeringer til investeringsstøbning har en densitet på 2,7 g/cm3 eller lidt højere. De typer af dele fremstillet af aluminium fra investeringsstøbning omfatter fly og motordele. Aluminiumlegeringer A-356, A-357, C-355 og F-357, der indeholder silicium, magnesium, jern og sinc, er de mest anvendte legeringer. Komponenter fremstillet af aluminium har korrosionsbestandighed og svejsbarhed, og nogle har enestående styrke.
rustfrit stål
rustfrit stål er et jernholdigt metal, der indeholder krom, der giver ekstra beskyttelse mod pletter og korrosion. Der er flere typer rustfrit stål, hvor hver type eller klasse har gavnlige egenskaber. Variationerne i rustfrit stål skyldes den kemiske sammensætning af dets legeringer. Rustfrit stål er et ideelt metal til dele, der udsættes for miljøer med høje temperaturer eller væsker.
de vigtigste kvaliteter af rustfrit stål, der anvendes til investeringsstøbning, er 300 og 400 serien. Austenitisk 300-serie rustfrit stål har fremragende korrosionsbestandighed, men får ikke styrke gennem varmebehandling. Martensitic 400 series rustfrit stål har enestående styrke og bearbejdelighed og kan hærdes gennem slukning og hærdning, hvilket også øger dens styrke.
kulstofstål
kulstofstål er et af de bedre valg for investeringsstøbningsprodukter, da det kan fungere under høje trykforhold, er slidstærkt og har enestående styrke, sejhed og hærdbarhed. Egenskaberne af kulstofstål bestemmes af mængden af kulstof, det indeholder, hvilket øger dets hårdhed og styrke under varmebehandling.
mellem-og lavkulstofstål er de typer, der bruges mest til investeringsstøbning. Mid kulstofstål har duktilitet, styrke og slidstyrke og kan hærdes og hærdes ved varmebehandling. Stål med lavt kulstofindhold kan let formes, men styrkes ikke ved varmebehandling.
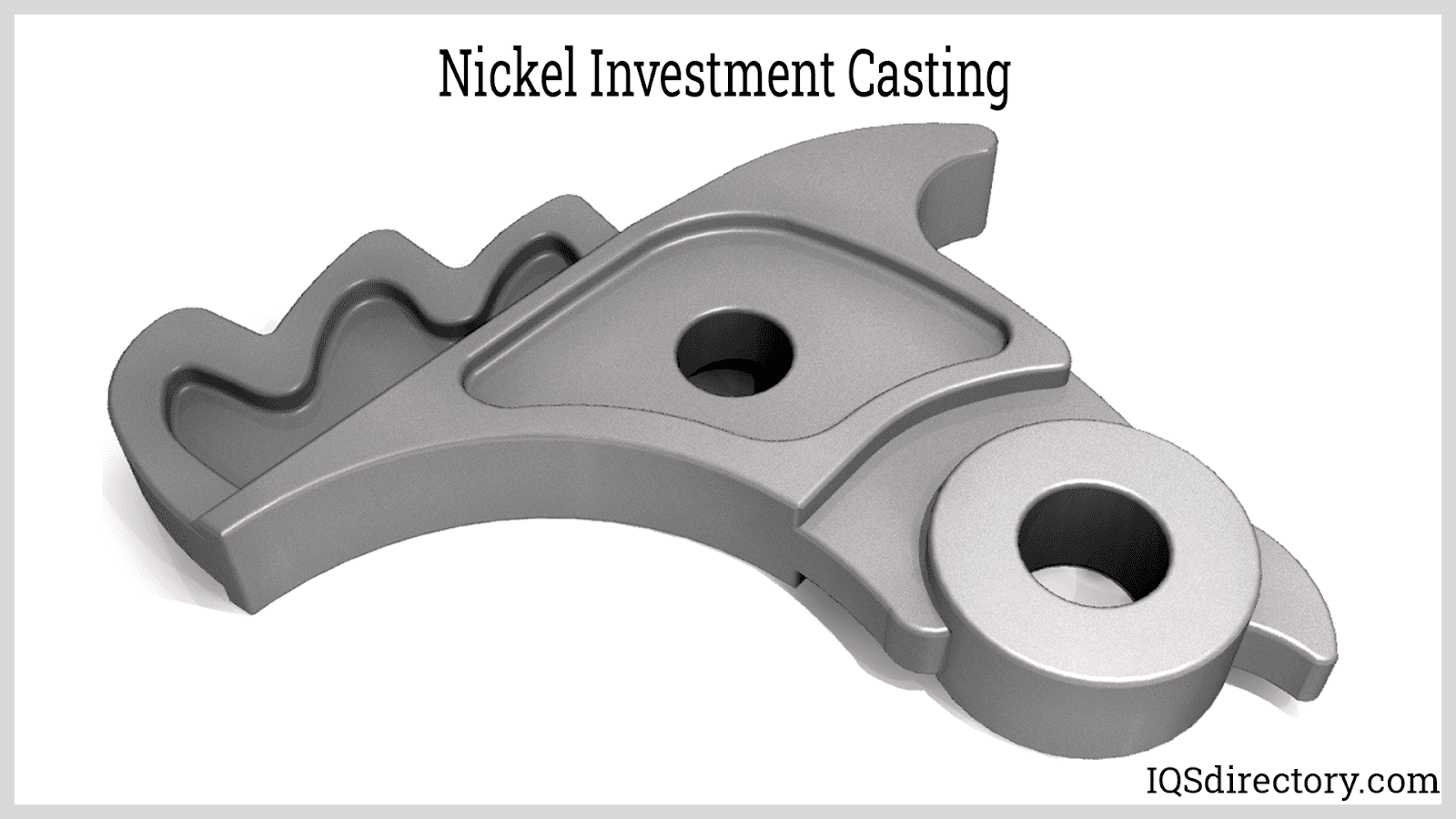
nikkellegeringer
nikkellegeringer har høj styrke og er modstandsdygtige over for varme, korrosion og slid. De kan svejses og fremstilles og er modstandsdygtige over for revner eller spændingskorrosion. Den vigtigste anvendelse af nikkel legering investeringer støbegods er under forhold, hvor der er høje temperaturer og ætsende elementer.
populariteten af nikkel legering investeringer støbegods skyldes deres stramme tolerancer og usædvanligt glatte finish samt deres evne til at blive behandlet i komplekse og indviklede former. Af de forskellige investeringsstøbemetaller er nikkellegeringer en omkostningseffektiv løsning.
kobberlegeringer
kobberlegeringer har korrosionsbestandighed, termisk ledningsevne og sejhed. De bruges i investeringsstøbning på grund af deres lette støbbarhed. Kobberlegeringer kan bearbejdes med fremragende mekaniske egenskaber såvel som friktion og slidstyrke. De typer kobberlegeringer, der anvendes til investeringsstøbning, inkluderer serie C-84500, C-85800, C-86000, C-87000, C-90000 og C-95000. Den brede vifte af legeringer giver et tilstrækkeligt udvalg til at vælge den rigtige legering til enhver applikation.
Cobalt legeringer
Cobalt legeringer har høj styrke og varme og slidstyrke. De har en naturlig modstandsdygtighed over for iltning med et usædvanligt højt smeltepunkt, der gør dem ideelle til ætsende og kemisk ladede miljøer. Cobalt legeringer har krybe modstand og modstandsdygtighed over for termisk træthed til høj temperatur applikationer.
de forskellige koboltlegeringer indeholder kombinationer af krom, nikkel, tungsten og molybdæn; dette ændrer dets egenskaber og type modstand. Koboltlegeringerne, der anvendes til investeringsstøbning, inkluderer numrene 6, 21, 25, 31 og 93.
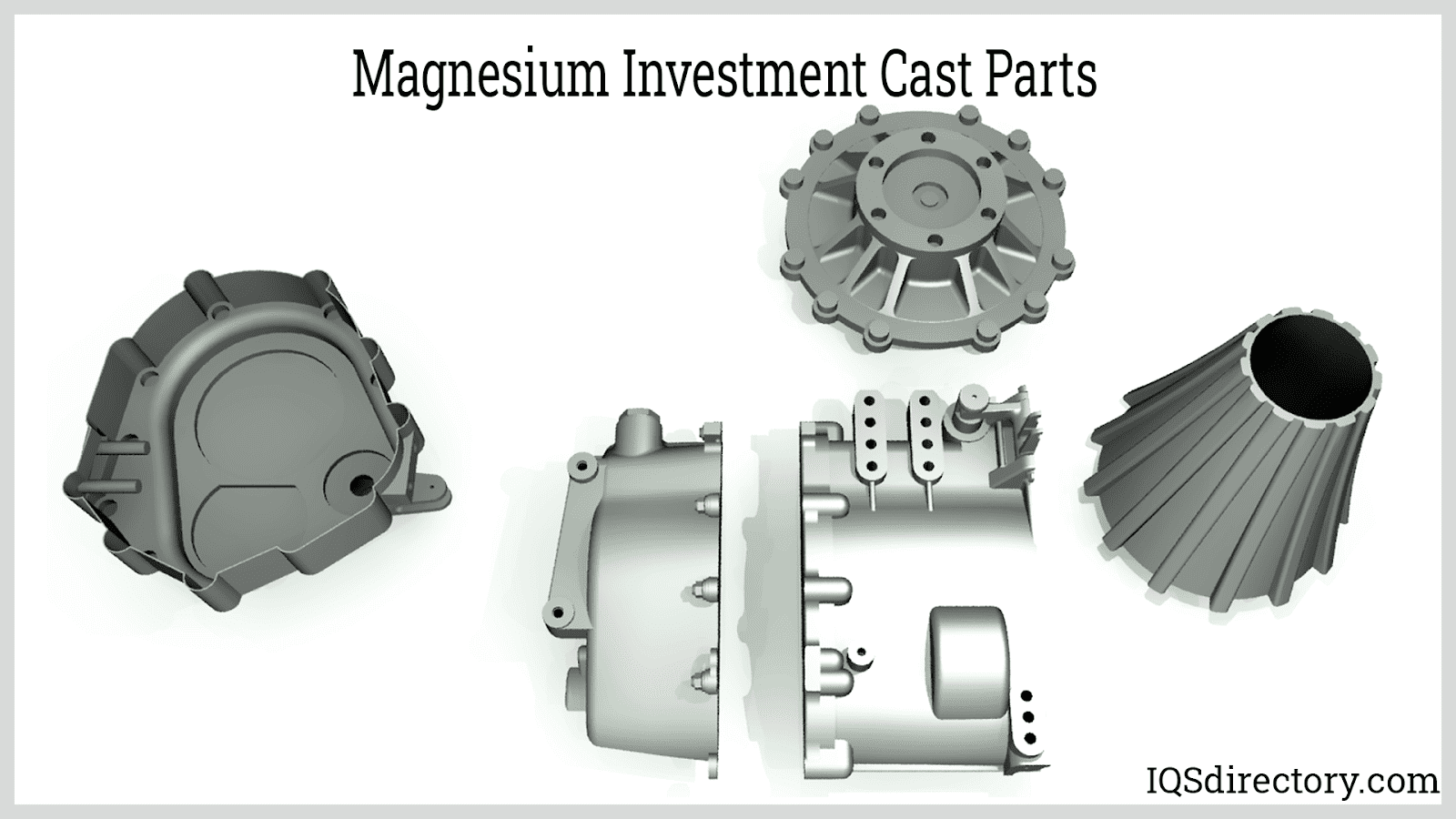
Magnesium
i flere år var det vanskeligt at støbe magnesium ved hjælp af investeringsstøbning på grund af det faktum, at smeltet magnesium reagerer med silica-formskallen. For nylig er en hæmmer blevet introduceret; dette tillader brugen af magnesium i investeringsstøbning.
Magnesium er let og har et fremragende styrke / vægtforhold. Det er alsidigt og kommer i en bred vifte af legeringer, som omfatter A91D og AM60B med legeringer A81, AM50A AM20, AE42 og AS41B anvendes til deres krybe modstand og høj temperatur applikationer.
Kapitel fem-produkter fremstillet af Investeringsstøbning
Investeringsstøbning er en ekstremt populær metode til produktion af en bred vifte af dele og komponenter. Processen med investeringsstøbning giver mulighed for designfleksibilitet til oprettelse af indviklede og komplekse komponenter fra et stort udvalg af metaller og legeringer.
enkelheden ved investeringsstøbning giver mulighed for høje produktionskørsler med usædvanlig nøjagtig dimensionel konsistens. Den oprindelige grund til, at investeringsstøbning blev trukket fra den mørke middelalder ind i det 20.århundrede, var udviklingen af jetmotoren i 1940 ‘ erne, der ikke ville give mulighed for uoverensstemmelser eller ufuldkommenhed i dens komponenter. Det er det aspekt af investeringsstøbning, der har gjort det til en væsentlig del af det 21.århundredes fremstilling.
produkter fremstillet af Investeringsstøbning
Aerospace
Aerospace var den første industri, der var afhængig af investeringsstøbning som en metode til fremstilling af dele med ekstraordinære tolerancer og finish. Der er et bredt udvalg af metaller, der bruges til at fremstille flykomponenter, og investeringsstøbning giver det nødvendige udvalg af metaller. Ved hjælp af ethvert metal producerer investeringsstøbning præcisionsdele med minimale materialer og begrænset energiaffald.
Luftfartskomponenter skal modstå ekstremt vejr, svingende tryk og forskellige former for driftsslitage; dette kræver, at de har overlegen holdbarhed. Processen med investeringsstøbning har den nødvendige konsistens, præcision og trækstyrke for at imødekomme og overskride kravene. Dens største fordel for rumfart er dens præcision, som gør det muligt for indbyrdes forbundne dele at matche hurtigt og nemt.
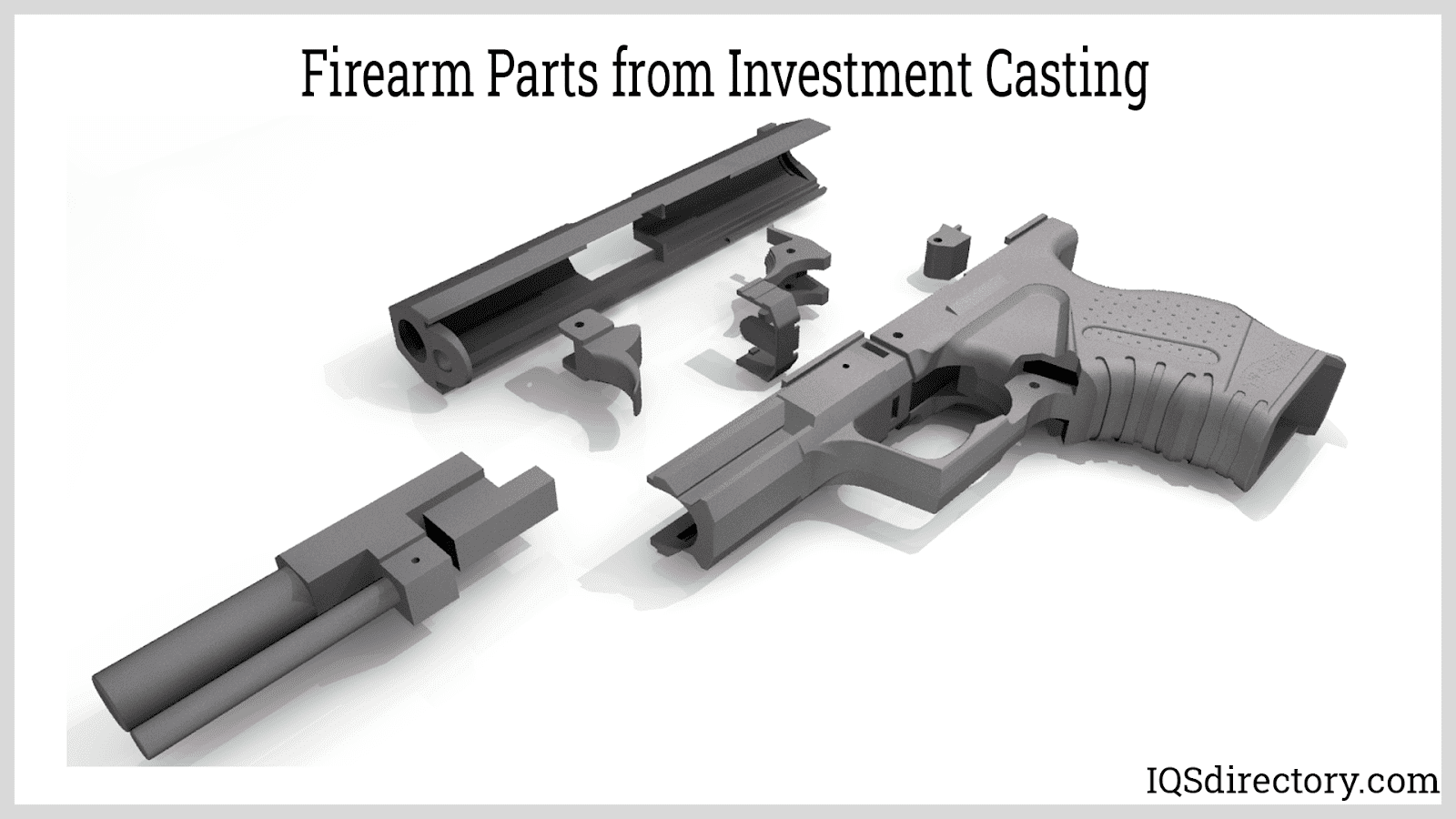
skydevåben
Skydevåbenproducenter er afhængige af investeringsstøbning på grund af det faktum, at det giver dem friheden til at udvikle og implementere unikke designs. Fremstillingen af skydevåben kræver præcision og nøjagtighed, og investeringsstøbningsdele giver de netformer, der kan fremstilles ud fra et udvalg af legeringer.
Investeringsstøbning minimerer mængden af metal, der skal fjernes under efterbehandlingsprocessen. Ved hjælp af CNC-bearbejdning er producenterne i stand til at fremstille ensartede dele med ringe variation til en lav pris.
medicinsk og Dental
de medicinske og dental felter kræver instrumenter og komponenter med den største mængde af præcision til at opfylde snævre tolerancer og dimensionelle krav. Kirurgiske værktøjer, implantater, maskiner, bårer og kørestole produceres alle ved hjælp af investeringsstøbning.
det livreddende potentiale ved investeringsstøbte dele gør deres rette produktion kritisk. Hvert stykke udstyr skal være af højeste kvalitet.
låse
hovedkravet for låse er, at de er holdbare og elastiske. Investeringsstøbning giver mulighed for produktion af specialiserede låse såvel som almindelige låse til husholdningsbrug. Behovet for låse til mesh præcist kræver deres støbning være nøjagtige ned til de mest minut detaljer.
mad og mejeri
et bredt sortiment af udstyr bruges til at producere al den mad, vi spiser. Disse enorme maskiner er afhængige af investeringsstøbning til fremstilling af deres komponenter og dele. Komponenter til fødevareindustrien er lavet af rustfrit stål eller speciallegeringer på grund af behovet for præcision og holdbarhed. Kød pålægsmaskiner, fjerkræ udstyr, ismaskine dele, og grill og opvarmning maskiner har dele og stykker fremstillet af investeringer støbning.
væskekraft
væskekraft transmitterer strøm gennem brug af gasser eller væsker. Processen omfatter brugen af hydraulisk og pneumatisk udstyr, der omdanner strøm til en brugbar form. De typer af komponenter, der kræves omfatter kugleventil dele, damp fælde dele, løbehjul, nål ventiler dele, kompressor dele og pumpe komponenter. Ligesom fødevare-og mejeriindustrien bruger væskekraftindustrien rustfrit stål såvel som aluminium og nogle specialmetaller.
kapitel seks – fordele ved Investeringsstøbning
der er mange valg til produktion af metaldele. Hvert af valgene har sine fordele med hensyn til produktion, kvalitet og nøjagtighed. Af de tilgængelige processer er investeringsstøbningsteknologi blevet den valgte proces til produktion af præcisionsdele med fremragende finish. Med lave omkostninger, designfrihed og ubegrænsede mængder er investeringsstøbning den ideelle proces til moderne delproduktion.
de mange fordele ved investeringsstøbning har gjort det til den førende metalfremstillingsproces for industrielle og kommercielle produkter.
Investeringsstøbningsfordele
designfleksibilitet
designfrihed er især vigtig for komplekse og indviklede dele, der kan have flere interne og eksterne former. Investeringsstøbning er ikke begrænset af størrelse, tykkelse eller konfiguration. Det har evnen til at tilpasse sig og skifte for at imødekomme enhver udfordring.
strammere tolerancer
af de mange fordele ved investeringsstøbning er strammere tolerancer de vigtigste. Når en del er konstrueret, skal den fremstilles for nøjagtigt at opfylde specifikationerne for designet, så det let kan integreres med andre dele. Størstedelen af investeringsstøbningsdele opfylder støbningstolerancer (CT) på fem eller seks.
Overfladebehandling
investeringsstøbning producerer overlegne finish, der kræver lidt efter produktion efterbehandling. De typer af finish, som processen producerer, er en funktion, som den er berømt for. Kvaliteten af overfladefinish overstiger langt dem fra andre støbeprocesser. Ingen anden produktionsmetode kan matche kombinationen af stramme tolerancer og ekstraordinære finish, der findes i investeringsstøbning.
mangler
hver produktionschef vil fortælle dig, at mangler er kernen i produktionsforsinkelser og lønomkostninger. Fejl produceret i en produktionsproces skaber affald, kræver ekstra bearbejdning og langsomme produktionskørsler. Disse ulemper er ikke en del af investeringsstøbning. Hvert stykke produceret af processen er fejlfri og kræver ingen form for sekundær behandling.
når en del ekstraheres fra skallen, har den en glat, ensartet overflade og er klar til at blive pakket og afsendt.
affald
en anden stor udgift, der er inkluderet i enhver fremstillingsproces, er affald, det materiale, der er tilbage efter afslutningen af produktionen. Investeringsstøbning kræver meget lidt efter produktionens afslutning, hvilket drastisk begrænser mængden af produceret affald. Manglen på affald har flere fordele, herunder lavere produktionsomkostninger, lønomkostninger og hurtigere turnarounds.
inkluderet i manglen på affald er fjernelse af behovet for specialudstyr såsom afgratningsmaskiner, tunge slibemaskiner og forskellige skæreværktøjer. En yderligere faktor er lavere energikostnader, øget effektivitet og usædvanligt økonomisk virksomhedsydelse.
mængder
der er ingen begrænsning på mængden af dele, der kan produceres ved hjælp af investeringsstøbning. Fra meget små kørsler til dem, der går ind i tusinder, investeringsstøbning kan producere dele hurtigt og fejlfrit. Dele, der vejer 0.1 kg eller dem, der vejer hundreder af kg, kan produceres og færdiggøres ved hjælp af investeringsstøbning.
metaller
enhver form for metal og Legering kan formes og forarbejdes ved hjælp af investeringsstøbning. Det er et træk ved processen, der har gjort det til den første metode til fremstilling af udstyrskomponenter. I modsætning til andre støbemetoder kan investeringsstøbning arbejde med enhver form for smeltet metal for at skabe en pålidelig og nyttig del.
Fine detaljer
det er svært at finde en støbeproces, der kan producere komponenter med minut og miniature detaljer. Denne særlige egenskab ved investeringsstøbning er grunden til, at den blev valgt til at støtte luftfartsindustrien og blev brugt til udvikling af det første jetdrevne fly. Efterhånden som samfundet bevæger sig dybere ind i teknologiens tidsalder, fejlfri dele og nøjagtige dimensionstolerancer bliver mere og mere vigtige.
fra det oprindelige mønster til den keramiske skal til afskæringen af dele er hvert trin i investeringsstøbningsprocessen designet til at producere indviklede og præcise detaljer med nøjagtighed.
miljøbevidsthed
et af nøgleprincipperne, der motiverer moderne forretning, er bæredygtighed. Dette er en åbenbar fordel i investeringsstøbningsprocessen. Mønstre, voks, keramisk gylle og stucco belægninger kan bruges igen og igen uden at skabe affald. Det er dette aspekt af processen, der har gjort det til en så populær produktionsmetode.
kapitel syv – faktorer, der påvirker dimensionel nøjagtighed i Investeringsstøbning
der er flere faktorer, der påvirker kvaliteten og nøjagtigheden af investeringsstøbte dele. De vigtigste overvejelser er strukturen af den del, støbning materiale, støbning, shell gør, og hælde. Enhver fejl i processen kan påvirke krympningshastigheden, hvilket vil medføre afvigelser i dimensionerne.
det første indflydelsesrige trin i processen er oprettelsen af voksmønsteret; det skal produceres med en stor mængde præcision og nøjagtighed.
indflydelse dimensionel nøjagtighed i investeringer støbning faktorer
støbning struktur
støbning struktur påvirkes af tykkelsen af delens vægge. Hvis de er for tykke, kan de øge krympningshastigheden. Hvis vægtykkelsen er for lav, produceres den modsatte effekt. En fri systolisk hastighed, der er for stor, kan blokere krympningen og gøre den mindre.
Støbemateriale
som med enhver form for støbning har materialet en vigtig indflydelse på støbningens resultater. Lavt kulstofindhold nedsætter krympningshastigheden.
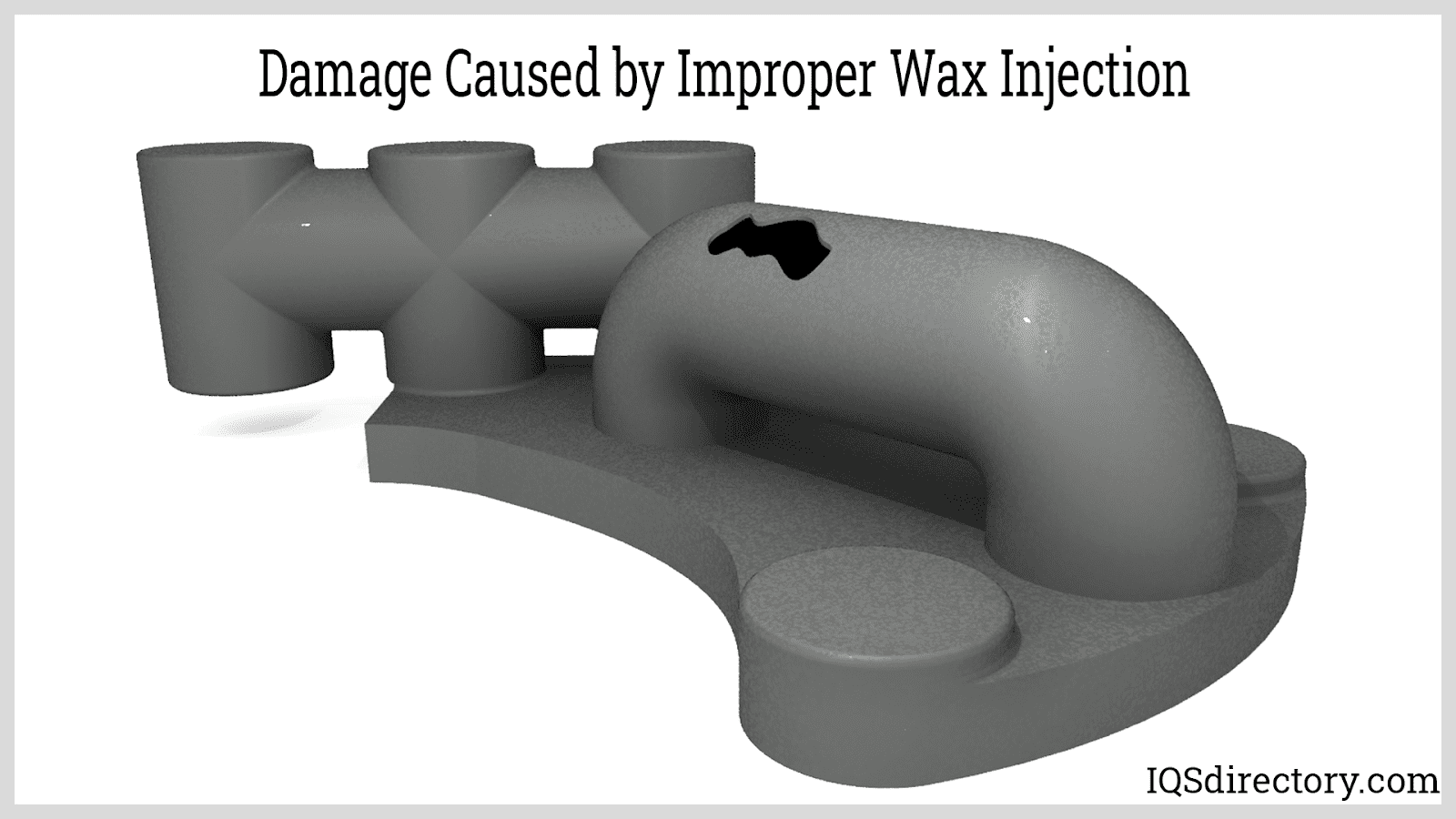
Voksinjektionstemperatur
injektionstrykket og temperaturen er to meget åbenlyse faktorer, der vil påvirke resultaterne af støbeprocessen.
Shell
den type materiale, der er valgt til at fremstille skallen, kan have indflydelse på krympningshastigheden. Visse materialer, såsom sand, har en lille ekspansionskoefficient og er ideelle til processen.
Skalopvarmning
forkert opvarmning af skallen kan have en negativ effekt og resultere i lille skaludvidelse.
hældning
hældningstemperaturen er den temperatur, ved hvilken det smeltede metal kommer ind i portene. Hvis temperaturen er for høj, vil den producere defekter som grove korn på den indre struktur. En lav temperatur påvirker fluiditeten af det smeltede metal. Den anbefalede temperatur er 1650 liter C (3002 liter F).
hovedproblemet med ukorrekt hældningstemperatur er krympning. Hældningstemperaturen skal holdes konstant for at reducere krympningen. En højere temperatur kræver ikke mere energi, men producerer mere præcise og nøjagtige dele.
konklusion
- Investeringsstøbning er en metalbearbejdningsproces, der bruger en keramisk skal bygget over et voksmønster fremstillet af en aluminiumsdyse til at producere dele med ekstraordinært ensartede og glatte overflader.
- processen med investering støbning producerer dele med minimal affald og energiforbrug og ikke behov for efter støbning efterbehandling.
- Investeringsstøbning, også kendt som den mistede voksproces, eller cire perdue på fransk, er blevet brugt som en metalbearbejdningsmetode i tusinder af år.
- selvom investeringsstøbning, mistet voksstøbning, har været brugt i tusinder af år, har der været innovationer, der har tilføjet effektiviteten af processen.
- Investeringsstøbning er en meget alsidig metalbearbejdningsproces, der bruges til at forme rørfittings, bildele, marineudstyr og madmaskiner.
få din virksomhed listet nedenfor